




| Характеристики | Оптический | РЭМ | ПЭМ |
| Разрешение: ‑ рабочее………. ‑ при высокой квалификации оператора………. Глубина фокуса Приготовление образца Стоимость исследования | 5 мкм 0,2 мкм Малая Простое Низкая | 0,2 мкм 0,01 мкм Высокая Простое Умеренная | 0,01 мкм 0,001 мкм Умеренная Сложное Высокая |
Седиментационный анализ. В основе этого метода разделения частиц по размерам лежит разная скорость оседания крупных и мелких частиц в вязкой среде. По закону Стокса для частиц радиусом r и плотностью γп, помещенных в жидкость с плотностью γж и вязкостью η, скорость оседания составляет
ν = [2 (γп- γж) g r2 ] /9 η или ν = r2 / K2, (2.2)
где К2 = 9 η / [2 (γп- γж) g ], поскольку величины γп, γж, g, и η – постоянны для конкретных условий анализа. Зная скорость ν, можно рассчитать размер частицы:
r = {9 η ν / [2 (γп- γж) g]}1/2 или r = K ν1/2 (2.3)
Уравнения (2.2) и (2.3) справедливы при равноосной форме частиц и их равномерном движении в жидкости.
На практике применяются весовой метод седиментации и метод фотосемидентации для определения гранулометрического состава металлических порошков со сферической или полиэдрической формой частиц размером от 0,5 до 40 мкм.
При весовой седиментации скорость оседания частиц определяется по массе накапливающегося осадка порошка. Для этого в процессе анализа непрерывно, или периодически через определенные промежутки времени, взвешивают осадок и определяют зависимость массы осадка от времени оседания. Дисперсионная жидкость, в которой происходит оседание частиц, должна образовывать с порошком устойчивые суспензии, быть инертной к частицам и хорошо их смачивать. Плотность и вязкость жидкости должны обеспечивать условия ламинарного движения, в том числе и для наиболее крупных частиц. Продолжительность всего анализа не должна превышать 6 часов. В качестве дисперсионных жидкостей обычно применяют этиловый, бутиловый и метиловый спирты, растворы масла в ацетоне, растворы глицерина в воде или этиловом спирте, растворы толуола в машинном или веретенном масле, циклогексан и др. Схема устройства для седиментационного анализа показана на рис. 2.4.
При фотоседиментационном анализе скорость оседания частиц определяют по изменению оптической плотности суспензии порошка. На рис. 2.5 показана схема фотоседиментационного анализа.

Рис. 2.4. Схема устройства для седиментационного анализа: 1 – стеклянная кювета; 2 – стержень с чашкой весов; 3 – дисперсионная

Рис. 2.5. Фотоседиментационный метод: а) схема метода; б) график изменения э.д.с. в зависимости от времени 1 – источник тока;
2 – диафрагма; 3 – порошковая суспензия; 4 – стеклянная кювета;
5 – фотоэлемент; 6 – потенциометр
Оптическая плотность суспензии порошка непрерывно фиксируется по фотоэлектродвижущей силе или фототоку, возникающему в фотоэлементе от светового потока, проходящего через суспензию. По полученной зависимости рассчитывают массовую долю частиц разных размеров. Изменение интенсивности света при прохождении его через суспензию описывается законом Бугера-Ламберта-Бэра: Io/Iτ = e – xcl, где Io – интенсивность света, прошедшего через слой суспензии толщиной l; Iτ – интенсивность падающего света, прошедшего через чистую дисперсионную жидкость; с – концентрация суспензии или количество частиц в ней; х – коэффициент, пропорциональный удельной поверхности частиц (коэффициент светопоглощения). На принципе весовой седиментации работает пипеточная центрифуга «Анализетте-21» (Германия), позволяющая анализировать порошки с размером частиц 0,05-10 мкм за 0,5 – 2 часа.
Для оценки оптической плотности суспензии применяют также рентгеновские и лазерные лучи. Французский высокопроизводительный прибор «Седиграф-5000» работает по принципу поглощения рентгеновских лучей. Он позволяет за несколько минут получить кривую распределения частиц по размерам в интервале 0,1-100 мкм. Лазерный прибор «Аналезетте-22» (Германия) оценивает распределение частиц по размерам за 1-3 мин в диапазоне 1 – 1000 мкм. Классификация порошка в газовом потоке. Схема прибора (элютриатора) для воздушной классификации порошка показана на рис. 2.6.

Рис. 2.6. Воздушный классификатор порошка: 1 – осушитель;
2 – ротаметр; 3 – измеритель скорости газа; 4 – манометр;
5 – трубка с порошком; 6 – камера; 7 – заземление
Поток воздуха с некоторой скоростью ν захватывает навеску порошка, расположенную в трубке 5 и транспортирует порошок в камеру 6. В соответствии с законом Стокса скорость потока должна составлять ν = 29,9∙10 – 4 γпd 2, где d – максимальный размер частиц порошка. В камере 6, сечение которой больше, чем у трубки 5, поток теряет скорость и крупные частицы выпадают в сборник. Более мелкие частицы проходят с потоком через камеру 6 и могут быть выделены по фракциям в системе последовательно соединенных камер с разным соотношением диаметров, например, 1:2:4:8 и т. д. Разработаны более совершенные воздушно-центробежные классификаторы, у которых сочетается газодинамическое и центробежное воздействие на порошок. Например, воздушно-центробежный классификатор ВЦК-4 может разделять порошки с размером частиц от 5 до 200 мкм, причем в диапазоне размеров 5-100 мкм шаг разделения составляет 5-10 мкм, а в интервале 100-200 мкм от 10 до 20 мкм. Производительность воздушных классификаторов от 6 до 1000 кг/ч при расходе воздуха 0,8-1,5 м3/кг порошка. Кондуктометрический анализ. Сущность метода в регистрации электрических импульсов при прохождении частиц порошка через узкий короткий канал. На рис. 2.7 приведена схема кондуктометрического датчика для измерения размера частиц. В стакан 1 помещают электропроводящую порошковую суспензию 12. При открывании крана 2 с помощью насоса 3 в сосуд 4 втягивается эмульсия из пробирки 8. При этом уровень ртути в левом канале манометра 5 принудительно опускается ниже контактов 6 и 7. При закрывании крана 2 ртуть, восстанавливая уровень сообщающихся сосудов, создает разряжение в пробирке 8, из-за чего суспензия из стакана 1 засасывается в пробирку 8 через калиброванный короткий микроканал 9. При прохождении по этому каналу частиц порошка сопротивление на участке между электродами 10 и 11 резко меняется и в цепи нагрузки возникает импульс напряжения, который фиксируется специальной аппаратурой. При замыкании контакта 7 включается счетчик прибора, а при замыкании контакта 6 счетчик выключается. Наиболее ответственным элементом прибора является микроканал с диаметром отверстия 2-10 мкм. Кондуктометрический метод позволяет фиксировать частицы, размер которых находится в пределах 0,02-0,5 от диаметра микроканала.

