




| Технологические параметры | Численные значения |
| Температура плавления, °С | |
| Температура расплава, °С | |
| Диаметр струи металла, мм | |
| Расход расплава (производительность), кгмин | |
| Число гидравлических форсунок, ед. | |
| Угол атаки водяных струй, градус | |
| Давление воды на входе, МПа | |
| Расход воды, лмин | |
| Скорость воды на выходе, мс | |
| Средний размер частиц порошка, мкм |
1.11.9. Технология центробежного распыления
Применение центробежных сил для распыления металлических расплавов привлекательно тем, что процесс можно проводить в вакууме или в инертной безобменной атмосфере без участия энергоносителей. Это позволяет получать более чистые порошки, а в ряде случаев и удешевляет процесс. Существуют две принципиальные схемы центробежного распыления (рис. 1.40). Первая из этих схем реализуется при оплавлении торца быстро вращающейся заготовки. Источником нагрева может служить электрическая дуга, плазменная струя или электронный луч. По этой схеме формирование расплава и его распыление совмещены и происходят одновременно.

|

|
| Рис. 1.40. Центробежное распыление расплава: а – метод вращающегося электрода; б – метод заливки на вращающийся распылитель; в – формирование капель (1 – частицы; 2 – тороидальный валик; 3 – вращающийся распылитель |
Расплавляемый на торце заготовки металл под действием центробежных сил перемещается к периферии торца, образуя по его периметру тороидальный валик, удерживаемый силами поверхностного натяжения. Толщина пленки расплава на торце оплавляемой заготовки определяется уравнением:
 , ,
| (1.62) |
где G - удельный расход расплава; ω - угловая скорость вращения электрода; D - диаметр вращающегося электрода.
По мере накопления металла в валике центробежные силы, действующие на расплав, возрастают и в какой то момент превосходят силы поверхностного натяжения. Происходит распыление металла, причем в зависимости от расхода расплава режим образования капель меняется. При малом расходе отдельные капли расплава срываются непосредственно с кромки вращающейся заготовки.
Вторая схема центробежного распыления принципиально отличается от первой тем, что процессы плавления и распыления металла разделены. Металл расплавляют как при производстве слитков и фасонных отливок в тигле, а затем сливают образующийся расплав через калиброванное отверстие на быстро вращающийся распылитель. В качестве распылителя применяют диски, в том числе диски с лопатками, стаканы или чаши различной формы, в том числе стаканы с отверстиями для выброса струй расплава в окружающую среду. Такая схема центробежного распыления обеспечивает значительное повышение производительности процесса в сравнении со схемой вращающейся оплавляемой заготовки.
При большом расходе расплава вокруг распылителя образуется тонкая круговая пленка, не связанная с кромкой распылителя. Такая пленка разрушается силами поверхностного натяжения на отдельные пряди или крупные капли, которые могут дополнительно распадаться на капли меньших размеров. Очевидно, что жидкая капля отрывается от кромки распылителя в тот момент, когда центробежная сила превысит силу поверхностного натяжения:
 , ,
| (1.63) |
где m – масса сферической частицы-капли; Dр – диаметр распылителя.
С учетом (1.63) уравнение для оценки среднего размера капель, образующихся при центробежном распылении, можно представить в виде:

| (1.64) |
где k – эмпирический коэффициент, учитывающий условия формирования капли в момент ее отрыва от кромки распылителя.
Методы центробежного распыления расплава обеспечивают возможность легкого регулирования среднего размера частиц изменением скорости вращения распылителя. Для этих методов типичен узкий фракционный состав порошка и сферическая форма частиц. Недостатком методов центробежного распыления является ограниченная возможность получения порошков мелких фракций, поскольку с повышением числа оборотов распылителя увеличивается вибрация движущихся элементов и всей распылительной установки. В условиях вибрации эффективность воздействия центробежных сил на процесс диспергирования расплава снижается.

