




| Марка стали | % пор | Механические свойства (не менее) | |||||
| sв, МПа | d,% | j,% | КСU, кДж/м2 | НВ, МПа | Е, ГПа | ||
| СП10 | 25 – 16 | ||||||
| 15 – 10 | |||||||
| 9 – 2 | |||||||
| £2 | |||||||
| СП60ХН3М | 15 – 10 | ||||||
| 9 – 2 | |||||||
| £ 2 |
Проблема повышения плотности порошковых конструкционных деталей весьма актуальна. В автомобилестроении, где широко применяются конструкционные детали из железных порошков, постоянно растут технические требования по повышению плотности и механических свойств порошковых материалов. За последние 30 лет плотность деталей из железных порошков возросла с 6,6 до 7,4 г/см3 при уровне теоретической плотности ~ 7,75 г/см3.
За рубежом в последние годы интенсивными темпами развиваются технологии производства порошковых заготовок с «полной плотностью» (Full Density Processing). Они уже нашли широкое применение при производстве композиционных материалов, жаропрочных сплавов на основе никеля для газотурбинных двигателей, инструментальных сталей и износостойких материалов, нержавеющих сталей, высокопрочных алюминиевых сплавов для авиационной техники и др. Применение этих технологий в производстве обычных конструкционных материалов сдерживается из-за высокой стоимости металлургического передела. Поэтому при выборе способа уплотнения порошковых заготовок рекомендуется проводить технико-экономический анализ целесообразности применения тех, или иных технологий с учетом технических требований к изделиям и их более высокой стоимостью.
В арсенале порошковой металлургии имеется довольно много способов уплотнения порошков. В предыдущей главе было показано, что даже при твердофазном спекании можно получить заготовки с очень высокой плотностью, используя для этого дисперсные порошки, например, при инжекционном формовании. Жидкофазное спекание также позволяет получать практически беспористые изделия. Однако следует учитывать, что устранение пор далеко не всегда обеспечивает существенное повышение механических свойств потому, что межчастичные контакты (границы) часто бывают ослаблены тонкими, в основном оксидными, пленками. Подобные пленки, невидимые в оптическом микроскопе, естественно, не сказываются на плотности изделия, но резко снижают механические свойства как микротрещины, или подобные им, концентраторы напряжений. Устранить или значительно уменьшить вредное влияние межчастичных дефектов, в том числе и пленок, можно при использовании способов горячей пластической обработки, обеспечивающих значительные сдвиговые деформации в объеме порошкового тела. Ниже рассматриваются основные способы уплотнения порошковых изделий.
5.2. Инфильтрация
Заполнение пор порошковой формовки расплавленным металлом или сплавом называют инфильтрацией. До 1982 г. инфильтрацию называли «пропитка». Первые исследования процесса инфильтрации появились в 1914 г., а промышленное применение этой технологии началось в 1945 г. Сущность инфильтрации проста: из порошка тугоплавкого компонента формуют пористый каркас, а затем поры каркаса заполняют расплавом более легкоплавкого компонента. Теория процесса примерно та же, что и при жидкофазном спекании. Капиллярные силы, создают давление на расплав:
| ΔР = 4 γ cos υ / rп | (5.2) |
где γ – поверхностная энергия расплава; υ – угол смачивания; rп – радиус поровых каналов. Условие осуществления инфильтрации υ < 90о. При υ ≥ 90о инфильтрация невозможна. Например, пористое тело из Al2O3 невозможно заполнить расплавом железа из-за плохой смачиваемости. Уплотнение порошкового тела при инфильтрации аналогично спеканию в присутствии жидкой фазы. Скорость инфильтрации составляет около 1 мм/c. Высота (толщина) инфильтрованного слоя h зависит от свойств расплава и длительности его контакта τ с твердым каркасом:
| h = (1/π) (γ cos υ rп τ / ηж)1/2 . | (5.3) |
Длительность полной инфильтрации τп можно определить по формуле:
| τп = 4 ηж h2 / (rп γ cos υ ± g V ρж rп2) / S, | (5.4) |
где g – ускорение свободного падения; V – начальный объем пор в формовке; ρж – плотность расплава; S – площадь сечения формовки.
Инфильтрацию из внешних источников ведут методом наложения или методом погружения. При методе наложении пористый каркас, вместе с помещенным на нем (наложенным) твердым легкоплавким компонентом, загружают в нагревательное устройство с защитной атмосферой или вакуумом и нагревают до температуры на 100 – 150оС выше температуры плавления наложенного компонента. Образующийся расплав впитывается в поры каркаса. Для расчета τп по методу наложения формулу (5.3) берут со знаком «+». По методу погружения (знак «–» в формуле 5.3) пористый каркас погружают в предварительно расплавленный легкоплавкий компонент.