Рис. 2.7. Схема кондуктометрического датчика: 1 – стакан; 2 – кран;
3 – насос; 4 – колба; 5 – манометр; 6, 7 – контакты; 8 – пробирка;
9 – микроканал; 10, 11 –электроды; 12 – порошковая суспензия
Лазерный и рентгеновский методы. Лазерный метод основан на явлении рассеивания когерентного монохроматического лазерного луча частицами порошка. Чем мельче частицы, тем больше величина углового рассеяния лазерных лучей. Лазерным методом анализируется порошок с размером частиц от 2 до 170 мкм. Продолжительность анализа 2 мин.
Рентгеновский метод основан на анализе рассеяния рентгеновских лучей, проходящих через среду со взвешенными в ней частицами. Метод определения малых углов рассеяния узкого параллельного пучка рентгеновских лучей позволяет определять размер частиц в диапазоне 2-100 нм.
Графическое представление результатов анализа. Анализ дисперсности металлических порошков часто представляют в графической форме. По оси абсцисс откладывают размер частиц, а по оси ординат их процентное содержание. Данные по содержанию различных фракций порошка можно представить в виде частной или кумулятивной (интегральной) кривой (рис. 2.8). При построении кумулятивной кривой содержание каждой последующей по величине фракции прибавляют к содержанию предыдущей, и каждая точка кривой соответствует общему содержанию частиц больших (суммарная по плюсу) или меньших (суммарная по минусу) данного размера.

Рис. 2.8. Распределение частиц порошка по размерам:
а) кумулятивные и частная кривые распределения:
1 – кумулятивная кривая по минусу;
2 – кумулятивная кривая по плюсу;
3 – частная кривая распределения;
б) дифференциальная кривая распределения
Дифференциальная кривая строится в виде группы прямоугольников. Основание каждого прямоугольника равно интервалу размеров частиц данной фракции, а его высота – содержанию фракции, отнесенному к интервалу размеров частиц данной фракции. Если интервал размеров частиц в пределах каждой фракции будет одинаков, то дифференциальная и частная кривая совпадут.
Удельная поверхность
Сумма наружных поверхностей всех частиц, составляющих единицу массы данного порошка, является его удельной поверхностью. В большинстве случаев удельная поверхность металлических порошков лежит в пределах от 0,01 до 1 м2/г, но для некоторых порошков она может достигать 20 м2/г и более. Удельная поверхность возрастает с уменьшением размера частиц, усложнением их формы и увеличением шероховатости поверхности. Для определения удельной поверхности порошка используют методы измерения его газопроницаемости и адсорбции.
Методы измерения газопроницаемости. Эти методы основаны на фильтрации потока газа через слой порошка с известной относительной плотностью. Скорость фильтрации газа через пористый слой порошкового материала обратно пропорциональна квадрату удельной поверхности порошка. Фильтрация газа может проходить в вязком или молекулярном режиме. Вязкий режим имеет место при просасывании газа через слой порошка при давлении, близком к атмосферному. На принципе фильтрации газа в режиме вязкого течения работают различные приборы, в том числе прибор Товарова. Схема прибора Товарова показана на рис. 2.9.
Пробу порошка 3 помещают в гильзу 1 и уплотняют плунжером 2 до слоя, фиксируемой высоты h. С помощью склянки Мариотта 4, из которой через кран 5 в стакан 6 вытекает вода, в установке создается постоянный уровень разрежения. Под действием перепада давления ∆р, фиксируемого манометром 7, через слой порошка просасывается воздух. Удельную поверхность порошка рассчитывают по формуле:
Sуд = {14ε1,5 / [γп (1 – ε)]} [F∙∆р τ / h μ V)]1/2, (2.4)
где F – площадь сечения гильзы с порошком; μ – вязкость воздуха;V – объем воздуха, прошедшего через слой порошка h за время τ; γп – плотность материала частиц порошка; ε = (W γп – m) / W γп – коэффициент пористости порошка массой m в слое объемом W.
Прибор Товарова определяет удельные поверхности порошков в диапазоне 0,3 – 1,5 м2/г.

Рис. 2.9. Схема прибора Товарова: 1 – гильза; 2 – плунжер; 3 – проба порошка; 4 – склянка Мариотта; 5 – кран; 6 – стакан; 7 – манометр
Методы, основанные на фильтрации газа в режиме вязкого течения, фиксируют только внешнюю геометрическую поверхность частиц с размером более 10 мкм. При этом сложный поверхностный рельеф частиц не учитывается. Более точные результаты оценки удельной поверхности можно получить при просасывании газа в молекулярном режиме, когда длина свободного пробега молекул газа превышает размеры внутренних и тупиковых поровых каналов порошке. На принципе молекулярного режима работает прибор Дерягина (рис. 2.10). Пробу порошка определенной массы помещают между пористыми фильтрами и уплотняют до фиксируемой плотности и толщины. Затем откачивают систему до остаточного давления примерно 1 Па, после чего часть прибора с пробой порошка 14 отсекают от остальных линий перекрытием кранов 3,4 и 10. Затем баллон 2 заполняют газом. Перед началом измерений кран 1 закрывают и открывают краны 3 и 13, отмечая этот момент как исходную точку отсчета времени. Давление в сообщающейся системе (баллон 2 – проба 14) выравнивается и процесс его роста за время τ до давления р фиксируется вакуумметром 11. Газ до установления стационарного потока за время τз проникает в микрополости слоя порошка. Удельную поверхность рассчитывают по формуле:
Sуд = {144 ε τз / [13(1 – ε)h2]}[2RT / (πM)]1/2, (2.5)
где τз – время запаздывания, соответствующее нестационарной стадии процесса фильтрации газа; h – толщина слоя уплотненного порошка; М – молекулярная масса газа.

Рис. 2.10. Схема прибора Дерягина: 1, 3, 4, 8, 11, 13, 17 – краны;
2,7, 12 – баллоны; 5 – вымораживающая ловушка; 6,9 – вакуумные насосы; 11, 16 – вакуумметры; 14 – трубка с анализируемым порошком;
15 – манометр
Адсорбционные методы. В основе этих методов лежит определение количества вещества адсорбированного на поверхности частиц в виде плотного мономолекулярного слоя. Зная массу адсорбированного вещества и площадь, занимаемую каждой молекулой, можно легко рассчитать площадь мономолекулярного слоя адсорбента, что будет соответствовать площади поверхности исследуемой навески порошка. Адсорбционные методы подразделяются на статические (манометрические, гравиметрические) и динамические, которые называют еще хроматографическими. Среди статических методов наиболее распространен метод БЭТ, названный по начальным буквам фамилий американских ученых Бранауэра, Эммета и Теллера. Они предложили в качестве адсорбента азот, который в жидком виде адсорбируют на поверхности порошка при температуре минус 196 ºC. Типичная кривая адсорбции газа приведена на рис. 2.11. Общий объем газа V, адсорбированный поверхностью твердых частиц, определяют по формуле БЭТ:
V = Vm cp/{(p s - p) [1 + (c – 1) p/p s]}, (2.6)
где с – константа; Vm – объем газа ‑ адсорбата в виде монослоя, р – реальное давление газа; ps ‑ давление насыщенного газа. В линейной форме выражение (2.6) может быть записано таким образом:
р/[V(p s - p) = 1/c ∙ Vm + [(c – 1)/c Vm] p/ps. (2.7)
Графическая зависимость р/[V(p s - p)] от p/ps имеет вид прямой линии с углом наклона (c – 1)/c Vm, отсекающей от оси ординат отрезок 1/c ∙Vm (рис. 2.11а). Так как с > 1, угол наклона прямой равен 1/ Vm. Полученную зависимость, определяющую Vm, можно использовать для анализа изотерм, снятых при отношении p/ps в пределах 0,05-0,35.
Из рассчитанного объема газа Vm, см3, адсорбированного в виде монослоя, рассчитывают поверхность частиц по формуле:
S = (Vm/Vμ) Naσ, (2.8)

