




| Материал | Термическая обработка | Твердость, НRC | Микротвердость поверхности, МПа | Износ за 5000 циклов, мкм | |
| матрицы | пуансона | ||||
| У10А 3Х2В8Ф ХВГ Х12М Р6М5 ВК20 | 1 2 3 4 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4 - | 62 56-60 38-42 60 40-42 48-45 57-60 62 61-62 48-54 57-60 62-63 58-60 55 60-61 63 65-68 60 52-54 69 | - 10500 8000 11500 15000 9500 15000 - 12200 10500 15000 - 18000-20000 10500 13000-15000 - 19000-21000 11000 18000 - | 14,2 8,5 10 8,6 1 5,6 5 8,3 3,8 5,3 5 4 1,7 2,5 2,4 2,4 1,7 2 1.9 0,8 | 9,2 7,2 8,25 2,6 1,6 4,8 3 6 2 4,2 3 3,6 0,83 2,3 0,86 - - - - - |
Примечание: 1 – закалка с отпуском; 2 – борирование и закалка; 3 – закалка и азотирование; 4 – диффузионное хромирование и закалка.
Кроме упрочняющей химико-термической обработки поверхности в последние годы для дополнительного повышения износостойкости на поверхность инструмента наносят покрытия. Эти покрытия представляют собой очень тонкие пленки из твердых фаз, таких как нитриды и карбиды титана или циркония, или другие твердые фазы, включая алмазоподобные и наноструктурированные пленки.
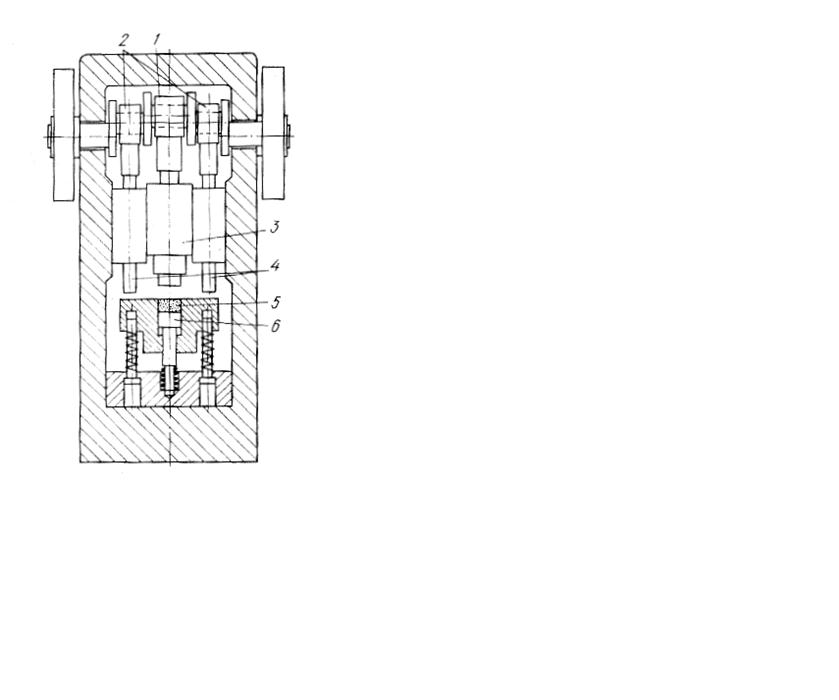
Рис. 3.25. Схема кривошипного пресса: 1 – главный кривошип;
2 – вспомогательный кривошип; 3 – прессовая головка;
4 – отжимные пуансоны; 5 – матрица; 6 - нижний пуансон
Для прессования порошков применяются гидравлические, механические, пневматические и гибридные прессы. Работа гидравлического пресса основывается на законе Паскаля, согласно которому внешнее давление на жидкость передается ею во все стороны равномерно.
Пресс имеет два цилиндра А и В с диаметрами D и d, которые соединены между собой и заполнены жидкостью, водой или маслом. Цилиндр малого диаметра снабжен поршнем и может оказывать давление на жидкость при помощи рычага L. Клапан V служит для засасывания рабочей жидкости в цилиндр плунжера, а клапан W для подачи жидкости под поршень цилиндра большого диаметра. На поршень большого диаметра действует усилие:
Р1 = 4Р/πd2 ∙ π D2/4 = P D2/ d2, (3.26)
где Р – усилие, действующее на поршень малого цилиндра. Гидравлические прессы обеспечивают возможность плавного уплотнения порошков и продолжительной выдержки прессовки под давлением.
Наиболее широкое применение в порошковой металлургии находят механические прессы различных типов от простейших винтовых с ручным приводом до прессов-автоматов с компьютерной системой управления.
На рис. 3.25 иллюстрируется принципиальная схема кривошипного пресса. Движение прессовой головки осуществляется при помощи обычного кривошипно-шатунного механизма. Вращательное движение кривошипного звена производится зубчатым или ременным приводом от электродвигателя.
Выбор типа пресса определяется количеством, качеством, формой и размерами прессуемых заготовок, в том числе поперечным сечением и требуемой плотностью прессовок, а также производительностью пресса. При проектировании прессов для порошковой металлургии в нашей стране принята шестизначная шкала мощности: 9,81; 15,69; 24,52; 39,24; 61,80 и 98,1 кN. Второй порядок мощностей получают умножением исходной шкалы на 10 (98,1; 156,9; 245,2; 392,4; 618,0 и 981 кN). Аналогично получают третий порядок мощностей. Дальнейшее наращивание мощности прессов (при необходимости) произвольно. Например, есть прессы с номинальным усилием 20, 50 и даже 720 МН.
Большинство прессов работают в режиме открытого контроля. Такой контроль предусматривает настройку пресс-формы в начале производственного цикла без изменения позиций деталей в процессе прессования. Сырые прессовки выборочно контролируют по массе и размерам, но не контролируют в каждом цикле засыпку порошка, перемещение пуансонов и другие характеристики прессования.
Современные зарубежные прессы оборудованы системой датчиков, обеспечивающих контроль засыпки, перемещения пуансонов, деформаций для сохранения постоянства продукции. Контроль предусматривает мгновенные изменения условий прессования по ходу процесса. Это обеспечивается компьютеризацией контроля по двум направлениям. Первое направление включает регистрацию данных, характеризующих как сам процесс, так и характеристики продукции. Это позволяет стабилизировать исходную позицию при переналадке инструментальной оснастки. Второе направление представляет собой мониторинг трендов во времени. Оцениваются изменения от партии к партии по параметрам прессования и характеристикам продукции. Управляющий процессор (робот) может быть включен в систему пресса для управления и контроля процесса. У робота имеется контрольная и логистическая системы. По трендам параметров прессования и характеристикам продукции, которые регистрируются контрольной системой, логистическая система принимает решение об изменении параметров прессования, или даже может остановить процесс. Например, если произошли изменения в засыпке порошка, которые привели к избытку порошка и чрезмерным деформациям пуансонов, логистическая система остановит процесс прессования. Обычно при мониторинге анализируются три тренда – изменение массы порошковой порции, давление прессования и размер прессовки.
3.3.4. Прессование брикетов повышенной плотности
За рубежом значительное внимание уделяется совершенствованию технологии прессования в направлении повышения плотности сырых прессовок. В частности, для повышения плотности прессованных брикетов широко применяется теплое формование. Например, плотность брикета из железного порошка можно повысить на 2,5 %, если порошок перед прессованием нагреть до 180оС. В большинстве случаев при теплом формовании в порошок добавляют нагретую полимерную жидкость с клеящими свойствами для лучшего сцепления порошковых частиц. Это повышает не только плотность, но и прочность сырого брикета. На практике обычно температура предварительного нагрева порошка и инструментальной оснастки составляет 150 ºC и давление прессования 700 МПа. Нагрев осуществляют с использованием микроволновых устройств или масляных нагревателей. При теплом формовании необходим тщательный контроль температур, поскольку прессовка становится неоднородной по плотности при слишком горячей полимерной добавке. Повышение сырой плотности брикета сопровождается некоторым повышением плотности и спеченного материала, однако если исходные значения сырой плотности одинаковы, то и плотность спеченного брикета существенно не различается.