Рис. 1.41. Схема установки центробежного распыления с
вращающимся электродом: 1 – вакуум, инертный газ;
2 – приводной ремень; 3 – вращающийся электрод; 4 – шпиндель;
5 – вакуумное уплотнение на вводе электрода; 6 – контактные щетки; 7 – вольфрамовый охлаждаемый катод;
8 – люк для выгрузки порошка
При производстве порошков из титановых, никелевых и некоторых других сплавов часто применяют различные модификации способа центробежного распыления с вращающимся электродом. В США получил распространение процесс вращающегося электрода, который называют методом ВЭП. На рис. 1.41 показано конструктивное оформление этого метода в установке с длинным электродом. Плавка осуществляется электрической дугой в цилиндрической камере, заполненной гелием. Диаметр камеры выбирается с таким расчетом, чтобы капли расплава во время полета успели затвердеть до того, как они соприкоснутся со стенками камеры. Теплофизические расчеты показывают, что до полного затвердевания капли титана диаметром 0,5 мм длина траектории ее движения в вакууме составит около 13 м. Наличие гелия, при давлении немного выше атмосферного, резко повышает интенсивность охлаждения распыленных частиц, что позволяет вести распыление в камерах диаметром 2 – 3 м. В качестве расходуемых электродов (анодов) используют цилиндрические заготовки диаметром от 60 до 90 мм разной длины. В установках с длинным электродом электрод длиной ~ 1830 мм закрепляется в патроне снаружи камеры и вводится в камеру через вакуумное уплотнение. Существуют установки и с коротким электродом. В этих установках патрон для крепления электрода расположен в камере, и электроды длиной до 250 мм загружаются в камеру до начала процесса. Скорость вращения электродов обычно составляет от 10000 до 20000 об/мин.
Основным недостатком метода ВЭП является его низкая производительность, особенно в установках с коротким электродом. Установки с длинным электродом более производительны, однако для них требуется особо тщательная подготовка электродов. Малейшая кривизна и дисбаланс длинных электродов недопустимы при высокой скорости вращения. Требуется также особо чистая поверхность у длинных электродов, поскольку неровность поверхности выводят из строя вакуумное уплотнение на входе электрода в камеру. К недостаткам метода ВЭП надо отнести и то, что он не обеспечивает высокую чистоту порошка по посторонним включениям, особенно частицам вольфрама, образующимся в результате эрозии вольфрамового электрода.

Рис. 1.42. Схема установки ВГУ-2: 1 – корпус;2, 3 – механизм подачи заготовок; 4 – станина; 5 – регулятор зазора;6 – опорные валки;
7 – вращающаяся распыляемая заготовка; 8 – ведущий ролик;
9 – толкатель; 10 – магазин заготовок;
11 – бункер для выгрузки порошка
Более эффективным является отечественный метод центробежного распыления по схеме бесцентрового вращения заготовки в установке ВГУ–2. На рис. 1.42 приведена схема установки. Основной идеей этого метода является использование принципа гироскопа – способности быстро вращающегося тела сохранять свое положение в пространстве. В этом случае отпадает необходимость в жестком закреплении электрода, как это имеет место в американских установках метода ВЭП. Свободно лежащая на приводных валках заготовка – электрод тем устойчивее, чем выше скорость ее вращения. Даже при наличии небольших неровностей на поверхности электрода и вызванного этим несовпадения геометрического и фактического центров тяжести, вращающийся электрод сам "находит" равновесное положение в пространстве. При высокой скорости вращения электрод как бы парит в пространстве между опорными валками, соприкасаясь с ними в отдельных точках.
Установка ВГУ-2 снабжена магазинным устройством, вмещающим 10 электродов. По ходу процесса возможно проведение сварки следующего электрода с огарком предыдущего, чем обеспечивается практически безотходное производство. Наличие разницы в диаметрах электрода и опорных валков, скорость вращения которых значительно ниже, чем у электрода, снижает нагрузку на подшипники. Эта же конструктивная особенность установки ВГУ-2 позволяет, при необходимости, существенно увеличить скорость вращения электродов для получения более мелких фракций порошка. Наличие шлюзовых устройств обеспечивает загрузку электродов и выгрузку порошка без разгерметизации установки. Это дает большую экономию в расходе гелия и повышает степень чистоты порошка по кислороду и азоту. Наконец, возможность снизить требования к качеству поверхности и точности размеров расходуемых электродов существенно удешевляет процесс.