Рис. 2.11. Графическое решение уравнения БЭТ (а) и
типовая изотерма адсорбции газа (б)
где Vμ = 22414 см3/моль – молекулярный объем одной грамм-молекулы газа; Na = 6,023 ∙ 1023 молекул/моль – число Авогадро; σ – площадь, занимаемая одной адсорбированной молекулой газа. Окончательно, удельная поверхность порошка Sуд = S/m, где m – масса анализируемой пробы порошка.
Объем, занимаемый монослоем адсорбированного газа можно определить и графически. Точка В перегиба кривой в прямолинейный участок (рис. 2.11б) на изотерме адсорбции соответствует моменту окончания заполнения монослоя молекулами газа. При температуре минус 196 ºC адсорбированная молекула азота занимает 0,162 нм2. Схема адсорбционной установки приведена на рис. 2.12. Навеску порошка помещают в ампулу 1, ампулу с порошком вакуумируют, открытием кранов 2 и 5. Затем заполняют газом объем капсулы 1 с целью определить объем пространства над адсорбентом в ампуле и трубопроводе до крана 2. Вторично откачивают систему и, закрыв кран 2, заполняют через кран 5 резервуар 3, емкость которого известна. При заполнении фиксируют давление газа манометром 4 и по давлению рассчитывают количество введенного газа. Затем ампулу с порошком охлаждают погружением в жидкий азот и, открыв кран 2, заполняют пространство над порошком газообразным азотом, поступающим из резервуара 3. После установления равновесия в системе адсорбент (порошок) – газ адсорбат (азот), что фиксируется манометром 4, вычисляют объем азота, адсорбированного порошком, как разность между объемом введенного газа в резервуар и остаточным объемом газа в этом резервуаре. Измерения повторяют несколько раз при возрастающих давлениях газа и строят изотерму адсорбции, по которой рассчитывают удельную поверхность порошка. Примерами современных скоростных анализаторов удельной поверхности являются французские модели 2200 и 2205, а также австрийская модель Флоусорб П2300.
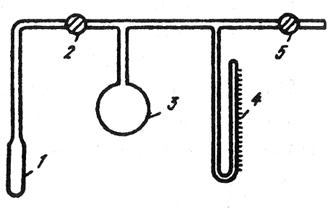
Рис. 2.12. Схема адсорбционной установки для определения удельной поверхности порошка по методу БЭТ: 1-ампула, 2,5-краны;
3-резервуар с фиксированной емкостью; 4-манометр
Более производительными являются динамические методы газовой хроматографии, основанные на различной адсорбции компонентов газовой смеси поверхностью анализируемого порошка. Наиболее широко используется динамический метод тепловой десорбции газа. Сущность этого метода заключается в измерении количества аргона, адсорбированного на поверхности порошка из аргоно-гелиевой смеси.
Плотность
Плотность частицы порошка зависит не только от физической природы еематериала, но и от внутренней макро- и микроструктуры, наличия оксидов, нитридов и других примесей. У порошков сплавов плотность частиц зависит также от равномерности распределения легирующих элементов.
Истинную плотность частиц называют пикнометрической плотностью. Ее определяют при помощи мерных сосудов – пикнометров. У каждого пикнометра имеется калибровочная метка, ограничивающая его постоянный объем Vпикн. При определении пикнометрической плотности порошка высушенный пикнометр взвешивают (М-масса пикнометра), заполняют на 0,5-0,7 объема исследуемым порошком и снова взвешивают, фиксируя массу пикнометра с порошком (М1). Затем в пикнометр заливают пикнометрическую жидкость до заполнения его на 0,75-0,8 объема, тщательно взбалтывают и доливают пикнометрическую жидкость до калибровочной метки пикнометра. Далее взвешивают пикнометр с порошком и жидкостью (М2) и рассчитывают объем жидкости в пикнометре Vж:
Vж = (М2 – М1)/γж,
где γж ‑ плотность пикнометрической жидкости. Окончательно пикнометрическую плотность частиц порошка определяют по формуле:
γпикн = (М1 – М)/(Vпикн. - Vж). (2.9)
Пикнометрическая жидкость должна хорошо смачивать порошок и не взаимодействовать с ним. Размер молекул жидкости должен быть по возможности минимальным, чтобы полностью заполнялись мельчайшие поры и трещины порошковых частиц. Перечисленным требованиям отвечают керосин, спирты, бензол, ацетон, которые обычно и применяются в качестве пикнометрических жидкостей.
Микротвердость
Микротвердость частиц служит косвенной оценкой их деформируемости и пластичности. Эти характеристики порошковых частиц во многом определяют прессуемость порошка, прочность прессованных заготовок, стойкость пресс-форм и требуемые силовые параметры прессового оборудования.
Определение микротвердости осуществляется вдавливанием в шлифованную поверхность частицы алмазной пирамидки с углом при вершине 136о. Нагрузка на пирамидку регулируется в интервале 0,5-200 г. О микроотвердости частицы судят по размеру диагонали отпечатка на поверхности шлифа. Шлиф для определения микротверлости приготавливают следующим образом. Исследуемый порошок смешивают с бакелитом. Смесь прессуют при давлении 100-200 МПа в небольшой брикет, который затем нагревают до 100-140оС для полимеризации бакелита. Затем брикет с одной стороны шлифуют и полируют. Для замера микротвердости применяют приборы типа ПМТ-3.
Контрольные вопросы:
1. Перечислите основные (типичные) формы частиц порошка.
2. Каков размер частиц наиболее употребляемых металлических порошков?
2. Что такое гранулометрический состав порошка, и какие Вы знаете методы его определения?
3. Ситовый анализ размера частиц порошка.
4. Седиментационный анализ размера частиц порошка.
5. Микроскопический анализ размера частиц порошка.
6. Какой понадобится Вам микроскоп для исследования нанопорошков?
7. Методы определения удельной поверхности порошка. Краткая характеристика их сущности.
2.3. ТЕХНОЛОГИЧЕСКИЕ СВОЙСТВА
Насыпная плотность и плотность утряски
Насыпная плотность это масса единицы объема порошка при свободной насыпке (γнас, г/cм3). Величина насыпной плотности зависит от природы порошка и его угла естественного откоса (рис. 2.13). Этот угол для металлических порошков лежит в пределах от 25 до 70 º и зависит от плотности укладки частиц при свободном заполнении какого-то объема.