Для повышения плотности прессовки применяют также повторное прессование с приложением ударной нагрузки. Дополнительное уплотнение создается ударной волной. Повторное ударное прессование повышает однородность плотности и, в конечном счете, снижает коробление брикета при спекании.
Особо высокие давления применяются при прессовании некоторых материалов для получения практически беспористых сырых брикетов. К прессовому оборудованию и оснастке предъявляются повышенные требования, поскольку для достижения особо высокой плотности необходимы очень большие давления (1 – 3 ГПа) и высокие скорости приложения нагрузки. При формовании с высокими давлениями в состав порошка не вводят смазку, поскольку она занимает значительный объем. Ограничиваются смазкой стенок пресс-формы. Соответственно высокие требования предъявляются к чистоте прессуемых порошков, чтобы обеспечить высокий уровень чистоты прессованного брикета.
Большая часть исследований по получению беспористых сырых брикетов не вышла за рамки лабораторий, однако некоторые из них имеют и промышленное значение. Сначала формованием при высоких давлениях получали брикеты простейшей формы, но в последние годы стали получать и более сложные прессовки, например заготовки шестерен. Пуансоны для формования при высоких давлениях должны быть короткими во избежание изгиба. Твердые сплавы на основе карбида вольфрама не применяются для инструментальной оснастки, поскольку после прессования инструмент должен сохранять способность к обработке резанием.
Контрольные вопросы:
1. Дайте определение понятий «прессование порошка» и «прессовка».
2. Нарисуйте простейшую схему пресс-формы и назовите ее детали.
3. Изобразите идеализированную кривую уплотнения порошка при прессовании и охарактеризуйте ее стадии.
4. Объясните причину неоднородной плотности прессовок.
5. Какова количественная зависимость плотности прессовки от давления прессования, предложенная М.Ю. Бальшиным?
6. Нарисуйте диаграмму прессования в логарифмических координатах и проанализируйте ее.
7. Что такое коэффициент бокового давления, какова его величина и от каких факторов он зависит?
8. Что такое давление выталкивания, от каких факторов оно зависит?
9. Что такое упругое последействие, какова его величина?
10. Какие добавки, и с какой целью вводятся в порошок перед прессованием?
11. Практика прессования порошка.
12. От чего зависит прочность прессовок?
13. Какие виды брака при прессовании Вы знаете?
14. Какие материалы применяются для изготовления деталей пресс-форм?
3.4. Холодное изостатическое прессование
Общие положения
Холодное изостатическое прессование (ХИП) представляет собой формование металлического порошка в эластичной оболочке в условиях всестороннего сжатия. ХИП позволяет получать из порошка крупногабаритные прессовки, в том числе сложной формы и длинномерные с тонкими стенками, обладающие равномерной объемной плотностью. При ХИП порошок помещают в гибкую, эластичную форму, которая в специальном сосуде – гидростате обжимается жидкостью (рис. 3.26).

Рис. 3.26. Схема установки для ХИП по методу «мокрый мешок»:
1 – насос высокого давления; 2 – камера прессования; 3 – порошок;
4 – эластичная форма; 5 – манометр; 6 – крышка
Схема процесса, показанная на рисунке, получила название метода «мокрого мешка». Впервые такой метод был запатентован в США в 1913 г. Этот метод предусматривает заполнение формы порошком и удаление из нее прессовки вне гидростата. Сама форма никак не связана с гидростатом. Метод обеспечивает всестороннее сжатие. Позже был разработан метод «сухого мешка», отличающийся тем, что порошок засыпается в эластичную форму, которая жестко закреплена в корпусе гидростата. При этом уплотнение достигается действием реактивных сил в направлении верхнего уплотнения гидростата или в радиальном направлении.
Широкое применение ХИП началось в 1930-е годы за рубежом, в керамической промышленности при изготовлении свечей зажигания для двигателей внутреннего сгорания. Практика показала, что прессовки, полученные методом ХИП, имеют определенные преимущества в сравнении с аналогами, изготовленными традиционным прессованием в металлических пресс-формах. При ХИП, в отличие от прессования в металлических пресс-формах внешнее трение частиц порошка о стенки формы невелико, поэтому потери давления на внешнее трение почти отсутствуют. В результате достигается более высокая и однородная плотность и прочность прессовок. Можно прессовать порошок при минимальном количестве смазки или вообще без смазки. Отмечена уменьшенная усадка при спекании, более высокая и равномерная плотность спеченной заготовки и лучшие конечные свойства порошковых изделий. Важно учитывать, что при ХИП размер прессовок ограничен только габаритами гидростата. Существенны и экономические преимущества, поскольку эластичные формы дешевле металлических, а затраты на изготовление гидростатов значительно меньше стоимости прессов при сопоставимых размерах средних и крупных прессовок.
Эластичные формы и жидкости для ХИП
От свойств материала форм в значительной мере зависит качество прессовок. Материал эластичных форм должен обладать: низким модулем продольной упругости (примерно в 100000 раз меньше модуля упругости металла); низкой адгезией к порошку; хорошей обрабатываемостью и износостойкостью, большой усадкой при сжатии; сопротивлением просачиванию жидкости и выдавливанию через малые отверстия. Материал форм должен быть технологичным при литье и прессовании, а также обладать длительным ресурсом эластичности (противостояние старению).
На практике в качестве материалов эластичных форм применяют натуральный и синтетический каучук, неопреновую, нитриловую и силиконовую резину, одно- и многокомпонентный полиуретан. Формы из указанных материалов получают окунанием и литьем. Обычная толщина стенки формы 1,5 - 6 мм.
Уплотнение форм с порошком в гидростатах осуществляют жидкостью обычно при давлении до 500 МПа. В отдельных случаях давление прессования может превышать и 1000 МПа. Применение столь высоких давлений требует от жидкости возможно меньшей сжимаемости, поскольку, чем больше сжимаемость, тем больше время накачки жидкости в камеру гидростата и больше запас энергии в гидростате. Жидкость должна быть по возможности дешевой. Обычно в качестве рабочей жидкости применяют воду с добавками ингибиторов коррозии, технические масла, водные эмульсии масел, глицерин.
Установки ХИП
По способу создания давления в рабочей камере гидростаты могут быть насосные, плунжерные и мультипликаторные. Различают также рамные и безрамные конструкции гидростатов. В рамной конструкции передача осевого давления жидкости осуществляется через пробки камеры на силовую раму. В безрамной конструкции давление воспринимается резьбовыми байонетными затворами. Гидростаты безрамного типа имеют внутренний диаметр камеры 275 – 500 мм, длина 200 - 1200 мм, рабочее давление 60 – 100 МПа.
На рис. 3.27 показана схема гидростата для прессования по методу «сухой мешок». Гидростат безрамной конструкции, осевое усилие воспринимает байонетный затвор и дно контейнера.