Основные технические характеристики установки ВГУ-2:
‑ размер электродов – диаметр 50 – 75 мм, длина до 500 мм;
‑ размер камеры распыления – диаметр 2000 мм, ширина 250 мм;
‑ источник нагрева – плазмотрон постоянного тока с независимой дугой, сила тока 1200 А при напряжении 35 В;
‑ число оборотов электрода – до 15 тыс. об/мин с плавной регулировкой;
‑ размер приводных (опорных) валков – диаметр 150 мм, длина 800 мм;
‑ двигатель для валков – мотор постоянного тока мощностью 6 кВт;
‑ двигатель для продольного перемещения электрода – мотор постоянного тока мощностью 0,7 кВт;
‑ производительность – 80 кг порошка за смену;
‑ крупность порошка 100 … 500 мкм в зависимости от числа оборотов электрода.
Разрабатываются и более производительные технологии центробежного распыления, к числу которых можно отнести французский метод ПВВ. Поэтому методу вертикально расположенный слиток вращается со скоростью 1000 - 4500 обмин в вакуумной камере при глубине вакуума ~ 10-3 Па. С верхнего торца слиток оплавляется электронной пушкой. Диаметр камеры ~ 2 м, диаметр слитка 100 мм, длина 500 мм. Мощность электронной пушки 150 кВт. Распыленные частицы не успевают затвердеть за время полета, поэтому у стенок камеры размещены специальные водоохлаждаемые экраны с покрытиями, которые поглощают кинетическую энергию удара капель при сохранении их сферической формы. Отраженные от экранов частицы падают в кольцеобразный накопительный бункер. Производительность установки до 100 т порошка в год. Покрытия экранов под действием ударов капель постепенно разрушаются, загрязняя получаемый порошок примесями, в том числе углеродом и кислородом. Кроме того, в порошке, получаемом методом ПВВ, часто наблюдаются скорлупчатые частицы, что наряду с примесями, попадающими в порошок, является существенным недостатком метода. Из-за сравнительно низкой скорости вращения слитка, методом ПВВ нельзя получать мелкие порошки (100 мкм и меньше). Существуют ограничения и по химическому составу получаемых порошков, поскольку при электронно-лучевой плавке в вакууме происходит интенсивное испарение компонентов сплава, обладающих высоким давлением насыщенного пара. Более производительная установка центробежного распыления (производительность 30 кгч) разработана в Германии фирмой «Крупп». Как и французская установка, она имеет вертикально расположенный слиток, вращающийся со скоростью до 7500 обмин. Плавка ведется в вакууме с помощью двух электронных пушек. Главным отличием этой установки от французской является непрерывность в работе, что обеспечивается наличием специального устройства, с помощью которого в установку вводятся слитки для распыления в непрерывном режиме работы.
В Англии разработан метод ЦЛД (центробежное литье дроби), который позволяет получать сферические или чешуйчатые частицы порошка с размерами от 100 до 1500 мкм. Процесс пригоден для широкой номенклатуры материалов, включая сплавы на основе железа, никеля, кобальта, титана, тугоплавких металлов. Материал в виде расходуемого электрода (катод) подается сверху в вакуумную камеру и расплавляется дугой, возбуждаемой между электродом и вращающимся тиглем. Тигель из меди с водяным охлаждением может вращаться со скоростью от 500 до 4000 обмин. Стекающий с электрода в тигель расплав под действием центробежной силы выбрасывается из тигля в виде микрокапель.

Рис. 1.43. Устройство с вращающимся перфорированным стаканом:
1 – газовый канал; 2 – сопло на входе; 3 – диск турбины; 4 – вал;
5 – перфорированный стакан; 6 – сопло на выходе;
7 – камера охлаждения
Распыление ведут в атмосфере нейтрального газа, чтобы уменьшить длину траектории микрокапли до ее затвердевания. Достоинством процесса ЦЛД является простота оборудования и сравнительно высокая производительность (~ 1 кгмин). Недостатками метода являются крупный размер частиц из-за низкой скорости вращения тигля и неоднородность получаемого порошка по форме и размерам частиц. Частицы правильной сферической формы составляют 25 – 30 %, а остальные частицы имеют неправильную форму, в виде игл и пластин.