Рис. 2.13. Схема (а) образования угла естественного откоса и приборы (б, в) для его определения: 1 – корпус; 2 – шибер;
3 – прозрачная стенка с угломером
Насыпная плотность тем больше, чем выше пикнометрическая плотность и крупнее частицы порошка, а также чем изометричнее их форма. Выступы и неровности на поверхности частиц повышают межчастичное трение и затрудняют их перемещение относительно друг друга, что также снижает насыпную плотность. Гранулометрический состав двояко влияет на насыпную плотность. Увеличение содержания более дисперсных частиц, как правило, ее снижает, однако при определенном соотношении крупных и мелких частиц, когда мелкие частицы заполняют пустоты между крупными, насыпная плотность возрастает. В последнем случае крупные частицы должны в 7-10 раз быть больше мелких частиц. Насыпная плотность определяет габариты засыпной полости формующего инструмента, обычно высоту матрицы пресс-формы, и поэтому является одной из важнейших характеристик порошка.
Насыпную плотность определяют по ГОСТ 19440-94 на волюмометре (рис. 2.14а), который представляет собой канал прямоугольного сечения с наклонными перегородками. Предварительно высушенный порошок засыпается через верхнюю воронку и, равномерно разрыхляясь, заполняет мерную емкость с объемом 25 см3. Излишек порошка (горку над меркой) удаляют стеклянной пластинкой или ребром немагнитной линейки. Затем пробу порошка взвешивают и рассчитывают насыпную плотность по отношению массы порошка к мерному объему. Насыпную плотность порошков с хорошей текучестью можно определять прямой засыпкой их в мерную емкость через воронку с выходным отверстием 5 мм (рис. 2.14б).
Плотностью утряски называют отношение массы порошка к его объему после утряски его по определенной программе. Метод определения этой характеристики регламентируется ГОСТ 25279-82. Высушенный порошок массой 50 – 100 г помещают в стеклянный мерный цилиндр объемом 25 – 100 см3 (рис. 2.15), на который накладывают осевую вибрацию с частотой 100 – 300 ударов в минуту при амплитуде встряхивания 3 мм. Вибрацию продолжают до прекращения изменения объема порошка. Плотность утряски рассчитывают как отношение массы порошка к его объему после утряски. Плотность утряски может возрасти на 20-50 % по отношению к насыпной плотности. Максимальная плотность утряски достигается для порошков сферической формы с минимальной шероховатостью поверхности.

| 
|
| Рис. 2.14. Приборы для определения насыпной плотности порошка: а – волюмометр (1 – приемная воронка; 2 – малая воронка; 3 – съемная крышка; 4 –опорная стенка; 5 – отбойные пластины; 6 – направляющая воронка; 7 ‑ стакан); Б – воронка (1 – штатив; 2 – воронка; 3 – стакан) | Рис. 2.15. Прибор для определения плотности утряски порошка: 1 – мерный цилиндр; 2 – держатель; 3 – направляющая втулка; 4 – опорная пластина; 5 – кулачок |
Текучесть
Текучестью порошка называют его способность перемещаться под действием силы тяжести. Текучесть определяют по ГОСТ 20899-75 как время истечения в секундах навески порошка массой 50 г через калиброванное отверстие диаметром 2,5 мм (рис. 2.16). Текучесть порошка зависит от пикнометрической плотности, гранулометрического состава, формы и состояния поверхности частиц и т. д. Эта характеристика учитывается при определении производительности автоматических прессов, поскольку она определяет время заполнения пресс-формы порошком. Текучесть ухудшается при увлажнении порошка, увеличении его удельной поверхности и доли мелких фракций. Окисление поверхности порошка обычно улучшает текучесть в связи с уменьшением коэффициента межчастичного трения.

Рис. 2.16. Воронка для определения текучести порошка
Уплотняемость, прессуемость и формуемость
Уплотняемость металлического порошка это его способность к уменьшению занимаемого объема под воздействием давления. По ГОСТ 25280-82 эта характеристика оценивается по плотности прессовок, изготовленных при давлении прессования 200, 400, 500, 600, 700 и 800 МПа в цилиндрической пресс-форме. Массу навески порошка вычисляют по формуле M = 0,79 d3 γп, где М – масса навески, г; d – диаметр отверстия матрицы пресс-формы, см; γп – пикнометрическая плотность частиц, г/cм3.
Конструкция пресс-формы и последовательность выполнения операций при определении уплотняемости порошка приведены на рис. 2.17.

Рис. 2.17. Приспособление для определения уплотняемости (а) и
схема получения образцов (б): 1 – матрица; 2 – обойма; 3 – пуансон верхний или нижний; А – заполнение пресс-формы порошком; Б,
В – прессование порошка; Г – выталкивание образца
Перед засыпкой порошка стенки матрицы смазывают раствором стеарата цинка (раствор цинковой соли стеариновой кислоты в ацетоне). Данные по уплотняемости порошка представляют в виде таблицы или графика зависимости плотности прессовок от давления прессования. Прессуемость металлического порошка есть его способность образовывать под воздействием давления тело, имеющее заданные размеры, форму и плотность. Эта характеристика дает качественную оценку порошка.
Формуемость металлического порошка это его способность сохранять приданную ему под воздействием давления форму в заданном интервале значений пористости. Формуемость определяется по ГОСТ 25280-82 путем прессования навески и последующего установления интервала пористости, при которой прессовки, извлеченные из пресс-формы, не осыпаются и не имеют расслоений и трещин. Навеска массой m = 2,5 γп прессуется в разборной пресс-форме (рис. 2.18). Профиль верхнего пуансона 1 (рис. 2.18а) выполнен таким образом, что давление на порошок в пресс-форме распределяется неравномерно. Это позволяет получить образец с переменной по длине плотностью. Зону низкой формуемости, по длине исследуемой прессовки, определяют в результате осмотра основания и боковых поверхностей прессовки с измерением места ее расположения. Осмотр проводится с помощью лупы. Далее по графику (рис. 2.18б), по оси абсцисс которого отложено расстояние, соответствующее длине прессовки, определяется значения пористости, при которой прессовка не осыпается (П1) и значения пористости, при которой нет расслоений и трещин (П2). Минимальное (γ1) и максимальное (γ2) значения плотности, соответствующие пористостям П1 и П2, определяются по формулам: γ1 = (1- П1) и γ2 = (1 – П2). Полученные значения плотности прессовок, при которых обеспечивается достаточно хорошая формуемость порошка, используют для определения (по характеристикам уплотняемости) диапазона давлений, необходимых для прессования данного порошка.