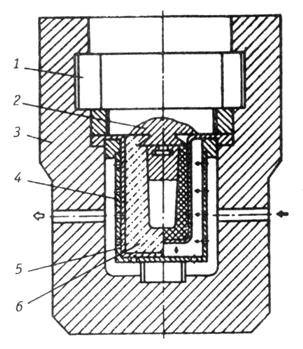
Рис. 3.27. Схема установки для ХИП по методу «сухой мешок»:
1 – байонетный затвор; 2 – отсекатель; 3 – контейнер;
4 – перфорированный ограничитель, повторяющий наружную
геометрию заготовки; 5 – эластичная форма; 6 – порошок; стрелки – подача жидкости (темная), отвод жидкости (светлая)
Более мощными создаются гидростаты рамной конструкции. Например, серия отечественных гидростатов, созданная во ВНИИметмаш, рассчитана на рабочее давление от 150 до 600 МПа. Размеры рабочей камеры этих гидростатов по диаметру от 150 до 2500 МПа при длине от 750 до 3000 мм. Примерно с такими же техническими характеристиками производит гидростаты шведская фирма «ASEA».
Помимо гидростатов при ХИП применяются гидродинамические машины. Их конструкция отличается от конструкции гидростатов тем, что вместо насосов высокого давления и мультипликаторов они оборудованы камерой сгорания порохового заряда. Пороховой заряд при воспламенении в камере создает давление на рабочую жидкость. С применением порохового заряда можно получить давление жидкости до 1500 МПа.
Рабочий цикл ХИП
Желательно, чтобы исходный порошок для ХИП обладал хорошей текучестью, постоянной насыпной плотностью, антистатичностью, совместимостью с материалом формы и плохой сцепляемостью с ним, и иметь размер частиц в пределах 60 – 250 мкм. На практике далеко не всегда удается выполнить все эти требования, но и при отклонениях от них ХИП позволяет получать приемлемые результаты. При ХИП по методу «мокрого мешка» рабочий цикл включает следующие операции:
‑ расчет и отмеривание навески порошка;
‑ придание эластичной форме правильного положения;
‑ равномерное заполнение формы порошком;
‑ герметизация формы с порошком;
‑ вакуумирование (если это необходимо для дегазации порошка;
‑ установка формы с порошком в рабочую камеру гидростата;
‑ герметизацию рабочей камеры;
‑ создание давления рабочей жидкости в камере;
‑ выдержка под давлением формы с порошком;
‑ сброс давления в камере;
‑ вскрытие камеры гидростата;
‑ извлечение формы из камеры;
‑ извлечение прессовки из формы.
При ХИП по методу «сухого мешка» исключаются операции по установке и извлечению формы с порошком.
Возможные причины возникновения дефектов прессовок при ХИП по методу «мокрого мешка»: нехватка порошка в форме; деформация формы при засыпке порошка из-за недостаточной жесткости; неравномерная засыпка порошка и (или) его плохая текучесть; высокая пластичность порошка; слишком тонкая толщина стенки формы и др. При «сухом» прессовании выявляются такие же дефекты, а также поперечные и осевые трещины. Поперечные трещины возникают из-за чрезмерно высокого давления прессования и упругого последействия. Появление осевых трещин связывают с избыточным количеством пластификатора в порошке и быстрым снятием давления после прессования заготовки.
Методами ХИП получают цилиндры, трубы, шары и другие по геометрии изделия с единичной массой от нескольких грамм до нескольких сотен килограмм.
3.5. ШЛИКЕРНОЕ ФОРМОВАНИЕ
Общие положения
Основу шликерного формования составляет заполнение пористой формы шликером и удаление из шликера жидкости. Шликер представляет собой устойчивую суспензию металлического порошка. Существует несколько разновидностей шликерного формования, из которых наиболее распространены формование в пористых адсорбирующих и неадсорбирующих формах. Эти виды шликерного формования раньше называли шликерным литьем. Шликерное формование позволяет получать сложные по форме изделия, в том числе мало – и крупногабаритные, полые, с тонкой равномерной толщиной стенок и высокой чистотой поверхности. К недостаткам шликерного формования надо отнести продолжительность процесса получения заготовок во времени и потребность в мощном сушильном хозяйстве. Качество получаемых заготовок, прежде всего, определяется свойствами шликера. От шликера требуется текучесть и хорошая способность заполнять форму, седиментационная и агрегативная устойчивость при высоком содержании твердой фазы. Седиментационная устойчивость шликера это его способность не расслаиваться в течение длительного времени, чему препятствует оседание частиц под воздействием сил тяжести. Очевидно, что седиментационная устойчивость шликера зависит в основном от размера частиц, их плотности и концентрации. Агрегативная устойчивость шликера это способность противостоять слипанию частиц под действием электростатических сил.
Для получения шликеров с хорошими свойствами следует использовать дисперсные порошки, причем порошковые частицы должны хорошо смачиваться жидкой фазой. Улучшить смачивание можно добавками в шликер поверхностно-активных веществ (ПАВ). Жидкая фаза шликера должна иметь низкое давление пара, малую вязкость, низкие характеристики токсичности и воспламеняемости и не должна химически взаимодействовать с твердой фазой. Обычно для приготовления шликера используют воду. Вода придает шликеру необходимую текучесть, обеспечивает беспрепятственную передачу шликера по трубопроводу и хорошее заполнение пористой формы.
Формование в адсорбирующих формах
Эта технология включает следующие операции: изготовление пористой формы; подготовку исходных материалов, приготовление шликера, формование заготовки; извлечение заготовки из формы; сушку заготовки, спекание заготовки. Лучшим материалом для пористых форм является гипс в обезвоженном состоянии, активно адсорбирующий воду. Такой гипс получают измельчением и сушкой природного гипса (СаSO4 ∙ 2Н2О → СаSO4 ∙ 0,5Н2О). Сушку проводят при 140 – 175 ºC. После сушки в обезвоженный гипс добавляют воду до консистенции крема. Из такого «крема» с помощью специальных матриц или моделей делают гипсовую форму. Форму сушат при 50-65 ºC в течение 4 – 150 ч. После сушки, форма, содержащая 5 –10 % Н2О, готова к использованию. Иногда для лучшего отделения шликерных формовок (отливок) от формы на поверхность гипсовой формы наносят антиадгезионную пленку из бумаги, графита, талька и др. Долговечность гипсовых форм (70 – 125 формовок) значительно ниже, чем металлических.
Порошки для шликера должны иметь оптимальный гранулометрический состав. Слишком крупные частицы снижают седиментационную устойчивость шликера и прочность формовок. Очень мелкие частицы, хотя и повышают устойчивость шликера, но одновременно снижают скорость набора массы и плотность заготовки. В результате наблюдается анизотропия усадки и коробление заготовки при спекании. Для формовок из порошков Fe, Cu, Ni рекомендуется набор частиц < 40 мкм. Для W и Мо, плотность которых значительно выше, требуются порошки с размером частиц < 3 мкм.
Приготовление шликера, содержащего 40 – 70 % (объемн.) твердой фазы, включает предварительное дробление и последующий мокрый размол гипса в выбранной дисперсионной среде. В качестве дисперсионной среды чаще всего применяется вода с добавками дефлокулянтов (кислоты, щелочи), препятствующих укрупнению частиц. Иногда применяют и другие дисперсанты (спирт, четыреххлористый углерод и др.).
Формование заготовок осуществляют наливным и сливным способами. Наливной способ представляет собой заливку шликера в форму с выдержкой до полного затвердевания шликера. Такой способ применяется для изготовления толстостенных и сплошных заготовок. Сливной способ применяется для изготовления заготовок с контролируемой толщиной стенки. Механизм формования заготовок одинаков и представляет собой осаждение частиц твердой фазы шликера на стенку гипсовой формы. При этом часть жидкости шликера отсасывается стенкой гипсовой формы под действием капиллярных сил и диффузии. Скорость роста толщины затвердевшей корки называют скоростью формования. Обычно она составляет 1 – 2 мм/мин.
