




Многие конструкционные детали, изготовленные из порошков, не требуют механической обработки, но в ряде случаев, особенно при изготовлении сложных по форме деталей, или высоких требованиях по размерной точности без механической обработки не обойтись. Чаще всего спеченные порошковые изделия подвергают дополнительной обработке калиброванием и резанием.
Калибрование
Этот вид обработки представляет собой пластическую деформацию поверхности заготовки с целью обеспечить точность размеров не хуже 6 – 7-го квалитетов и чистоту поверхности на уровне 7-го класса шероховатости. При спекании изделия, которое будут калибровать, необходимо предусмотреть припуск на калибрование. Обычно такой припуск составляет 0,5 – 2 % от калибруемого размера, причем на наружных поверхностях припуск должен быть по возможности большим, а на внутренних – малым.
Обычно калибрование проводят по высоте и поперечному (наружному или внутреннему) размеру раздельно или совместно. Калибруемое изделие запрессовывают в пресс-форму и сжимают радиально, когда сечение спеченного изделия больше требуемого. Это называют положительным калиброванием. Отрицательное калибрование представляет собой свободное размещение в пресс-форме спеченного изделия, которое затем сжимают вдоль продольной оси. В этом случае высота изделия меньше требуемой. Рассмотрим в качестве примера одновременное калибрование наружной и внутренней поверхности детали (рис. 7.2).
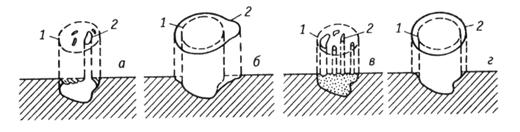
Рис. 7.2. Схема одновременного калибрования наружной и
внутренней поверхности детали: а – загрузка; б – калибрование;
в – сталкивание детали; г – удаление плитки
Наружная поверхность заготовки 3 калибруется матрицей 8, а внутренняя поверхность нижним плавающим пуансоном 7. Верхний пуансон 5, укрепленный в держателе 6, проталкивает через матрицу калибруемую заготовку, которая устанавливает и центрирует на опорной плите пуансон 7. Выталкивание откалиброванной детали 3 осуществляется следующей заготовкой 4, которую запрессовывает в матрицу верхний пуансон 5. Заготовка 4 удерживает также плавающий пуансон 7. При перемещении опорной плитки 2 в сторону откалиброванная деталь 3 опускается на подставку 1 и при установке опорной плитки 2 в первоначальное положение деталь 3 выталкивается из матрицы 8. Для облегчения передвижения опорной плитки 2 матрица 8 после снятия калибрующего давления с помощью резинового амортизатора поднимается на 1 – 2 мм вверх. Для повышения производительности при калибровании часто используют многогнездные пресс-формы.
Резание
Обработку резанием проводят на токарных, фрезерных сверлильных и других металлообрабатывающих станках. Любой вид механической обработки порошковых материалов вызывает упругую и пластическую деформацию, которая, в свою очередь, сопровождается трением и выделением тепла, уплотнением или разрыхлением поверхностных слоев. Наличие в порошковом изделии пор затрудняет его обработку резанием, снижает стойкость инструментов, несмотря на то, что усилия резания при обработке пористых изделий обычно меньше, чем таких же, но беспористых. Это, на первый взгляд, несоответствие объясняется тем, что наличие пор делает нестабильным процесс резания, из-за пониженной теплопроводности в зоне резания возрастает температура, усиливается окисление и абразивный износ инструмента.
При резании пористых материалов применяют инструменты из твердых сплавов и быстрорежущих сталей, однако твердосплавной инструмент предпочтительней, поскольку инструмент из быстрорежущих сталей во многих случаях оказывается недостаточно стойким. В качестве охлаждающих сред целесообразно применять инертные газы или масла. Применять традиционные смазочно-охлаждающие жидкости (СОЖ) на водной основе, а также жидкости, содержащие кислоты и щелочи не рекомендуется, потому что попадание СОЖ в поры обрабатываемой заготовки вызовут коррозию при последующем хранении или эксплуатации изделий. Пропитка маслом пористых изделий существенно улучшает их обрабатываемость резанием. Усилие резания снижается в 1,3 – 1,5 раза, появляется возможность в 2,5 – 4 раза повысить скорость резания и снизить шероховатость поверхности обрабатываемого изделия.