Рис. 2.18. Приспособление для определения формуемости
порошка (а), схема получения образцов (б) и диаграмма для нахождения значений пористости (в): 1 – пуансон верхний: 2 – матрица;
3 – обойма; 4 – пуансон нижний; А – заполнение порошком;
Б, В – прессование порошка; Г – выталкивание образца
2.4. Отбор и подготовка проб
Отбор и подготовка представительной пробы должны проводиться в соответствии с ГОСТ 23148-78. От контролируемой партии порошка отбирается общая проба, представляющая собой совокупность всех взятых разовых проб Разовая проба это количество металлического порошка, отобранное при однократном взятии пробы из единичной упаковки. Масса представительной пробы должна быть достаточна для приготовления из нее всех проб, необходимых для испытаний, и некоторого резерва на случай повторных или арбитражных испытаний.
Отбор разовых проб производят с помощью щупов различных типов (рис. 2.19). Для порошков с высокой текучестью применяют щупы в виде вставленных одна в другую трубок (рис. 2.19а).

Рис. 2.19. Щупы для отбора проб: а – для порошка с хорошей
текучестью; б – для порошка с плохой текучестью;
в – для порошка с очень плохой текучестью
Наружная трубка имеет закрытый торец и щелеобразную шлицу по всей длине погружаемой в порошок части щупа. Внутренняя трубка также имеет одну или несколько шлиц, расположенных таким образом, чтобы при вращении трубок в разные стороны шлицы то открывались, то закрывались. Щуп вводят в емкость с порошком до самого днища упаковки при закрытых шлицах. Затем шлицы открывают поворотом наружной трубки до совмещения шлифов, а после заполнения порошком пространства между трубками, вновь закрывают шлицы. Далее щуп извлекают из емкости с порошком и его содержимое – разовую пробу высыпают в сборник для общей пробы.
Щупы для отбора порошков с плохой текучестью представляют собой трубки определенного диаметра с открытым торцом (рис. 2.19б, в). Диаметр трубки подбирается так, чтобы порошок, вдавившийся в трубку, при ее погружении остался бы в ней при извлечении трубки из емкости.
Точки отбора разовых проб должны отстоять от борта упаковки не ближе чем на 1/3 радиуса окружности, вписанной в упаковку. Иногда разовые пробы берутся от непрерывного потока частиц порошка. В этих случаях применяют механический пробоотборник, пересекая им поток порошка через определенные промежутки времени. Интервал между отсечками разовых проб (t, мин) определяют по формуле t = 60 m/n, где m – масса исследуемой партии порошка, кг; φ – расход потока порошка, кг/ч; n – число разовых проб.
Представительную пробу готовят из общей пробы перемешиванием в конусном смесителе, или последовательно пересыпая порошок не менее 10 раз, или 4 раза просеивая порошок через сито с размером ячеек в 2 – 3 раза больше максимального размера частиц порошка. После перемешивания пробы обычно сокращают квартованием или с помощью желобчатого (рис. 2.20) или вращающегося делителя (рис. 2.21).
При квартовании порошок насыпают на чистую плиту конусом, нажимают пластинкой, уплотняя порошок до 1/4 от высоты первоначального конуса. Затем с помощью крестовины с перпендикулярными ребрами разделяют порошок на 4 примерно равные части. Для взятия пробы обычно используют порошок из двух противоположных секторов крестовины. Операцию квартования при необходимости повторяют.
Желобчатый делитель целесообразно применять для порошков с хорошей текучестью. Предварительно смешанную пробу равномерно сверху насыпают на приемную плоскость делителя. Для испытаний используют порошок из одного сборника правого или левого. Если требуется уменьшить массу пробы, операцию деления повторяют.

| 
|
| Рис. 2.20. Схема желобчатого делителя | Рис. 2.21. Схема вращающегося делителя: 1 – засыпная воронка; 2 – сборники; 3, 4 – ограничительные цилиндры; 5 – вращающийся диск |
При сокращении пробы с помощью вращающегося делителя порошок засыпают через воронку в сборники делителя. При этом скорости вращения диска и засыпки порошка должны обеспечить одинаковую массу порошка в каждом сборнике. При необходимости операцию сокращения пробы повторяют.
Рекомендуется во всех случаях подготовленную представительную пробу делить на две примерно равные части. Одна из этих частей направляется на испытания, а вторая хранится на случай арбитражных анализов при разногласиях в оценке качества порошка.
Контрольные вопросы:
1. Перечислите технологические свойства порошка.
2. Что такое насыпная плотность и плотность утряски порошка?
3. Как определить текучесть порошка?
4. Уплотняемость, прессуемость и формуемость порошков.
5. Назовите приборы для исследования технологических свойств порошков.
6. Каков порядок отбора проб для исследования свойств порошков?
7. В чем различие между общей и разовой пробами порошка?
8. Какие применяют щупы для отбора проб порошка?
9. Как провести сокращение массы представительной пробы порошка?
Глава 3. Формование порошков
Формование металлического порошка представляет собой технологическую операцию, в результате которой металлический порошок образует тело, имеющее заданные форму, размеры и плотность. Такое порошковое тело называют формовкой. Одной из наиболее распространенных операций формования является прессование порошков в формах. Полученные прессованием формовки часто называют прессовками. В процессе формования под воздействием давления или вибрации происходит консолидация порошковых частиц, в результате которой и формируется требуемая заготовка.
3.1. ПОДГОТОВКА ПОРОШКОВ К ФОРМОВАНИЮ
Основными операциями при подготовке порошков к формованию являются отжиг, классификация и смешивание. Эти дополнительные операции перед формованием порошков вводятся, прежде всего, потому, что при производстве порошков на специализированных предприятиях невозможно учесть многообразные требования различных потребителей к порошку. Почти всегда у потребителей возникает необходимость в специальных подготовительных операциях для придания порошку определенных химических и физических характеристик, обеспечивающих нужные конечные свойства продукции.
Отжиг
Этот вид тепловой обработки применяется для решения разных задач, в том числе: для повышения однородности химического состава частиц; восстановления оксидов, оставшихся при получении порошка или вновь образовавшихся при окислении; для снятия наклепа с целью повысить пластичность частиц и, соответственно, улучшить прессуемость и формуемость заготовок. В некоторых случаях отжиг проводят для дегазации порошка, уменьшения его пирофорности за счет укрупнения частиц и с другими целями.
Нагрев порошка проводят в защитной среде (вакуум, инертный газ, восстановительная среда) при температуре 0,4-0,6 Тпл металла порошка. Чаще всего отжигают порошки, полученные механическим измельчением твердых материалов, распылением расплавов, электролизом и разложением карбонилов. Такие порошки наиболее наклепаны, содержат много оксидов и растворенных газов. Восстановленные порошки отжигают только тогда, когда требуется повысить чистоту порошка или укрупнить мелкие частицы.
Отжиг проводят в проходных печах. Для более полной очистки порошков от разных примесей часто применяют атмосферы с галогенсодержащими добавками. Так, например, при отжиге железного порошка в восстановительную атмосферу из водорода дополнительно вводят хлористый водород, что позволяет снизить содержание в порошке кремния и марганца. Наличие хлористого водорода способствует образованию легко испаряющихся хлоридов этих металлов.
Классификация
Классификация или рассев порошка на фракции, которые используются либо непосредственно для формования, либо для составления смесей с заданным соотношением размеров частиц. Некоторые фракции могут оказаться непригодными для прямого использования, и могут потребовать дополнительной обработки, например измельчения или, наоборот, укрупнения.
Для классификации порошков чаще всего применяют различные типы сит, основными из которых являются механические сита с электромагнитным или рычажным вибратором. Сетки сит аналогичны тем, которые применяют в ситовом анализе. На рис. 3.1 показано, в качестве примера, трехдечное вибросито, содержащее набор обечаек с рассеивающими поверхностями. Загрузочный и разгрузочный патрубки снабжены резиновыми манжетами для герметичной стыковки.