Заливку необходимо вести непрерывной струей, поскольку при перерыве струи на стенках формовки могут возникнуть дефекты – складки. При сливном способе после набора нужной толщины стенки заготовки избыток шликера сливают из формы. Время набора толщины (массы) заготовки может быть длительным (до 60 мин), поэтому иногда стремятся ускорить процесс подогревом наружной поверхности формы и самого шликера до 50 – 60 ºC, наложением вибрации и вакуумированием.
Для придания затвердевшим заготовкам необходимой прочности их некоторое время сушат в формах. Происходящая за это время усадка (до 1 %) облегчает последующее извлечение заготовки из формы. После извлечения из формы заготовку оправляют (удаление прибыли, зачистка) и сушат при 100 – 150 ºC в сушильных шкафах. Важно обеспечить равномерный нагрев для предотвращения возможного растрескивания заготовок.
Формование в неадсорбирующих формах
Стремление сократить цикл шликерного формования и соответственно повысить производительность процесса послужили стимулом для применения неадсорбирующих форм. Существует несколько вариантов шликерного формования в неадсорбирующих формах. Один из них основан на применении вакуума и металлических форм с перфорированными стенками. Диаметр отверстий 0,7-1,1 мм, суммарная площадь отверстий – 30-40 %. Изнутри стенки формы покрывают бумагой, а снаружи создают разрежение 20-25 Па, которое обеспечивает отвод жидкости из шликера. Другой вариант предусматривает применение давления порядка нескольких МПа и разъемных форм со стенками из пористого материала (спеченный стеклянный порошок, пластик).
В порошковой металлургии известен также способ шликерного формования с вымораживанием жидкости. В этом варианте неадсорбирующую форму со шликером помещают в ванну из смеси бензина и твердой углекислоты с температурой минус 40 ºC. Замороженные заготовки извлекают из форм, помещают в вакуумную камеру, где происходит сушка сублимацией жидкости, а затем спекают.
Формование термопластичных шликеров
Термопластичные шликеры обычно применяются при формовании изделий типа карбидов, боридов, нитридов и силицидов тугоплавких металлов. Приготовление дисперсной фазы такое же, как и в предыдущих вариантах. Термопластическая связка состоит из легкоплавких веществ (парафин, воск, жиры, смолы и др.) с малой вязкой в жидком состоянии. Связка должна хорошо смачивать твердые частицы и не создавать вокруг них толстых оболочек с повышенной вязкостью. Для снижения вязкости в шликер добавляют ПАВ (органические кислоты, жиры, масла и др.) в количестве от 0,05 до 0,2 %. Твердые частицы и связку смешивают в смесителе при температуре более высокой, чем температура плавления связки. Количество связки 8-15 % по объему. Обычно для формования термопластичных шликеров применяют стальные формы, но при изготовлении небольшой серии изделий формы делают и из менее прочные материалов (медные и алюминиевые сплавы, пластмассы, гипс и др.).
Пример формования термопластичного шликера. Шликер с парафиновой связкой нагревают до 70 – 100 оС и помещают в резервуар, в котором поддерживают заданную температуру и однородный состав. Резервуар соединен с формой и с источником сжатого воздуха. Заполнение формы происходит под давлением воздуха 0,3 – 0,6 МПа. Давление не снимается до полного затвердевания шликера. Этим предотвращается усадка и возможная деформация заготовки. Удаление связки перед спеканием осуществляется медленным нагревом заготовок в адсорбентах (ламповая сажа, активированный уголь, прокаленный порошок оксида алюминия и др.). Адсорбенты активно впитывают расплавленную связку. Удаление связки и очистка заготовок от адсорбентов длительный и трудоемкий процесс, что является недостатком рассматриваемой технологии.
Контрольные вопросы:
1. Дайте определение понятиям «шликерное формование» и «шликер».
2. Какие Вы знаете способы шликерного формования?
3. Из каких материалов делают формы для шликерного формования?
4. Какие дисперсанты применяют при изготовлении шликеров?
3.6. МУНДШТУЧНОЕ ФОРМОВАНИЕ
Мундштучным формованием (или прессованием) в нашей стране называют продавливание порошка через отверстие, определяющее форму и размеры поперечного сечения порошковой формовки. За рубежом такую технологию обычно называют экструзией. Схема мундштучного формования показана на рис. 3.28. По такой схеме изготавливают обычно прутки, трубы и другие длинномерные изделия из твердых и хрупких материалов, например из тугоплавких соединений, твердых сплавов, керметов на основе оксидов и др. Порошки этих материалов без пластификатора не формуются, поэтому при подготовке порошка к формованию в него обязательно добавляют пластификатор (парафин, раствор каучука в бензине, крахмал, декстрин и др.) в количестве 6-10 %. Конкретный вид пластификатора выбирают с учетом его влияния на процесс последующего спекания и свойства изделия.
Обычно процесс мундштучного формования проводят в две стадии. На первой стадии прессованием уплотняют порошковую смесь с пластификаторм, придавая порошковому телу форму цилиндра. На второй стадии продавливают цилиндр через отверстие в матрице.
На рис. 3.29. показана пресс-форма для мундштучного прессования труб. В обойме 1 с мундштуком переменного сечения 2 установлена звездочка 4 с ввинченной иглой 3. Над обоймой расположена матрица 6, соединенная с ней гайкой 5. Обычно процесс мундштучного формования проводят в две стадии. На первой стадии прессованием уплотняют заготовку, а на второй продавливают заготовку. Предварительно спрессованную порошковую заготовку вставляют в матрицу и продавливают пуансоном 7 через зазор между мундштуком и иглой звездочки. Эту же пресс-форму можно применить и для получения прутков, убрав звездочку с иглой. При формовании труб и прутков небольшого диаметра высота мундштука должна быть в 2,5-4 раза больше диаметра выходного отверстия, называемого очком. Скорость выдавливания материала не должна превышать 10 мм/с. Применение более высоких скоростей может привести к возникновению неравномерной пористости изделий в процессе спекания. Давление мундштучного формования зависит от природы и свойств формуемой порошковой массы и обычно составляет 300 – 600 МПа.
Степень обжатия при выдавливании должна составлять не менее 90 %. Она определяется по формуле:
К = [(S – s)/s] ∙ 100 %, (3.27)
где S – площадь сечения матрицы пресс-формы; s – площадь сечения очка мундштука.
Отформованную заготовку подвергают сушке до конечной влажности 4-6 % и спеканию.
Контрольные вопросы:
1. Опишите процесс мундштучного формования.
2. Каковы особенности выдавливания пластифицированного порошка?
3. Какие порошковые изделия получают способом мундштучного формования?
3.7. ИНЖЕКЦИОННОЕ ФОРМОВАНИЕ
Упрощенная схема инжекционного формования (ИФ) показана на рис. 3.30.

Рис. 3.30. Схема инжекционного формования: 1 – бункер с порошком; 2 – контейнер; 3 – шнек; 4 – нагреватель; 5 – форма;
6 – отформованная заготовка
Процесс начинается с приготовления смеси порошка со связующим материалом. Порошковые частицы должны быть мелкими для обеспечения эффективного уплотнения при последующем спекании. Желательно, чтобы средний размер частиц порошка был менее 10 мкм. В качестве связующего материала применяются термопластические составы, состоящие из воска, полимеров, масел, смазок и поверхностно-активных добавок. После первичного смешивания полученная смесь гранулируется и подается из бункера в контейнер формовочной машины. В контейнере размещен вращающийся шнек. Корпус контейнера нагревается. Шнек дополнительно перемешивает смесь и продвигает ее к пресс-форме. За время движения смеси ее полимерная компонента расплавляется и смесь приобретает необходимые для формования свойства. Сжатая шнеком смесь впрыскивается (инжектируется) через калиброванное отверстие в охлаждаемую пресс-форму. После определенной выдержки, в течение которой полимерная связка должна затвердеть, отформованная заготовка извлекается из пресс-формы. Затем полученная заготовка подвергается специальной обработке для удаления из нее следующего материала. В зависимости от состава связки, связка растворяется или вытапливается при тепловой обработке. Полученный порошковый каркас спекают при температуре 0,65-0,70 от температуры плавления металлического порошка. При необходимости спеченная заготовка может подвергаться дополнительному уплотнению, термической и механической обработке.