Для получения порошков из легкоплавких, например, алюминиевых сплавов, иногда применяют центробежные установки с перфорированным стаканом. Пример такой установки показан на рис. 1.43. В этой установке газ под давлением ~ 1 МПа из распределительного кольца 1 через сопла 2 поступает на лопатки турбинного диска 3, который через фланец 4 передает вращение перфорированному стакану 5. Расплав, заливаемый в стакан 5, диспергируется при истечении из отверстий сначала центробежными силами, а затем газовым потоком через сопла 6. Перфорированный цилиндр вращается со скоростью до 4600 обмин. Размер частиц определяется не только скоростью вращения стакана, но и размером отверстий в цилиндре. Тонкие порошки с размером частиц менее 50 мкм образуются при размерах отверстий 0,7 – 0,8 мм, крупные порошки (более 160 мкм) – при размере отверстий 1,5 - 1,6 мм.
Крупные порошки алюминия и магния получают методом вращающейся тарелки, внутренняя поверхность которой имеет форму параболоида вращения. Тарелка нагрета до температуры, превышающей точку плавления металла для образования на ней пленки жидкого металла. Распыление проводят в среде защитного газа. Размер частиц магниевого порошка колеблется от 70 до 450 мкм.
Автором с сотрудниками разработан способ центробежного распыления металлических расплавов с затвердеванием частиц в жидкости. На рис. 1.44 показана схема установки для распыления расплава этим способом. Процесс осуществляется следующим образом. В сборник порошка заливается охлаждающая жидкость (вода или минеральное масло) в объеме 100 л. Камера установки герметизируется, для чего в донной части литейной воронки устанавливается проплавляемая прокладка из фольги или тонкой жести. Материал прокладки тот же, что и распыляемый расплав. Затем камера вакуумируется и, при необходимости, заполняется инертным газом. Перед распылением литейная воронка нагревается газовой горелкой до 1000 – 1100 °С. После завершения подготовительных операций включаются приводы вращения стакана-распылителя и сборника порошка, и жидкий металл заливается в литейную воронку.
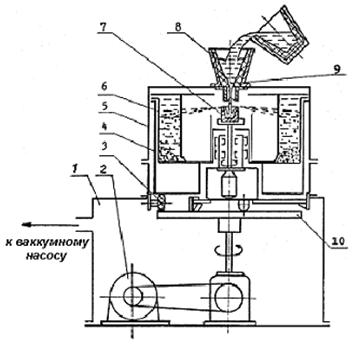
Рис. 1.44. Опытная установка центробежного распыления:
1 – вакуумная камера; 2 – электропривод центробежного стола;
3 – ролик; 4 – бак; 5 – защитный кожух; 6 – сборник порошка с
охлаждающей жидкостью; 7 – стакан-распылитель с автономным электроприводом; 8 ‑ литейная воронка; 9 – металлопровод;
10 – центробежный стол
После проплавления прокладки струя расплава попадает в стакан, а распыленные частицы в сборник с охлаждающей жидкостью. Эксперименты показали, объем жидкости должен выбираться с таким расчетом, чтобы толщина слоя жидкости во вращающемся сборнике порошка была не менее 100 мм. При меньшей толщине слоя крупные капли не успевают затвердеть и образуют на стенке сборника настыли. В экспериментальной установке получали порошки инструментальных и конструкционных сталей, чугунов, медных и алюминиевых сплавов. В качестве охлаждающих жидкостей применяли воду и вакуумное масло с низкой упругостью пара. При использовании такого масла процесс распыления можно вести в вакууме. В тех случаях, когда охлаждающей жидкостью была вода, камеру установки после вакуумирования заполняли азотом. Объем воды в количестве 100 л позволяет получить за одну плавку 20 кг стального порошка (без кипения воды). Средний размер частиц порошка при скорости вращения стакана-распылителя 3000 обмин составил 400 мкм.
В военно-морской исследовательской лаборатории США разработан двухстадийный метод распыления расплава на быстро вращающемся диске-мишени, кромка которого покрыта масляной пленкой.

