




| Материал | Давление, МПа | Температура,оС | Выдержка, ч | Плотность, % |
| Бериллий Вольфрам Диоксид урана Диборид циркония Жаропрочный сплав ЖС-6 Инструментальная сталь Карбид тантала Карбид вольфрама Молибден Нержавеющая сталь Нитрид бора Оксид алюминия Оксид магния Рений Тантал Твердый сплав Титан Ферриты | 69-105 115-150 100-180 70-105 70-185 70-140 70-105 77-155 70-105 | 700-1100 700-1050 1150-1250 1600-1760 1600-1760 1150-1370 1380-1410 1600-1650 955-1065 1095-1370 | 0,5-3 - 1-10 1-2 - - 0,3 0,1 0,5-3 - 1-3 0,4-0,5 0,5-1 0,5-5 1-3 | 99,9 - 99-100 - 96-99 99-100 |
Высокое давление, температура и продолжительная выдержка в процессе ГИП обеспечивают лучше, чем при других способах компактирования, уплотнение и диффузионную сварку порошковых частиц в условиях ползучести. Прочность зон контактов по окончании процесса ГИП обычно равна прочности основного материала в том случае, когда структура этой зоны не отличается от структуры основного материала. Однако в ряде случаев межчастичные границы у материала, уплотненного ГИП, могут быть ослаблены остаточными примесями, что снижает прочность и пластичность порошкового материала. Поэтому заготовки, полученные способом ГИП, часто подвергают дополнительной горячей деформации для повышения механических свойств. Например, влияние дополнительной горячей деформации оценивали при осадке компактных заготовок из титанового сплава. Отмечается, что горячая деформация существенно повышает прочность и пластичность материала. Уже при степени деформации 20 % предел прочности повышается с 1060 до 1180 МПа, а величина поперечного сужения с 24 до 40 %.
Наряду с несомненными техническими достоинствами, ГИП является очень дорогим и малопроизводительным процессом. По зарубежным данным в 1980-х годах стоимость одного цикла ГИП в газостате с цилиндром Æ600 мм составляла 5000 $, а в цилиндре Æ1100 мм – 11000 $. Для удешевления процесса ГИП ведутся работы по его усовершенствованию. В частности, шведская фирма "АСЕА" разработала принудительное охлаждение рабочего газа путем установки в газостат внутреннего теплообменника. Это позволяет сократить время подготовительных и заключительных операций газостатирования. Одним из вариантов "быстрого" ГИП является загрузка в газостат горячей капсулы и впрыск жидкого азота в цилиндр высокого давления. Этим достигается резкий рост газового давления в цилиндре. Значительно сокращается цикл газостатирования и улучшается структура прессованной заготовки, поскольку консолидация порошка протекает за счет пластического течения, а не ползучести.
Существенным недостатком ГИП, как уже отмечалось, является взрывоопасность, причем не столько опасность взрыва прочного газостата, сколько взрывоопасность капсул. При наличии неплотностей в капсуле в нее при газостатировании проникает газ. При завершении цикла газостатирования в процессе стравливания газа давление в цилиндре газостата снижается быстрее, чем в капсуле. Разница давлений в капсуле и газостате может стать настолько значительной, что капсула раздувается, а иногда может и взорваться. Наличие неплотностей в капсуле далеко не всегда можно выявить, поскольку они могут возникнуть в процессе газостатирования при нагреве и приложении газового давления.
Американская фирма "Крусибл" разработала новую технологию, получившую название псевдо-ГИП. По этой технологии вместо стальных применяются керамические капсулы (формы). Формы изготавливают методом выплавляемых восковых моделей, который широко применяется в литейном производстве. Загрузка порошка в форму производится как в обычную капсулу с применением виброуплотнения для достижения максимальной насыпной плотности. Загруженная форма герметизируется и помещается в стальной контейнер, заполняемый гранулами огнеупорного материала, которые служат средой для передачи давления от мощного гидравлического пресса (рис. 5.8). Такая технология нашла применение при производстве сложных по форме крупных изделий из титановых сплавов.
В последние годы быстрыми темпами развивается двухэтапная технология получения беспористых порошковых заготовок, основанная на процессах спекания и ГИП. Один из вариантов технологии включает вакуумное спекание формовки до формирования закрытых изолированных пор (относительная плотность ≥ 0,93) и наложение на горячую формовку газового давления, обычно в пределах от 5 до 15 МПа. Такой совмещенный процесс осуществляется в специальных вакуум-компрессионных печах по схеме, показанной на рис. 5.12. Важно подчеркнуть, что в этом варианте технологии заготовка после спекания не охлаждается. Это создает наиболее благоприятные условия для достижения высокой прочности межчастичных контактных зон в материале.
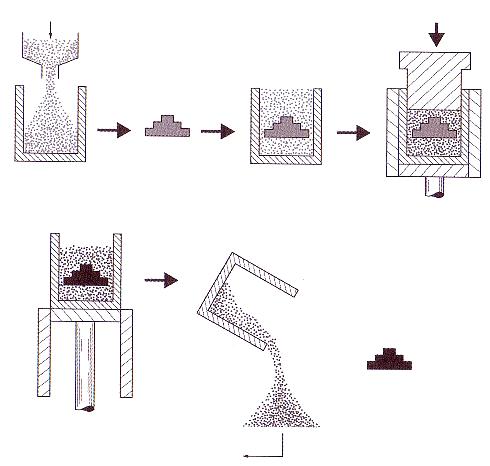
Рис. 5.8. Схема псевдо-ГИП
Другой вариант технологии предусматривает раздельное спекание и газостатирование порошковой заготовки. Спекание, как и в предыдущем варианте, проводится в вакууме (иногда в водороде) до формирования закрытой пористости, в печах для спекания. Затем спеченные заготовки дополнительно уплотняются в газостате. Двухэтапная технология позволяет исключить применение капсул. В табл. 5.4 приведены зарубежные данные, характеризующие перечень материалов и параметры новой технологии.
Таблица 5.4