Несмотря на кажущуюся простоту в действительности ИФ весьма сложный технический процесс. Достаточно отметить, что первый патент на получение изделий способом ИФ появился в 1872 г., но только через сто лет началось его промышленное применение. Наиболее сложной технической проблемой является обеспечение гомогенного состава и оптимальной вязкости смеси. Как уже отмечалось, при ИФ применяются порошки с размером частиц 5-15 мкм. Очевидно, что пустоты между частицами порошка будут иметь размеры порядка 1-3 мкм. Необходимо смешать порошок и термопластический связующий материал так, чтобы смесь была гомогенной и в момент впрыска в форму ее вязкость была не более 100 Па×с. Достаточно сложным является и процесс заполнения формы, поскольку смесь охлаждается и быстро повышается ее вязкость, а, следовательно, ухудшаются условия заполнения полости формы, особенно в ее тонких сечениях.
Вязкость смеси h изменяется в зависимости от содержания порошка Ф и вязкости связующего hс следующим образом:
 , (3.28)
, (3.28)
где Фс – критическое содержание порошка в смеси, соответствующее максимально плотной засыпке. При Ф = Фс вязкость смеси стремится к бесконечности.
Оптимальным считается содержание порошка в смеси около 60 %. Из-за высокой чувствительности вязкости к составу смеси любые неоднородности состава будут приводить к резкому изменению вязкости. При оптимальном содержании порошка и его гомогенном распределении, вязкость смеси регулируется температурой нагрева. Обычно смесь нагревается в контейнере формовочной машины до температуры от 130 до 190°С.
Давление прессования при заполнении формы зависит от ее геометрии, характеристик порошка и связующего. Обычно предельное давление, развиваемое в контейнере, ограничено значением 60 МПа. Массовая скорость потока смеси Q при заполнении формы зависит от приложенного давления Р и вязкости смеси h:
Q = P/(hK), (3.29)
где К – коэффициент сопротивления потоку, зависящий от геометрии формы. Для цилиндрической формы (длиной L и диаметром d) К = 128L/(Пd4). Для прямоугольных форм (шириной В и толщиной t) K = L/(Bt3).
При малых диаметрах и толщинах формы процесс заполнения должен контролироваться особенно тщательно. Современная технология ИФ широко использует компьютерное моделирование и контроль для предотвращения дефектов при заполнении форм. При этом заранее рассчитываются вентиляционные каналы, через которые удаляется воздух из полости формы. При нормальном заполнении формы вентиляционные каналы также должны быть заполнены последней порцией смеси.
Типичным примером детали, изготовленный способ ИФ, может служить предохранитель спортивных ружей. Деталь сложной формы, массой 40 г изготавливается из порошка низколегированного Fe-Ni сплава. При ИФ температура контейнера и сопла в формовочной машине 175°С, температура формы 40°С. Максимальное давление в начале инжектирования 20 МПа, давление при заполнении формы смесью – 8 МПа. Время охлаждения прессовки в форме – 18 с, общее время машинного цикла – 37 с.
Технология ИФ развивается в США, Японии и других зарубежных странах исключительно быстрыми темпами. Первые промышленные образцы деталей, изготовленные ИФ, появились на рынке после 1985 г. Ежегодный рост объема производства составляет 22 %. Значительно расширяется номенклатура изделий, изготавливаемых способом ИФ, как по составу, так и по массе и сложности изделий. Существенно возрастает размерная точность деталей. На большинстве изделий заданные размеры обеспечиваются с погрешностью 0,1 %, а на некоторых мелких деталях – 0,05 %. По механическим свойствам изделия, изготовленные способом ИФ, успешно конкурируют с изделиями, изготовленными способами горячей пластической деформации.
Контрольные вопросы:
1. Опишите процесс инжекционного формования.
2. От чего зависит вязкость порошковой смеси, и какова роль этой характеристики при инжекционном формовании?
3. В чем преимущества инжекционного формования, и каковы перспективы дальнейшего развития этой технологии?
3.8. Импульсное формование
Уплотнение порошка или порошковой формовки ударными волнами в интервале времени не более 1 с называют импульсным формованием. Основным преимуществом импульсного формования является возможность создания чрезвычайно высоких давлений и, соответственно, плотности формовки близкой к 100 %. В зависимости от вида источника энергии различают взрывное, электрогидравлическое, электромагнитное и пневмомеханическое формование.
Взрывное формование
На практике обычно используется химическая энергия взрывчатых веществ (ВВ). При взрыве 1 кг тротила, происходящего за 10-6 с, образуется нагретый до 3000оС газ, который за столь короткое время не успевает расшириться и создает давление равное 1,3 ГПа. Это давление формирует область сжатия, которую называют ударной волной. Перемещение фронта ударной волны действует как резкий удар огромной силы, вызывающий деформацию или разрушение обрабатываемого материала.
При взрывном формовании нагрузка на порошковое тело может оказываться непосредственным воздействием ударной волны (контактный метод) или передачей давления летящим снарядом, а также через жидкую струю (дистанционный метод). Схема пороховой установки со снарядом показана на рис. 3.31.
Пороховой заряд позволяет разогнать снаряд до максимальной скорости 600 м/с. Величину кинетической энергии, передаваемой порошковому телу снарядом, можно оценить по приближенной формуле:
ЭК ≈ 0,5 КП МСVC2, (3.30)
где КП – коэффициент, учитывающий потери энергии при ударе снаряда; МС – масса летящего снаряда; VC – скорость снаряда.

Рис. 3.31. Схема пороховой установки: 1 –ударный механизм; 2 – боек;
3 – затвор; 4 – втулка с пороховым зарядом; 5 – шпилька; 6 – неподвижная часть затвора; 7 ‑ снаряд; 8 – ствол; 9 – амортизаторы; 10 – верхние плиты; 11 – колонки; 12 – центрующая втулка; 13 – пресс-форма; 14 – подставка; 15 – опорные плиты; 16 – контакты
При воздействии пороховых газов через жидкость, давление жидкости на формовку определяют по баллистической формуле Нобля-Абеля:
Р = F∆/(1 - α∆), (3.31)
где F – сила пороха, кгс дм/кг; ∆ - плотность заряжания (отношение массы пороха к объему камеры сгорания), кг/м3; α – коэффициент, учитывающий долю объема, занимаемого молекулами продуктов сгорания пороха в камере.
Схема установки для взрывного формования порошка в жидкости показана на рис. 3.32.
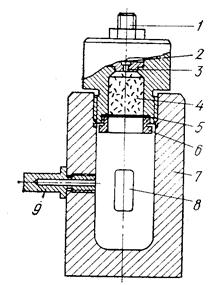
Рис. 3.32. Схема установки взрывного формования в жидкости:
1 – ударный механизм; 2 – головка; 3 – капсюль; 4 – заряд пороха;
5 – мембрана; 6 – гайка; 7 – корпус; 8 – прессуемый порошок;
9 – динамометр
В настоящее время метод гидродинамического взрывного формования успешно используется при изготовлении крупногабаритных фильтров из порошков нержавеющей стали и титана, заготовок из молибдена и вольфрама, изделий из порошков ферритов и керамики. Характер уплотнения формовок при гидродинамическом взрывном прессовании подобен тому, который типичен для обычного гидростатического прессования. Однако плотность формовок, полученных с применением взрыва, несколько ниже. Это объясняется повышением сопротивления деформации порошковых частиц при высокой скорости нагружения. При одинаковой плотности формовок, прочность на сжатие и ударная вязкость заготовок после взрывного формования на 20 – 30 % выше. Это является следствием разрушения оксидных поверхностных пленок, а возможно и результатом сварки отдельных порошковых частиц.