Рис. 1.45. Схема распыления расплава на диске с масляной пленкой:
1 – крыльчатка; 2 – подача масла; 3 – резервуар с маслом;
4,5 – электроприводы; 6 – плавильная печь;
7 – сборник порошка; 8 – дозатор
Опытная установка (рис. 1.45) состоит из вакуумной камеры, на верхней крышке которой смонтирована индукционная плавильная печь и резервуар для масла. В распылительном процессе используется масло для вакуумных насосов с низкой упругостью паров. Внутри камеры смонтирован диск диаметром 840 мм с отбортованной кромкой. У края диска, с внутренней стороны его кромки, размещается крыльчатка с лопатками, которая может вращаться как по часовой, так и против часовой стрелки. Скорость вращения диска до 7000 об/мин, максимальная скорость вращения крыльчатки 8000 об/мин. Жидкий металл поступает из печи по каналу с электроподогревом и направляется на лопатки крыльчатки, где происходит первая стадия дробления расплава. Образующиеся капли расплава отбрасываются лопатками на кромку диска. На поверхности диска все время присутствует масляная пленка толщиной ~ 0,5 мм. При ударе капли о поверхность масляной пленки, скорость которой составляет ~ 300 м/с, происходит вторая, особенно эффективная стадия дробления. Масло подается не только на диск, но и на крыльчатку для того, чтобы предотвратить налипание металла на лопатки и обеспечить их охлаждение. В опытной установке получали порошки олова со средним размером частиц 24 мкм, а также порошки эвтектического сплава Al – Cu.
1.11.10. Технология получения порошков-чешуек, нитей и лент
Возможность существенного повышения скорости охлаждения металлического расплава при затвердевании тонких чешуек, нитей и лент на твердом холодном экране стимулировала разработку соответствующих методов и технологий. Одна из первых лабораторных установок для получения тонких металлических пленок при сверхвысоких скоростях охлаждения была создана отечественными учеными И. С. Мирошниченко и И. В. Салли еще в 50-х годах прошлого века. После расплавления небольшой порции металла, он сбрасывается в зазор между полированными медными пластинами, которые захлопываются с помощью пружин, мгновенно расплющивая расплав. Образующаяся пленка затвердевает со скоростью охлаждения 107-108 к/с. В 1960 г. П. Дювец с сотрудниками в Калифорнийском университете методом выстреливания капли расплава на медную подложку, получил первые образцы аморфного металлического сплава. Исследования тонких пленок показали перспективность сверхбыстрого затвердевания и послужили стимулом для разработки промышленных технологий.
Простейшая технология газового распыления с затвердеванием капель расплава на цилиндрическом водоохлаждаемом экране разработана автором с сотрудниками. В камере распыления размещен экран, представляющий собой цилиндрическую трубу, установленную соответственно с направлением подачи жидкого металла в распылительную камеру. Металлический расплав поступает из литейной воронки и диспергируется струей азота, направляемого из форсунки. В результате формируется конусообразный металлогазовый факел, образующие которого составляют с вертикальной стенкой экрана некоторый угол. Изменяя этот угол, можно регулировать процесс таким образом, чтобы до 50 % объема распыленных частиц в жидком состоянии попадали на стенку экрана, образуя при затвердевании пленки в формы чешуек. Чешуйки потоком газа сдуваются со стенки экрана и вместе со сферическими частицами, образующимися в центральной зоне металлогазового факела, попадают в сборник порошка. Последующее разделение чешуйчатых и сферических порошков производится рассевом на сите. По описанной технологической схеме производили опытно-промышленные партии сферических и чешуйчатых порошков массой до 40 кг за одну плавку из быстрорежущих сталей и других сплавов. Чешуйки подвергали размолу в конусно-инерционной дробилке для последующего изготовления заготовок и деталей методами холодного прессования и спекания. Толщина чешуйки и, соответственно, типичный размер порошковых частиц колеблются в пределах от 20 до 150 мкм.