Допустимая скорость резания зависит от состава порошкового материала и материала инструмента. Например, при точении пористых изделий на основе железа резцами из твердого сплава скорость резания составляет 50 – 200 м/мин. Более низкие скорости резания не рекомендуются, поскольку возрастает шероховатость поверхности. Качество поверхности зависит также от подачи. Чем больше пористость порошковой заготовки, тем меньше должна быть подача для того, чтобы получить поверхность с приемлемой шероховатостью. При точении железных изделий с пористостью > 25 %, рекомендуется подача 0,035 мм/об, а при меньшей пористости подачу можно увеличить в 2 раза.
Широко распространенным видом механической обработки является шлифование. Шлифование порошковых изделий, также как и литых (плотных) заготовок, осуществляют кругами из карбида кремния или электрокорунда. Отличительной особенностью шлифования пористых изделий является уплотнение пористого порошкового слоя в процессе шлифования и существенное изменение его свойств. Например, увеличение глубины шлифования с 0,01 до 0,1 мм повышает микротвердость и уровень микронапряжений в слое на 15 – 30 %. Одновременное увеличение подачи и уменьшение скорости стола при плоском шлифовании приводит к снижению микротвердости в поверхностном слое.
Контрольные вопросы
1. Перечислите виды финишной обработки порошковых пористых заготовок.
2. Термическая обработка порошковых заготовок.
3. Какие виды химико-термической обработки применяются для порошковых изделий?
Глава 8. Охрана труда и техника
безопасности
Для обеспечения безопасной работы в цехах и участках ПМ применяют общие правила и меры по охране труда, принятые в металлургическом и химическом производствах, в гальванических и механических цехах, а также дополнительные правила, специально разработанные для технологических процессов ПМ. Эти правила предусматривают защиту работающих от токсического, шумового, вибрационного и прочих вредных воздействий. Производство порошковых материалов и изделий по степени вредности можно отнести к категории «В».
Специфика технологических процессов порошковой металлургии такова, что атмосфера рабочих мест часто загрязнена металлической пылью. Такая пыль возникает при размоле, рассеве и смешивании порошков, дозировании шихты, транспортировке порошковых материалов, формовании, обработке спеченных изделий и на других операциях. Токсичность, пожаро- и взрывоопасность металлической пыли уже рассматривалась в главе 2, поэтому здесь мы ограничимся рассмотрением вопросов, связанных с предотвращением чрезмерного пылеобразования. Для максимального снижения выброса пылевидных частиц в атмосферу следует особое внимание уделять герметизации оборудования и аппаратуры. Разгрузочные люки, окна, дверцы, крышки работающих установок и аппаратов должны плотно закрываться. Запрещается полностью вырабатывать материал из загрузочных бункеров, не имеющих герметичных крышек. В таких бункерах необходимо оставлять слой материала такой толщины, чтобы он полностью закрывал выпускной люк. Эффективным способом борьбы с запылением рабочего места является система местной вытяжной вентиляции – местные отсосы.
При компоновке технологического оборудования следует по возможности сокращать число перепадов гравитационных потоков порошков, уменьшать их высоты, обеспечивать равномерную загрузку и выгрузку порошков через герметизированные дозаторы. В оборудовании для дробления и измельчения, где возникают избыточные давления и направленные газовоздушные потоки, целесообразно предусматривать герметичные загрузочные и разгрузочные узлы, исключающие аэродинамические связи с окружающей средой и сопряженным оборудованием.
Большую пожарную опасность представляют применяемые в производстве легковоспламеняющиеся жидкости (спирты, бензин и др.), а также защитные газовые среды (водород, диссоциированный аммиак, конвертированный природный газ и др.). Технологическое оборудование, в котором используются легковоспламеняющиеся жидкости и взрывоопасные вещества должны быть сконструированы так, чтобы по возможности исключить накопления паров в закрытых объемах. Если этого не избежать, закрытые полости и объемы должны иметь разрывные предохранительные мембраны (взрывной клапан).
Трубопроводы для транспортировки взрывоопасных и токсичных газов должны соответствовать Правилам устройства и безопасной эксплуатации трубопроводов для горючих, токсичных и сжиженных газов и Правилам безопасности в газовом хозяйстве. Для них должны быть предусмотрены устройства для продувки инертным газом, вакуумирования или пропаривания.