Для сплавов на основе железа хорошим инфильтрантом является медь с добавками никеля, марганца, алюминия, углерода, цинка. На рис. 5.1 представлена микроструктура инфильтрованной стали с исключительно высокой ударной вязкостью (около 3 МДж/м2) при содержании углерода 0,9 % (зарубежные данные).
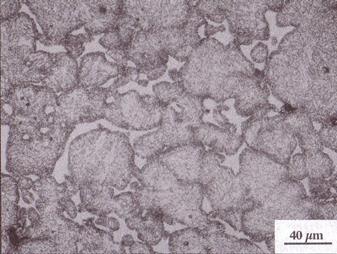
| Рис. 5.1. Микроструктура порошковой инфильтрованной стали |
5.3. Горячее прессование
Горячее прессование представляет собой совмещенный процесс спекания и прессования, проводимый при температурах 0,5 – 0,9 от температуры плавления прессуемого материала. При горячем прессовании помимо давления капиллярных сил, способствующих развитию межчастичных контактов, на порошковое тело действуют внешние силы, вызывающие диффузионную ползучесть (крип) при напряжениях ниже предела текучести и пластическое течение, при напряжениях выше предела текучести.
На рис. 5.2 показано соотношение температуры и давления, которые при горячем прессовании обеспечивают получение заготовок с плотностью 99% из железного порошка. Скорость уплотнения при прессовании приближенно может быть выражена уравнением Маккензи и Шаттлворса:
| ln [(1 – ρн) /(1 – ρ) ] ~ 0,75 τР / η, | (5.5) |
где ρ - относительная плотность образца после прессования; ρн – начальная относительная плотность образца; h - коэффициент вязкости; Р – давление прессования; t - время выдержки.
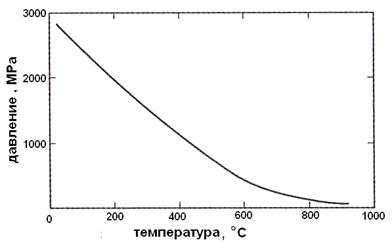
| Рис. 5.2. Температура и давление, обеспечивающие плотность 99 % при горячем прессовании железного порошка |
Наибольшее распространение в промышленности получил способ одноосного горячего прессования порошков в токопроводящих пресс-формах, которые одновременно служат нагревателями (рис. 5.3). Материалом для прессформ обычно служит графит. При температурах прессования до 1000°С используют и металлические пресс-формы из жаропрочных сплавов. При более высоких температурах, наряду с графитовыми, применяют также пресс-формы из тугоплавких оксидов, силикатов и других соединений. Для предотвращения взаимодействия прессуемого материала со стенкой пресс-формы внутреннюю поверхность последней покрывают инертными составами (жидкое стекло, эмаль, нитрид бора и др.). Для защиты прессуемого материала от окисления процесс прессования проводят в защитной атмосфере или вакууме. В качестве оборудования, создающего требуемое давление при прессовании, применяют чаще всего гидравлические прессы с усилием до 1 МН.
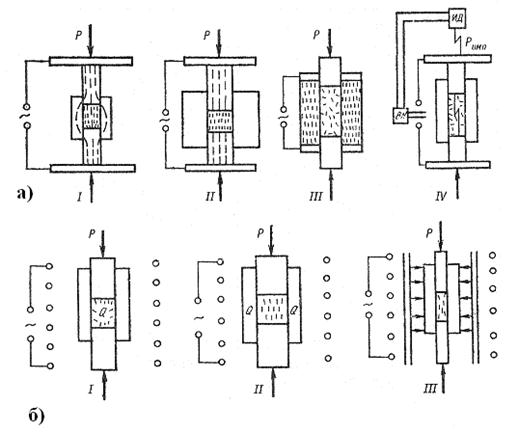
Рис. 5.3. Способы нагрева порошка при горячем прессовании:
а – прямым пропусканием тока через порошок и пресс-форму (I),
через порошок (II), через пресс-форму (III), импульсным током
высокого напряжения (IV); б – индукционным нагревом порошка (I), пресс-формы (II), промежуточного экрана (III)
Горячее одноосное прессование применяется, прежде всего, для производства особых композиционных материалов. Другим примером промышленного применения горячего прессования является высокотемпературный синтез искусственных алмазов и сверхтвердых материалов для режущих и других инструментов. В табл. 5.2 представлены зарубежные данные о составе и технологии горячего прессования при производстве особых композиционных материалов.
Таблица 5.2