Канадские фирмы разработали способ плазменного распыления для получения тонких порошков из титана и других химически активных металлов и сплавов. В вакуумной камере размещены три плазмотрона под углом 20 – 40° к вертикали. Распыляемый метал или сплав в виде проволоки поступает в зону плавления. В качестве плазмообразующего газа используется аргон. Расплавление и распыление металла происходит одновременно при воздействии высокотемпературных потоков плазмы. Получены порошки сферической формы из титана и его сплавов, а также порошки жаропрочных никелевых сплавов. Средний размер частиц в пределах от 40 до 90 мкм.
Технологические схемы получения из расплава тонких нитей иллюстрируются на рис. 1.46. Основным требованием при непрерывном изготовлении нитей является необходимость фиксирования расплава в заданной форме вплоть до момента его затвердевания.

Рис. 1.46. Схемы устройств для получения тонких нитей:
а – вытяжка расплава в стеклянной оболочке (1 – исходный
металлический материал; 2 – стеклянная трубка;
3 – индуктор; 4 – волокно в оболочке);
б – экструзия расплава в стабилизирующую среду
(1 – давление; 2 – область стабилизации;
3 – проволока в твердом состоянии)
Это достигается путем протяжки расплава с оболочкой из вязкого оксидного стекла через соответствующий источник нагрева, в качестве которого обычно используют индуктор. В результате получают тонкое волокно, заключенное в капиллярную оболочку из стекла. Другой метод изготовления нитей заключается в выдавливании (экструзии) расплава через калиброванное отверстие в стабилизирующую среду. Стабилизирующая среда обеспечивает затвердевание нити или образование на ее поверхности оболочки в результате химической реакции расплава со средой, например, при окислении. В качестве стабилизирующей среды может использоваться закалочная жидкость, двигающаяся синхронно с образующейся нитью. Описанными методами получают нити из разных металлов, в том числе из алюминия, серебра, стали и др.
Технологические схемы получения лент представлены на рис. 1.47.

Рис. 1.47. Схемы устройств для получения ленты: а – спиннингование расплава (1 – давление; 2 – водоохлаждаемый барабан);
б – прокатка расплава (1 – тигель с расплавом; 2 – валки)
Наибольшее распространение получил метод спиннингования расплава. Расплав под давлением газа подается через калиброванное сопло на вращающийся водоохлаждаемый барабан. Таким способом получают непрерывные металлические ленты. Имеются и другие модификации этого способа, в частности с подачей расплава на внутреннюю поверхность диска или барабана. В этом случае центробежные силы способствуют лучшему контакту между расплавом и холодной подложкой. Применяют также схемы с вращением барабана или диска относительно вертикальной оси. Диаметр вращающихся барабанов и дисков обычно составляет от 100 до 400 мм, линейная скорость формирования ленты 30-70 м/с. Разливку металла и формирование ленты чаще осуществляют на воздухе, но имеются сообщения и об устройствах, работающих в вакууме. Вакуум способствует образованию более однородных по толщине лент за счет устранения аэродинамических возмущений и позволяет уменьшить толщину ленты. Типичная толщина лент, полученных способом спиннингования, составляет 10 – 30 мкм при ширине 20 – 100 мм. Скорость охлаждения расплава 106 -107 К/с.
Другим способом получения лент является прокатка расплава в валках. Этот способ во многом подобен известному промышленному процессу прокатки тонкой полосы с непрерывной заливкой расплава в зазор между валками. В промышленности прокаткой из расплава получают полосы из алюминиевых и других сплавов толщиной до 6 мм.
Тонкие ленты микронной толщины получают из небольших порций расплава, которые свободным падением или под газовым давлением подают в зазор между валками. Типичный диаметр валков ~ 50 мм, скорость вращения до 5000 об/мин. После попадания расплава в валки, контакт расплава с валками имеет место на протяжении очень короткого отрезка времени. При выходе ленты из валков контакт нарушается, лента направляется в сосуд с жидким азотом для предотвращения распада метастабильных фаз, однако скорость охлаждения ленты снижается, что является недостатком этого способа. Способ прокатки расплава наиболее широко применяется в Японии и США. Он перспективен для промышленного производства гладкой ленты и листа из расплава, несмотря на сравнительно низкую скорость охлаждения (~105 К/с) из-за кратковременного контакта расплава с валками. Уже существуют промышленные установки для получения ленты шириной 300 мм и более.