Взрывное прессование контактными методами осуществляется обычно с использованием бризантных ВВ. В этом случае имеет место цепная экзотермическая реакция – детонация. Скорость детонации для большинства ВВ составляет 3000 – 8000 м/c. Температура продуктов взрыва 3000 – 5000 К, пиковое давление на фронте детонации от 3 до 28 ГПа. Расширяющиеся продукты взрыва передают импульс давлений окружающей среде в виде интенсивных ударных волн, которые по мере удаления от центра взрыва затухают и превращаются в акустические. Время действия импульсных давлений при бризантном взрыве (5 – 9) 10-6 с. На рис. 3.33 представлены типовые схемы формования порошков с применением бризантных ВВ. Эти схемы предусматривают нормальное или тангенциальное движение продуктов детонации заряда D, расположенного на поверхности контейнера с порошком или метание металлической пластины c накладным зарядом. При метании пластина-ударник разгоняется до скорости 500 – 1500 м/c.

Рис. 3.33. Типовые схемы формования порошков зарядом бризантных ВВ:
а – нормальной плоской волной, б – тангенциальной волной,
в – метанием пластины-ударника, г – кольцевой скользящей волной
(1 – электродетонатор; 2 – заряд ВВ; 3 – контейнер с порошком;
4 – стальное основание; 5 – взрывной генератор плоской волны;
6 – пластина-ударник; 7 – ампула с порошком и стержнем;
8 – пористый конус)
Взрывное формование пластичных порошков позволяет получать заготовки с относительной плотностью 92 – 95 %. При этом наблюдается интенсивная пластическая деформация частиц и образование прочных межчастичных связей (рис. 3.34).
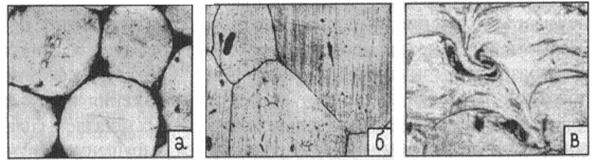
Рис. 3.34. Микроструктура брикетов из сферического медного
порошка (-300 +160 мкм): а – статическое формование;
б – взрывное формование, скорость детонации 3500 м/с;
в – взрывное формование, скорость детонации 7000 м/с
Формование твердых порошков с низкой пластичностью приводит к дроблению частиц и механическому расклиниванию со значительным повышением твердости и плотности дислокаций и других дефектов кристаллической решетки. Взрывное прессование представляется особо перспективной технологией получения плотных заготовок из аморфных и нанокристаллических сплавов.
Электрогидравлическое формование
В основу электрогидравлического формования положен процесс превращения электрической энергии в механическую с помощью создания разряда между электродами в жидкой среде. Процесс осуществляется разрядом конденсатора через зазор между электродами, или через проводник, перекрывающий этот зазор. Разряд в виде электрической дуги вызывает образование газового жгута и мгновенное испарение жидкости с появлением ударных волн. Разряд конденсатора через проводник, например через проволоку, упрощает управление направленностью ударных волн, обеспечивает более эффективное превращение энергии и позволяет снизить рабочее напряжение. В то же время, после каждого разряда приходится устанавливать новый проводник, что является существенным недостатком метода.
Полезная работа, совершаемая в процессе превращения электрической энергии в механическую, составляет от 10 до 40 % выделенной энергии. Например, при разряде батареи конденсаторов энергоемкостью 18 кДж (для емкости 1800 мкФ и напряжения 4,4 кВ) через алюминиевую проволоку диаметром 1,1 мм на расстоянии 25 мм от проволоки возникает давление 250МПа.
Электромагнитное формование
Первая информация о деформировании металлов импульсными электромагнитными полями появилась в 1964 г. (патент США). Сущность метода в том, что при разрядке конденсатора выделяющаяся электрическая энергия с помощью индуктора преобразуется в мощное импульсно-магнитное поле. Установлено, что при напряженности поля 300 кЭ развивается давление около 400 МПа. Для получения магнитных импульсов различной конфигурации применяют плоские, спиральные, соленоидные и другие индукторы.
Рассмотрим пример электромагнитного формования порошка в установке с плоским индуктором, которая показана на рис. 3.35.
В установке имеются конденсаторные батареи 1 и 9, которые заряжаются от внешнего источника питания. После этого запускается разрядник 8, замыкающий цепь конденсаторная батарея 9 ‑ формуемый порошок, находящийся в пресс-форме (детали пресс-формы: матрица 7, верхний пуансон 5 и нижний пуансон 6). Разрядный ток, проходя через порошок, разогревает его. После некоторой выдержки запускают разрядник 2, замыкающий цепь конденсаторная батарея 1 – плоский индуктор 3. Разрядный ток наводит магнитное поле вблизи индуктора, взаимодействующее с электропроводящей плитой – толкателем 4 и генерирующее в ней электромеханическое усилие. Импульс давления от плиты 4 через верхний пуансон 5 передается на формуемый порошок.

Рис. 3.35. Схема установки для электромагнитного
импульсного формования порошков
Эффективность магнитноимпульсного формования зависит от удельного электросопротивления порошка. Хорошо уплотняются порошки алюминия, меди, серебра, золота, имеющие высокую электропроводность (электросопротивление менее 15 мкОм/см). При обработке порошков с низкой электропроводностью применяют «спутники» из хорошо проводящих материалов. Эти спутники, играющие роль «движителя», помещают между порошковой заготовкой и индуктором.
Пневмомеханическое формование
Этот метод формования использует энергию, выделяющуюся при адиабатическом расширении сильно сжатого газа. На рис. 3.36. показана схема пневматической установки для высокоскоростного деформирования порошков. Установка двустороннего ударного прессования имеет два энергетических звена 7 и 8, каждое из которых состоит из спаренных гидравлического 2 и пневматического 4 цилиндров, которые разъединяются крышкой 5. На средней плите, между звеньями, установлена пресс-форма 9.
Установка имеет следующие технические характеристики: номинальное давление в пневмоцилиндре – 12 МПа, номинальное усилие гидроцилиндра – 30 кН, суммарная энергия ударников 1000 Дж при максимальной скорости 30 м/с.

Рис 3.36. Схема установки для пневмомеханического
формования порошков
Характерная особенность всех методов импульсного формования порошков – высокая скорость нагружения порошкового тела. Это сокращает развитие пластической деформации частиц, требующей времени, и соответственно увеличивает долю упругих деформаций. По сравнению со статическим формованием на 40-50 % возрастает упругое последействие. В результате заготовка, полученная динамическим формованием, часто имеет меньшую величину контактной межчастичной поверхности. Тем не менее, даже при меньшей площади контакта формовки, полученные импульсными методами, часто обладают более высокой прочностью. Это объясняется влиянием высоких давлений и температур, развивающихся в зоне контактов частиц, которые способны образовывать прочную металлическую связь типа сварки.
Контрольные вопросы:
1. Дайте определение понятия «импульсное формование».
2. Каковы преимущества импульсного формования в сравнении со статическими методами?
3. Взрывное формование.
4. Физические основы электромагнитного и электрогидравлического формования.
5. Пневмомеханическое формование.
3.9. Прокатка
Формование металлического порошка в валках прокатного стана называют прокаткой. Первый патент на прокатку металлических порошков был выдан в 1906 г., но промышленное применение этой технологии началось в 1940-х годах. Прокатка позволяет получать формовки в виде полос и лент небольшой толщины, длина которых значительно превосходит их ширину. Отличительной особенностью заготовок, полученных прокаткой, является равномерность плотности и изотропность свойств.