Недопустимо смешивать горючие газы с воздухом в нагретых камерах печей при температуре в камере ниже 750оС. Поэтому прежде чем вводить горючий газ в разогретую камеру печи из нее надо вытеснить воздух азотом или аргоном. В печах с температурой рабочего пространства выше 750оС и где отсутствуют большие холодные объемы можно применять метод дожигания. В этом случае сначала на выходе из печи проводится пробирочный анализ на отсутствие хлопка при загорании газовой атмосферы, а затем поджигается газ на входе в печь. Печи с дожиганием отходящих защитных газов должны быть оборудованы системой контроля за факелом, исключающей возможность его самопроизвольного погашения. Эта система должна быть сблокирована с системой подачи газа и аварийной вентиляцией. При работе на печах запрещается одновременно открывать загрузочные и разгрузочные отверстия, а также стоять напротив их.
Для тушения загоревшихся металлических порошков могут применяться распыленная вода со смачивающими веществами и воздушно-механическая пена. Для объемного тушения, например в бункерах, применяют газовые огнегасительные составы, а для тушения горящих разлитых жидкостей азотно-механическую и воздушно-механическую пены.
Размольное и смесительное оборудование, распылительные установки, прессы, насосы, вентиляторы могут создавать значительный уровень шума (до 100 дБ). Для снижения шума (предельно допустимый уровень 85 дБ) вибрирующее оборудование монтируют на виброизолирующем фундаменте, применяют кожухи из вибропоглащающих материалов, а особо «шумное» оборудование размещают в отдельных закрытых помещениях.
На участках с печным оборудованием предусматривается защита от теплового воздействия – общеобменная вентиляция, тепловые экраны, холодильники.
Для снижения вредного воздействия производственных факторов работники цехов и участков порошковой металлургии обеспечиваются индивидуальными средствами защиты (респираторы, очки, закрытые комбинезоны, головные уборы, рукавицы, специальная обувь и др.) и спецпитанием (молоко, кефир). К самостоятельной производственной работе допускаются лица не моложе 18 лет, имеющие медицинское заключение о пригодности, прошедшие обучение непосредственно на рабочем месте и выдержавшие экзамен в квалификационной комиссии. Каждый работник должен пройти инструктаж по технике безопасности, что надлежащим образом должно быть оформлено. Недопустима самостоятельная работа без знания мер предосторожности и безопасных приемов труда. Необходимо знать и исполнять все действующие инструкции по технике безопасности и правила, регламентирующие поведение в цехе и на территории предприятия.
Приступая к работе, следует проверить исправность оборудования и инструмента. Категорически запрещается работать на неисправном оборудовании или с неисправным инструментом, поскольку это может привести к травме. Обо всех отклонениях от нормальной работы агрегатов и их неисправности необходимо сообщить мастеру и сделать соответствующую отметку в сменном журнале.
Во избежание возгорания металлической пыли необходимо не реже одного раза в смену удалять пыль, используя щетки-сметки и другие специальные приспособления. Удалять пыль из-под вращающихся элементов агрегата, смазывать и ремонтировать агрегаты на ходу категорически запрещается. Для проведения таких работ агрегат должен быть остановлен и обесточен.
Запрещается хранить и принимать пищу, а также курить на рабочем месте, так как это способствует попаданию частиц порошка внутрь организма и нарушает правила пожарной безопасности. Перед приемом пищи обязательно надо тщательно вымыть руки с мылом. После работы рекомендуется принять душ.
В случае травмы необходимо сообщить об этом мастеру и обратиться в медпункт. За невыполнение требований инструкций по технике безопасности каждый трудящийся несет ответственность в установленном порядке.
Контрольные вопросы
1. Сформулируйте общие положения, характеризующие меры безопасности при работе с порошками.
2. Меры безопасности при работе на водородных печах.
3. Какие Вы знаете индивидуальные меры защиты?
4. Средства и методы пожаротушения.
5. Санитарная гигиена работающих.
БИБЛИОГРАФИЧЕСКИЙ Список
1. Порошковая металлургия и напыленные покрытия: учеб. пособие / В.Н. Анциферов [и др.]; под общ. ред. Б.С. Митина. – М.; Металлургия, 1987. – 792 с.
2. Либенсон Г.А. Процессы порошковой металлургии: учеб. пособие в 2-х т. Т. 1. / Г.А. Либенсон, В.Ю. Лопатин, Г.В. Комарницкий. – М.; «МИСИС», 2001. – 368 с.
3. Либенсон Г.А. Процессы порошковой металлургии: учеб. пособие в 2-х т. Т.2. / Г.А. Либенсон, В.Ю. Лопатин, Г.В. Комарницкий. – М.; «МИСИС», 2002. – 320 с.
4. R.M. German «Powder Mellurgy and Particulate Materials Processing», США, 2005. – 540 с.