Промышленное применение находит также механическое измельчение тонких лент для получения аморфных и микрокристаллических порошков. Например, фирма "Элайд – Сигнал" (США) использует опытно-промышленную установку для получения способом спиннингования ленты из алюминиевых сплавов, которая затем размалывается в порошок. Производительность установки 112 т/год.
Глава 2. Свойства металлических
порошков и методы их контроля
Свойства порошка определяются не только физической природой исходного металла, но также размером и формой частиц, содержанием примесей и способом производства. Различают химические, физические и технологические свойства порошков. Химические свойства это пирофорность и токсичность порошков, содержание в них основного металла, легирующих добавок и примесей. К физическим свойствам относят форму и размер частиц, их распределение по размерам, удельную поверхность, истинную плотность и микротвердость частиц. Технологические свойства включают в себя насыпную плотность и плотность утряски, текучесть, уплотняемость, прессуемость и формуемость порошка. Порошки с одинаковым химическим составом могут существенно различаться по физическим характеристикам и технологическим свойствам. В зависимости от свойств порошка выбираются условия его дальнейшей обработки, которые
наряду со свойствами порошка определяют свойства конечных изделий. Возможность получения широкой гаммы порошков с различными свойствами придает особую гибкость и универсальность порошковым технологиям при создании на их основе новых материалов.
2.1. Химические свойства
Химический состав порошка зависит от физической природы металла, степени чистоты исходных материалов и способа производства. Содержание основного металла или сумма компонентов сплава обычно составляет более 98 %. В отдельных случаях применяются более чистые порошки, например при производстве порошковых изделий с особыми свойствами из тугоплавких металлов и сплавов. Основными примесями в порошках являются газы – кислород, азот, водород и др., которые находятся в адсорбированном виде на поверхности порошка и внутри самих частиц. Внутрь частиц газы попадают в процессе изготовления порошка или при его последующей обработке. Например, в распыленных порошках содержатся механически захваченные газы, в электролитических порошках обычно содержится водород, выделяющийся на катоде вместе с осаждаемым металлом. Растворенные газы повышают хрупкость частиц порошка и затрудняют его формование. С учетом этого, в ряде случаев, особенно при работе с высокодисперсными порошками, предусматривают обработку их в вакууме, что резко снижает содержание в порошках газов. Газосодержание порошков определяют химическим анализом, основанном на нагреве и плавлении анализируемых проб в вакууме.
Влажность порошка определяют высушиванием навески до постоянной массы. Навеску порошка массой 10 г засыпают в предварительно высушенный стаканчик, закрывают его крышкой и взвешивают. Затем стаканчик с порошком помещают в сушильный шкаф, где выдерживают его два часа при 100-105 ºC, охлаждают и снова взвешивают. Затем сушку повторяют с выдержкой 0,5 ч. Содержание влаги определяют по формуле
Х = [(m2 – m3) / m1]∙100, (2.1)
где m1, m2, m3 – соответственно навеска порошка, масса стаканчика с порошком до и после испытания. Погрешность взвешивания не должна превышать 0,002 г.
Важными химическими характеристиками порошков являются воспламеняемость, взрываемость и токсичность. Воспламеняемость или пожароопасность порошка это его способность к самовозгоранию при соприкосновении с окружающей средой. Пожароопасность металла в сильной степени зависит от дисперсности его частиц. В компактном литом, или деформированном состоянии только немногие металлы, например магний, гафний, цирконий, титан способны к самовозгоранию, тогда как в порошкообразном состоянии пожароопасными становятся многие металлы. Воспламеняемость металлического порошка зависит также от того в насыпном, или взвешенном состоянии он находится. Во взвешенном состоянии аэрозоля способность порошка к самовозгоранию резко возрастает. Порошковые аэрозоли при сверхвысокой скорости взаимодействия с кислородом могут взрываться. Металлические порошки в засыпке (аэрогели) не взрываются. Показателем взрываемости порошка может служить температура воспламенения, при которой происходит возникновение пламени во всем объеме аэрозоля. Практически для оценки степени опасности работы с металлическими порошками достаточно определить для каждого из них температуру воспламенения и нижний концентрационный предел взрываемости (НКПВ), представляющий максимальную концентрацию порошка в газе, при которой процесс горения в аэрозоле самостоятельно еще не распространяется. Например, порошок титана с размером частиц 10-40 мкм в виде аэрогеля (в слое) имеет температуру воспламенения 397 ºC и температуру самовоспламенения 510 ºC. Этот же порошок в виде аэрозоля воспламеняется при 330 ºC, а при НКПВ более 25 г/см3 может взорваться.