Прокатка – высокопроизводительный процесс с относительно низкой энергоемкостью. Требуемая мощность прокатных станов значительно меньше мощности прессов, требующихся для производства сопоставимых по площади поверхности изделий.
Прокатку порошков применяют для получения самых разнообразных пористых заготовок (фильтры, электроды электрохимического производства, изделия из конструкционных, фрикционных и антифрикционных материалов и др.). Как правило, прокатка порошка экономичнее традиционной прокатки литого металла. Например, себестоимость тонкой ленты из порошка в 2 раза ниже аналогичной ленты, полученной прокаткой из слитка.
На рис. 3.37 представлены схемы прокатки литого металла (а) и порошка (б). Прокатка порошка в полосу имеет много общего с прокаткой литого металла и в то же время содержит существенные отличия. При прокатке литого металла выполняется условие постоянства плотности и объема до, и после прокатки. Это условие не соблюдается при прокатке порошка, поскольку в очаге деформации (в зазоре между валками) происходит уплотнение порошка и уменьшение его объема.
Подача порошка в валки прокатного стана может быть свободной (рис. 3.37в, г) или под давлением (рис. 3.37д). Порошок можно прокатывать в вертикальной (рис. 3.37в) и в горизонтальной (рис. 3.38г, д) плоскостях. На процесс прокатки сильно влияет сыпучесть порошка. При плохой сыпучести скорость поступления порошка в очаг деформации может оказаться ниже скорости прокатки. В этом случае нарушается сплошность порошковой заготовки. Чем лучше сыпучесть, тем стабильнее процесс прокатки и им легче управлять.

Рис. 3.37. Схемы прокатки: а – литого металла; б – порошка;
в – вертикальная; г – горизонтальная с гравитационной подачей
порошка; д – горизонтальная с принудительной подачей порошка.
1 – валки; 2 – бункер для порошка; 3 – порошок; R – радиус валка;
α – угол прокатки; αН – угол подачи порошка; h – толщина проката
Уплотнение порошка при прокатке создается силами трения, которые характеризуются коэффициентом трения f и коэффициентом бокового давления ξ. Угол прокатки α, ограничивающий зону уплотнения порошка, определяется суммой этих коэффициентов:
α ≤ f + ξ. (3.32)
В интервале скоростей прокатки от нуля до критической, определяемой природой и свойствами порошка, угол прокатки равен сумме коэффициентов (α = f + ξ). При скоростях выше критической α > f + ξ. В результате прокатки порошок уплотняется от насыпной плотности γн до плотности прокатанной полосы γп. Отношение этих плотностей называют степенью уплотнения Z:
Z = γп / γн. (3.33)
Толщина полосы h при диаметре прокатных валков 2R определяется по формуле:
h = α2 R / μ Z – 1, (3.34)
где μ – коэффициент вытяжки, равный отношению скорости выхода полосы к скорости подачи порошка.
Плотность, полученной при прокатке полосы определяется уравнением
γп = (γн / μ) (1 + α2 R / h. (3.35)
В связи с трудностью экспериментального определения коэффициента вытяжки μ, в уравнение (3.35) вводят некоторый условный угол αу, который определяют экспериментально при μ = 1. Тогда, окончательно, формула для определения плотности заготовки принимает вид
γп = γн (1 + αу2 R / h). (3.36)
Условный угол прокатки определен для разных порошков, которые прокатывали между гладкими шлифованными валками, без смазки, при свободной подаче порошка и вертикальной схеме прокатки. Для железного порошка разных марок этот угол составил 8о20’ – 9o40’; для медного 10о50’; для порошка карбонильного никеля 12о40’ и для титанового порошка 12о20’. Скорость прокатки обычно составляет от 1-3 до 20-25 м/с.
Таким образом, определяющими параметрами прокатки порошков являются: отношение диаметра валков к толщине ленты; соотношение скоростей ленты и порошка; степень уплотнения порошка и угол прокатки.
Толщина и плотность прокатанных заготовок зависит от химического и гранулометрического состава порошка, формы его частиц, давления порошка на валки, состояния поверхности валков и скорости их вращения, направления прокатки, конструкции бункера и других факторов. Такое обилие переменных факторов затрудняет теоретический анализ процесса прокатки.
По существу, процесс прокатки, от поступления порошка в валки до выхода из валков прокатанной заготовки, можно разделить на три этапа. Первый этап представляет собой начальный неустановившийся период, когда заготовка имеет переменную плотность и толщину, поскольку плотность порошка в зоне деформации изменяется по высоте. При вращении валков в зазор между ними увлекаются деформируемые частицы, которые оказывают расклинивающее действие на валки, а в очаг деформации продолжают поступать новые порции порошка. Когда процесс сжатия порошка уравновешивается сопротивлением стана упругим деформациям, наступает второй, установившийся этап прокатки. Для этого этапа характерна постоянная плотность выходящей заготовки. На конечном, третьем этапе, происходит разгрузка валков стана и обратные явления в заготовке под влиянием сил упругого последействия. В связи с этим концевые участки проката из порошков неоднородны по плотности и их рекомендуется обрезать. При значительном переуплотнении порошка на отдельных участках по ширине заготовки возможно появление разрыва на кромках. Этот дефект можно устранить калибровкой валков и повышением свойств заготовки.
Прокатку порошка можно проводить не только при комнатной, но и при повышенной температуре, но холодная прокатка наиболее проста. Часто, сразу же после прокатки, полученные заготовки спекают в печах непрерывного действия в атмосфере водорода (рис. 3.38).
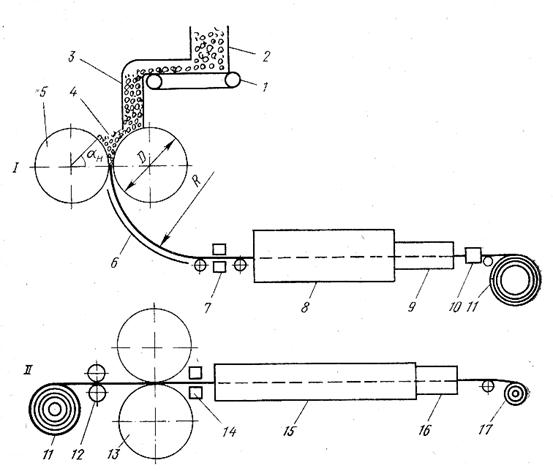
Рис. 3.38. Схемы производства полосы из порошка:
1 – транспортер-дозатор; 2, 3 – бункер; 4 –очаг деформации;
5, 13 – валки; 6 – направляющий желоб; 7, 14 – датчики натяжения;
8, 15 – камера нагрева; 9, 16 – холодильники печи; 10, 12 – ножницы; 11 – мерные рулоны ленты; 17 – моталка
В отдельных случаях, полосы из металлов с особо высокой химической активностью (титан, ниобий, тантал и др.) спекают в вакууме.
Разработаны технологические схемы производства биметаллического и многослойного проката. Для этого различные порошки или порошки и компактный листовой материал прокатывают совместно (рис. 3.39).
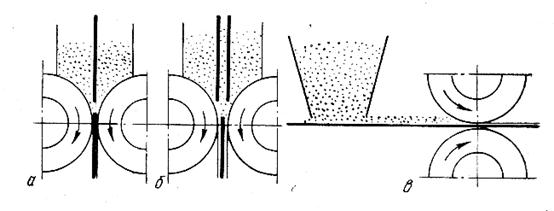
Рис. 3.39. Схемы прокатки слоистых полос:
а, в – двухслойный прокат; б – трехслойный прокат
Контрольные вопросы:
1. В чем сущность прокатки порошков, и каковы ее особенности?