Рис. 3.1. Вибросито СВ3 0,9: 1 – цилиндрическая обечайка;
2 – нижняя обечайка; 3 – упругие связи; 4 – рама; 5 – двигатель;
6 – вал вибровозбудителя; 7 – манжеты, 8 - разгрузочный патрубок;
9 – рассеивающие поверхности; 10 – загрузочный патрубок
Вибросито выполнено пыленепроницаемым и имеет приспособления для отбора проб из потока порошка в разгрузочных патрубках. Площадь каждого из просеивающих сеток равна 0,56 м2 при наружном диаметре обечаек 900 мм. Частота и амплитуда колебания дек регулируется. Рассев порошка можно вести на четыре фракции. Вибросито укомплектовано просеивающими сетками с размером ячеек 1; 0,315; 0,16; 0,1 и 0,05 мм. Эффективность разделения на фракции зависит от природы материала порошка, формы и размера его частиц. При необходимости очистить порошок от магнитных примесей, вибросита используют совместно с электромагнитными сепараторами. В практике ПМ иногда применяют протирочные сита в тех случаях, когда свободный просев порошка затруднен или протекает медленно. В этих ситах имеется специальное устройство, которое с небольшим усилием давит на порошок и ускоряет его проход через сетку.
Классификацию порошков с размером частиц менее 40 мкм проводят в воздушных классификаторах по принципу осаждения более крупных частиц из несущего газового потока под действием силы тяжести. Эффективными классификаторами являются циклоны-сепараторы. В корпус циклона тангенциально (по касательной к окружности) вводится газовый поток с частицами порошка, который приобретает вращательное движение. Каждая частица находится под действием силы тяжести, центробежной силы и давления газового потока. В результате частицы движутся по спирали и, достигнув стенки корпуса, перемещаются по его конусу к выпускному патрубку. Мелкие частицы, оставшиеся в газовом потоке, направляются в следующий циклон, где процесс повторяется при меньшей скорости газового потока. Изменение скорости потока позволяет регулировать работу таких сепараторов.
В некоторых случаях классификацию порошка проводят в жидкой среде с использованием тех же принципов гравитационного или центробежного разделения частиц. Схема гидравлического классификатора приведена на рис. 3.2.
Порошковая пульпа поступает через патрубок 5 в чан 1. Снизу по трубе 8 в чан подают воду для создания взвешенного слоя оседающих частиц. Крупные частицы из нижней части чана удаляются сифонами 6, работа которых регулируется клапанами 3 и пьезометрическими трубками 2. В начальный момент сифоны 6 приводятся в действие водой, подаваемой через трубки 4. Слив с тонкой фракцией порошка стекает в желоб 7. Полная разгрузка чана производится через штуцеры 9.