Существуют специальные установки для исследования и контроля температуры воспламенения порошка в состоянии аэрогеля и аэрозоля, а также для определения НКПВ. В качестве примера на рис. 2.1 показана схема установки МИСиС. Установка снабжена взрывной камерой 1, в которую введены электроды 5 и изогнутая трубка 6 для подачи распыливающего воздуха. Навеску порошка помещают в чашку 4. Пневматическое импульсное распыление порошка при открывании электромагнитного клапана 7 создает облако аэрозоля. Зажигание производят индукционным электроискровым разрядом. В камере имеются боковые пробки 2, которые предохраняют камеру от разрушения при взрыве, а также служат для ввода датчиков давления.
Для предотвращения самовозгорания и взрыва дисперсных порошков применяют контролируемое окисление поверхности порошка и другие покрытия. Одновременно исключают возможность искрения и неконтролируемого нагрева.

Рис. 2.1. Установка для исследования воспламеняемости
аэрозолей металлов
Пример. Предварительное окисление алюминиевого порошка сводит к минимуму вероятность возгорания при работе с порошком. Для сферического порошка с размером частиц 28 мкм содержание оксида должно быть 0,4 % (масс). Полагая, что оксидная пленка имеет одинаковую толщину можно сделать следующий расчет: 0.004 (вес оксидной фракции) = Vo ρo / Vm ρm, где Vo – объем оксидной пленки; ρo – плотность оксида (3,96 г/cм3); Vm – объем порошковой частицы; ρm – плотность металла частицы (2,7 г/cм3). Объем частицы составляет 1,15∙10-14 м3, а объем оксидной пленки 3,1∙10-17 м3. Толщина оксидной пленки ‑ 15 нм. Столь тонкая пленка способна предотвратить воспламенение дисперсного алюминиевого порошка.
Часто упускают из виду опасность, которая может возникнуть при смешивании порошков в результате бурной химической реакции с выделением тепла. Например, при смешивании титана и графита (производство карбида титана) температура в зоне реакции за несколько секунд может превысить 1000 ºC. Вот примеры еще нескольких экзотермических систем: Ni-Al; Ni-Si; Ti-Al; Zr-C; Mo-Si; Pt-Zr и Fe-Al. Эти экзотермические реакции в твердой фазе не генерируют взрывную волну, но создают определенные проблемы.
Попадание металлических порошков в организм человека может привести к профессиональным заболеваниям. Частицы размером более 10 мкм задерживаются мембранами, однако частицы менее 10 мкм могут попадать в легкие и растворяться в организме человека. Специфика воздействия растворенных частиц на человека зависит от химической природы частиц. Наибольшее внимание следует уделять токсичным материалам. Контакт с таким порошковым материалом как свинец должен быть минимальным. Даже если материал в макрообъеме не токсичен, мелкие частицы, попавшие в легкие, могут вызывать раздражение и воспаление, поэтому следует обращать особое внимание на состояние воздушной среды в производственных помещениях. Наноразмерные порошки представляют особую опасность для здоровья, так как они способствуют быстрому росту клеток живого организма, что может привести к легочным заболеваниям. Максимально допустимая доза для содержания многих токсичных материалов в воздушной среде ниже 10-4 г/см3. Объем одного человеческого вдоха около 500 см3, поэтому работающий даже в чистой комнате, где обеспечивается это условие, вдыхает в себя несколько частиц в минуту.
В производственных цехах и участках, где проводится работа с металлическими порошками, количество пыли должно быть ниже предельно допустимой концентрации (ПДК). В табл. 2.1 приведены сведения о ПДК и биологическом воздействии на организм человека некоторых металлических аэрозолей.
Таблица 2.1