2. От каких параметров зависит плотность прокатанной порошковой заготовки?
3. Каким образом подается порошок в прокатные валки?
4. Схемы получения биметаллического и многослойного проката из порошков.
ГЛАВА 4. СПЕКАНИЕ ПОРОШКОВ
Нагрев и выдержку порошковой формовки при температуре ниже точки плавления основного компонента с целью обеспечения заданных механических и физико-химических свойств называют спеканием.
Спекание — исключительно сложный физико-химический процесс, при котором реализуется комплекс разнообразных явлений, протекающих последовательно или одновременно. При спекании изменяется структура и свойства порошковых тел, их размер, протекают процессы поверхностной, граничной и объемной диффузии, имеют место различные дислокационные явления, релаксация напряжений, рекристаллизация и др.
Несмотря на то, что систематическое изучение процесса спекания продолжается около восьмидесяти лет и этим заняты сотни талантливых ученых, до сих пор не удалось создать единую теорию спекания дисперсных металлических систем. В приведенном выше определении спекания зафиксировано отсутствие плавления основы материала, что является принципиальным отличием порошковой металлургии от традиционной металлургической технологии. Однако при нагреве многокомпонентных порошковых материалов довольно часто происходит расплавление какой-либо (но не основной) компоненты, и появление жидкой фазы, которая оказывает существенное влияние на закономерности спекания. Поэтому принято разделять процесс спекания на две разновидности — твердофазное и жидкофазное спекание.
4.1. ТВЕРДОФАЗНОЕ СПЕКАНИЕ
Стадии спекания
Еще в 1929 г. было показано, что при температуре ~ 0,75 Тпл между двумя соприкасающимися частицами происходит обмен атомами, в результате которого они припекаются или привариваются друг к другу.
На рис. 4.1 показана современная микрофотография сферического порошка бронзы после выдержки при повышенной температуре.
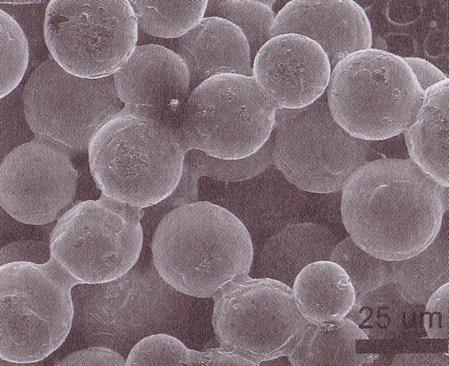
Рис. 4.1. Микрофотография сферического порошка бронзы после
выдержки при повышенной температуре
(электронный сканирующий микроскоп)
Видно, что некоторые частицы «сварились» и между ними образовались перемычки ‑ «шейки». Схематичная модель спекания двух сферических частиц одинакового размера показана на рис. 4.2. На этой схеме обозначены важные геометрические элементы, которые будут использованы в дальнейшем при анализе процесса спекания. Обычно рассматривают шесть стадий спекания: 1) возникновение и развитие связей между частицами; 2) образование и рост «шеек» межчастичных контактов; 3) закрытие сквозной пористости в порошковом теле; 4) сфероидизация пор; 5) уплотнение за счет усадки изолированных пор; 6) укрупнение пор.

Рис. 4.2. Модель спекания из двух частиц: а – радиус частицы;
ρ – радиус «шейки»; х – радиус сечения образовавшегося контакта между частицами; y – половина сближения центров частиц
Развитие связей между частицами это диффузионный процесс и он начинается сразу при нагреве порошкового тела. В результате возникают «шейки», соединяющие частицы. Рост шеек сопровождается расширением и упрочнением межчастичных контактов. По мере дальнейшего роста «шеек» происходит закрытие поровых каналов. Появляются изолированные поры. Суммарный объем пор уменьшается и происходит уплотнение (усадка) порошкового тела. Сфероидизация пор также является следствием роста «шеек». При достаточно высокой температуре и длительной выдержке можно получить идеальные сферические поры. К этому часто стремятся, поскольку сфероидизация пор повышает механические свойства пористого тела. Важной стадией спекания является усадка изолированных пор, требующая длительной выдержки при высокой температуре. В некоторых случаях, при особо длительных выдержках (сотни часов), можно получить беспористую заготовку. Укрупнение пор представляет собой поглощение мелких пор более крупными. Общая пористость при этом не изменяется и уплотнения порошковой заготовки не происходит.
Движущие силы спекания
При нагреве свободная энергия порошкового тела понижается, поскольку система стремится минимизировать поверхности любого вида и уменьшить концентрацию микроискажений в элементах структуры порошковых частиц. Высвобождение свободной энергии является энергетической основой движущих сил спекания.
Существует механическая концепция движущих сил спекания, также основанная на термодинамических принципах. Суть ее сводится к тому, что поверхностная энергия твердого тела эквивалентна поверхностному натяжению – силе, стремящейся уменьшить площадь поверхности и понизить избыток энергии, связанный с величиной поверхности. Это справедливо в условиях большой подвижности атомов при повышенной температуре, что имеет место при спекании. В связи с дисперсностью спекаемой порошковой массы, к ней применимы термодинамические уравнения капиллярности, связывающие поверхностное натяжение, кривизну поверхности и внутреннее давление.
Основываясь на уравнении Лапласа, механическое равновесие на внешней поверхности «шейки» можно представить так:
рт = рп – γ /[(1/ρ) – (1/x)], (4.1)
где рт – давление (напряжение) в частице; рп – давление со стороны поры; γ – поверхностное натяжение или сила, стремящаяся уменьшить поверхность. Поскольку всегда х << а и ρ << х, можно записать
рт = рп – γ /ρ. (4.2)
Величина γ / ρ характеризует растягивающее напряжение, стремящееся сдвинуть край «шейки» в сторону поры, а рп – давление газа в поре, препятствующее расширению «шейки». Если γ / ρ > рп, то поверхность контакта между частицами растет. Пока пористость порошкового тела в период роста «шеек» остается открытой, величина рп примерно соответствует атмосферному давлению (0,1 МПа). В начале спекания, когда радиус «шейки» мал, γ /ρ >> рп. В дальнейшем по мере роста радиуса «шейки» и закрытия поровых каналов это соотношение меняется, и движущая сила процесса спекания резко уменьшается вплоть до нуля. Этим, в частности, объясняется наличие остаточной пористости в спеченных изделиях.
Кривизна поверхности частицы и «шейки» определяет наличие еще двух механизмов реализации движущих сил процесса спекания. Один из них это разное давление пара над твердой поверхностью с разной кривизной, второй – неравновесная концентрация вакансий вблизи изогнутой поверхности.
Давление паров вещества над изогнутой поверхностью «шейки» (4.3) и плоской поверхностью (4.4) можно выразить уравнениями:
(р - ро) / ро = (γVo / RT)∙(1/ρ – 1/x), (4.3)
(р - ро) / ро = 2 γVo / RT∙а, (4.4)
где р – давление пара над изогнутой поверхностью; ро – то же, но над плоской поверхностью; Vo – объем атома или молекулы вещества частицы в твердом состоянии, R – газовая постоянная.
Поскольку величина 1/x << 1/ρ, уравнение (4.3) можно упростить
(р - ро) / ро = - γVo / RT∙ ρ. (4.5)
Давление пара над вогнутой поверхностью «шейки» меньше (р < ро), а над выпуклой поверхностью больше (р > ро), чем над плоской поверхностью. Соответственно над поверхностями разной кривизны возникает движущая сила, переносящая атомы через газовую фазу.
Формулы (4.3) и (4.5) не содержат массы частиц, поэтому их можно применить к частицам с нулевой массой (вакансии) при оценке влияния разной концентрации вакансий.
Для области «шейки»
(С – Со) / Со = γVo / kT