Рис. 3.2. Схема гидравлического классификатора: 1 – чан;
2 – пьезометрические трубки; 3 – клапан; 4,8 – трубы для подачи
воды; 5 – патрубок; 6 – сифоны; 7 – желоб; 9 – штуцеры
Приготовление смесей
Одной из важнейших операций при изготовлении порошковых изделий является приготовление смесей. Задача смешивания – превращение совокупности частиц при их начальном произвольном распределении в макрооднородную, гомогенную смесь. В первоначальную совокупность частиц могут входить порошки разного химического состава или разного гранулометрического состава (одного химического состава), а также их разнообразные смеси, в том числе с неметаллическими добавками. Результат и скорость смешивания зависят от формы и величины частиц, гранулометрического состава, числа смешиваемых компонентов, соотношения их плотностей, межчастичного коэффициента трения, способности частиц к агрегации. Кроме того, эффективность смешивания зависит от траектории перемещения частиц и изменения гранулометрического состава в результате раздавливания и истирания частиц при смешивании. Эти факторы определяются конструкцией смесителя.
Смешивание ‑ случайный процесс, поэтому соотношение компонентов в отдельных небольших объемах в различные моменты времени является случайной величиной. В конечный момент смешивания желательно получить такое состояние смеси, при котором все смешиваемые компоненты имели бы равную вероятность нахождения в любом макрообъеме смеси. В учебниках и специальной литературе содержатся формулы для расчета вероятностных характеристик процесса смешивания, однако на практике реальная продолжительность смешивания определяется опытным путем. Практический опыт показывает, что реальная длительность смешивания не должна превышать нескольких часов. Излишнее время смешивания может быть вредным, если при этом происходят нежелательное взаимодействие между компонентами или чрезмерное переизмельчение и окисление порошка. Обычно за оптимальное время смешивания принимают время, при котором 95 % и более проб содержат определяемый компонент в заданном объеме.
Если смешивается большое количество одного компонента с малым количеством другого, то вероятность достижения гомогенного состава смеси уменьшается. В таком случае для достижения более однородного состава рекомендуется применять многоступенчатое смешивание компонент. Сначала компонента, которой мало, смешивается с некоторой частью основной компоненты, а затем полученная смесь смешивается с остатком основной компоненты.
Наиболее распространено механическое смешивание в шаровых мельницах и смесителях различного типа. При смешивании в шаровой вращающейся мельнице качество смеси определяется скоростью вращения барабана, соотношением массы размольных тел и шихты, размерами размольных тел и степенью заполнения ими барабана. Лучшие результаты достигаются при скорости вращения, составляющей 20-40 % от критической, соотношении шихты и шаров по массе 1:1 и диаметре шаров 10 – 15 мм.
В тех случаях, когда измельчение при смешивании нежелательно, используют барабанные, шнековые, лопастные, центробежные, планетарные, конусные смесители и установки непрерывного действия (УНС). Широко применяются двухконусные смесители (рис. 3.3) вместимостью от 200 до 2500 л и производительностью от 50 до 1500 кг/ч при длительности рабочего цикла 1 – 2 ч. Смешивание в шнековых и лопастных смесителях проводят при приготовлении пастообразных смесей или смесей с добавками различных пластифицирующих веществ, улучшающих процесс формования (раствор каучука в бензине, парафин, стеарат цинка и т. п.).
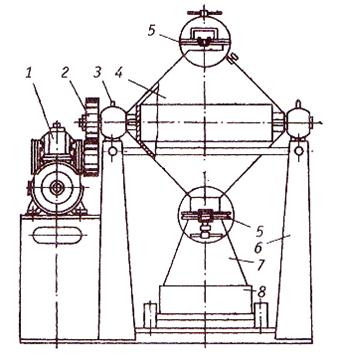
Рис. 3.3. Двухконусный смеситель: 1 – редуктор; 2 – передача;
3 – подшипник; 4 – корпус; 5 – крышка люка; 6 – стойка;
7 – разгрузочный бункер; 8 – тележка для выгружаемого порошка
В нашей стране и за рубежом применяется высокопроизводительный смеситель «Турбула» емкостью 400 л. Рабочий сосуд смесителя вращается в трех плоскостях одновременно, создавая вихревое кружение находящихся в нем компонентов. Это создает попеременное ускорение и замедление частиц порошка, что способствует быстрому и качественному перемешиванию. Обычно перемешивание 300-500 кг шихты длится 5-10 мин.
В жидкой среде смешивание происходит гораздо интенсивнее, чем в газовой. Это объясняется более высокой подвижностью частиц в жидкости и уменьшением силы электрического притяжения между частицами. Кроме того, в тонких щелях частиц капиллярные силы создают повышенное давление, которое разъединяет соединенные в агрегаты частицы. Жидкость препятствует пылению, что также способствует процессу получения однородной смеси. Тем не менее, применение мокрого смешивания не всегда оправдано как по экономическим, так и по техническим соображениям. Например, использование воды как среды при смешивании влечет за собой возможное дополнительное окисление порошка и потребность в проведении дополнительного восстановительного отжига. Использование вместо воды спирта значительно удорожает технологию.
В отдельных случаях, например при получении дисперсно-упрочненных материалов, применяют химические методы смешивания. Одним из таких методов является смешивание растворов солей соответствующих металлов с последующей кристаллизацией упариванием объединенного раствора. Химическое смешивание обеспечивает высокую равномерность распределения компонентов, однако широкого распространения не получило по причине того, что зачастую не удается подобрать соответствующие растворы соединений требуемых металлов. Кроме того, химическое смешивание делает обязательным применение сушки, что усложняет и удорожает технологию.
Результаты смешивания контролируют по физико-технологическим свойствам шихты и химическим анализом проб.
Контрольные вопросы:
1. Назовите основные операции подготовки порошков к формованию.
2. Для чего проводится отжиг порошков?
3. Классификация порошков и применяемое оборудование.
4. Для чего смешивают порошки, и какие компоненты входят в состав смесей?
5. Какие факторы влияют на гомогенность смеси?
6. Назовите основные типы смесителей и охарактеризуйте принципы их работы.
7. Химический метод смешивания порошков.
3.2. ПРЕДВАРИТЕЛЬНАЯ ОБРАБОТКА ПОРОШКА
За рубежом, в частности, в США, исключительное внимание уделяется предварительной обработке порошка перед формованием, поскольку от качества порошковой смеси, прежде всего, зависят конечные свойства порошковых изделий.
Общие положения
Часто возникает необходимость в предварительной обработке порошка для придания порошку специальных свойств, улучшающих его характеристики и поведение при формовании и спекании. Предварительная обработка порошка может включать в себя различные операции. Классификация порошка с помощью ситового рассева или воздушной сепарации позволяет выделить нужные фракции порошка. При изготовлении высококачественной продукции классификация применяется для удаления вредных примесей, которые обычно концентрируются в наиболее мелких частицах. Соответственно, удаление мелких частиц из порошка, повышает его чистоту. Классификация необходима для выделения фракций порошка с требуемым размером частиц при производстве фильтров и ограничителей потоков газа и жидкости.
Перемешивание и смешивание являются основными операциями предварительной обработки порошка. Под перемешиванием понимается усреднение порошка одного химического состава, смешивание представляет собой получение гомогенной смеси из двух и более компонент. Порошки одного состава необходимо перемешивать особенно после транспортных операций, поскольку вибрация, сопутствующая транспортировке, разделяет мелкие и крупные частицы. Смешивание порошков и получение гомогенной порошковой массы необходимо при получении сплавов и однородном распределении различных добавок. Например, распыленные порошки оловянистой бронзы имеют более высокую твердость, чем порошки меди и олова, поэтому выгоднее прессовать смесь медных и оловянных порошков, что значительно уменьшит износ пресс-форм. Но для этого необходимо предварительно получить гомогенную смесь из порошков меди и олова, поскольку формирование бронзы будет происходить в процессе спекания, и уровень свойств спеченных изделий будет в сильной степени зависеть от однородности химического состава. Другим примером может служить технология инжекционного формования, когда связующая фаза вводится в порошок для придания ему необходимой формы. Эта фаза должна быть равномерно распределена в объеме порошка, без чего невозможно получить качественное изделие. Аналогичным образом органические смазки смешиваются с порошком для уменьшения трения и повышения срока службы пресс-форм. При формовании твердых порошков (оксиды, карбиды, интерметаллиды) в порошок вводят добавки (пластификаторы), повышающие прочность порошковой прессовки. Иногда применяется дополнительная обработка порошка в аттриторах, например, при механическом легировании, когда требуется соединение разнородных частиц. Аттриторная обработка применяется также с целью разрушить агломераты из порошковых частиц (деагломерация), в тех случаях, когда для последующих операций требуются мелкие дискретные частицы. И, наоборот, часто возникает необходимость превратить мелкие частицы в гранулы для уменьшения межчастичного трения и улучшения текучести при работе на прессах-автоматах.
Агломерация и деагломерация
Дисперсные частицы создают проблему агломерации. Агломерация порошков инициируется конденсацией жидкости или нагревом и создает затруднения при засыпке порошка, смешивании, формовании и спекании. Возможна даже холодная сварка порошковых частиц при измельчении и смешивании. Агломерация возникает в результате сильного развития поверхности и сил межмолекулярного взаимодействия. Например, Ван-дер-Ваальсовские силы, действующие на малые расстояния, способствуют схватыванию частиц размером 50 нм и менее. Эти силы создают когезивную прочность сцепления частиц, причем когезивная прочность повышается с увеличением относительной плотности. Для крупных частиц эта сила мала и такой порошок обладает хорошей текучестью. Агломерация часто вызвана влажностью порошков. Агломерация, вызванная влагой, представляет собой серьезную проблему для порошков с размером частиц менее 100 мкм. Если размер частиц порошка менее 1мкм, то такие порошки агломерируются даже в сухом состоянии. Наличие сил сцепления частиц порошка можно определить по величине угла естественного откоса. Это угол, между образующей конуса и горизонталью при свободной засыпке порошка на горизонтальную плоскость. У мелких частиц неправильной формы углы откоса больше, чем у крупных сферических частиц. Для крупных сферических частиц угол откоса около 30о. Вообще для свободно текущих порошков угол откоса не превышает 38о. Когда угол откоса достигает 45 º, это свидетельствует о наличии когезии в массе порошка.
Деагломерация представляет собой комбинацию сушки, измельчения и поверхностной обработки порошка. Обычно деагломерация порошка осуществляется легким измельчением шарами в сухой атмосфере, желательно ударное воздействие шаров, но без дополнительного измельчения исходных частиц, образующих агломераты. Деагломерацию мелких частиц производят созданием между частицами отталкивающих сил. Для этого на поверхность частиц наносят тонкие молекулярные покрытия. Материал покрытий ‑ разбавленные моющие средства (мыльные растворы), а в некоторых случаях – глицерин, стеариновая и олеиновая кислоты и др.
Модификация частиц
Если отсутствует влага, течение порошка при засыпке определяет форма его частиц. Трение между частицами сильно зависит от шероховатости поверхности частиц. Чем больше поверхность порошка, грубее поверхность его частиц и больше отклонение от правильной формы, тем ниже плотность упаковки порошка, больше угол естественного откоса и хуже текучесть порошка. Для повышения плотности упаковки и деагломерации порошка следует, прежде всего, сгладить поверхность и сфероидизировать форму порошковых частиц. Одним из методов сглаживания поверхности является отжиг порошка. На поверхности порошковых частиц обычно концентрируются оксиды и другие вредные примеси. Для очистки порошка от этих примесей проводят отжиг порошка в восстановительной атмосфере, содержащей водород, диссоциированный аммиак или монооксид углерода. Отжиг проводится при температуре около 0,5 температуры плавления металла порошка.
В тех случаях, когда надо удалить из порошка посторонние частицы, порошок чистят методами воздушной классификации, магнитной и электростатической сепарации. Воздушная классификация наиболее эффективна тогда, когда надо удалить мелкие частицы, которые содержат особенно много примесей. Подобная очистка применяется для повышения усталостной прочности изделий из жаропрочных сплавов, изготавливаемых из распыленных порошков. Для распыленных газом порошков иногда необходимо провести вакуумную дегазацию, чтобы удалить абсорбированные при дегазации газы. Поверхность порошка может быть очищена химическим травлением, ультразвуком или ударным воздействием шаров (наклепом) во вращающейся мельнице. Химическая обработка не получила широкого применения. Ультразвуковая обработка эффективна для удаления поверхностных пленок у более мягких (рыхлых) порошков. Кавитация удаляет примеси с поверхности на глубину примерно 10 мкм. Удары при измельчении порошков скалывают поверхностные примеси. Подобные методы очистки изменяют топографию поверхности, форму частиц и их поведение при засыпке и упаковке.
Упаковка частиц
Характер упаковки частиц порошка является его важной характеристикой, поскольку во многом определяет заполнение форм, содержание связующих добавок и усадку при спекании. Для порошков типичны беспорядочные структуры упаковки. У однородных по размеру сферических частиц засыпанных в контейнер, относительная плотность изменяется от 0,6 (свободная засыпка) до 0,64 (засыпка с вибрацией). Это соответствует координационному числу 6 – 7 (число контактов частицы с соседями). Для частиц неправильной формы относительная плотность упаковки около 0,3 и даже ниже для очень мелких порошков неправильной формы. При такой относительной плотности координационное число лежит в пределах 2 – 4.

|
| Рис. 3.4. Влияние формы частиц на плотность упаковки порошка |
Низкая плотность упаковки свидетельствует о значительном межчастичном трении. Чем более развита поверхность порошка и больше отклонения от правильной формы частиц, тем ниже плотность упаковки. На рис. 3.4 показана относительная плотность упаковки для порошков с различной формой частиц. Плотность упаковки растет по мере сглаживания поверхности частиц и приближения к округлой равноосной форме. Интересно отметить, что максимальная плотность упаковки у частиц слегка отличных по форме от сферы. Понятно, например, что кубики в определенном порядке могут быть упакованы с плотностью около 100 %.
Для более плотной упаковки можно подобрать соответствующий фракционный состав порошка. Бимодальное распределение частиц по размерам обеспечивает более высокую плотность упаковки по сравнению с обычным нормальным распределением. Прибавляя к крупным частицам мелкие, мы увеличиваем плотность засыпки до некоторой максимальной величины.
Для двух сильно различающихся по размерам порошков плотность упаковки крупных частиц составит fL = 0,64, а максимальная плотность f* = 0,734. Максимальная ожидаемая плотность при соответствующем подборе размеров частиц составит 0,87. Соотношение размеров частиц 7:1 соответствует размеру пор между крупными частицами в бимодальной смеси. Дальнейшее развитие идеи увеличения плотности упаковки приводит к тримодальному распределению частиц по размерам 49:7:1. По мере увеличения числа фракций в порошковой смеси возрастают практические проблемы, и снижается выгода от более плотной упаковки. Целесообразность применения бимодальной порошковой смеси сомнений не вызывает, однако смеси, состоящие из большего числа фракций, могут оказаться не приемлемыми для практики. Вообще широкое распределение частиц по размерам обеспечивает высокую плотность упаковки, так как мелкие частицы заполняют пустоты между крупными. Практика показывает, что в этом случае плотность упаковки может достигать 87 %, но получить максимальную плотность упаковки трудно, из-за неоднородного распределения частиц в реальном порошке.
Концепция фильтруемости
Фильтруемость рассматривается как наличие постоянных проходов (каналов) в порошковом слое. Она подобна электропроводимости смеси частиц из проводников и изоляторов. Проводимость в такой смеси появится при некоторой достаточно высокой концентрации частиц-проводников. Если частицы проводников и изоляторов имеют сферическую форму и одинаковый размер, то критическая концентрация частиц-проводников, при которой смесь станет электропроводной, составит 25-28 % для свободно засыпанного порошка и 18 % для уплотненного брикета. Это можно считать фильтрационным порогом. Важно понимать, что небольшие изменения в порошковой смеси ‑ добавление последней порции порошка, производит принципиальное изменение свойств этой смеси. При изменении соотношения размеров порошков, составляющих смесь, меняется численное значение фильтрационного порога. Концепция фильтруемости имеет практическое значение. Например, при синтезе интерметаллида Ni3Al из смеси порошков никеля и алюминия плотный брикет формируется только тогда, когда порошок алюминия значительно мельче, чем порошок никеля и в прессованном брикете при низкой концентрации алюминия имеет место порог фильтруемости. Подобное правило распространяется и на композиции металл-полимер, металл-керамика, где нужна электропроводность.
Добавки в порошок
При предварительной обработке порошка широко применяются различного рода добавки, в том числе:
‑ растворители и дисперсанты, например вода, полиакрилат аммония ‑ используется как диспергирующие добавки;
‑ пластификаторы, например глицерин ‑ используется для снижения вязкости смеси;
‑ поверхностно-активные жидкости, например, стеариновая кислота, используется для улучшения смачиваемости поверхности частиц связующей добавкой;
‑ сгустители, например резиновый клей, ‑ используется для повышения вязкости в системе порошок-связка;
‑ связующие добавки, например парафин, ‑ используется для обеспечения прочности порошковой прессовки;
‑ смазки, например стеарат цинка, ‑ используется для снижения трения при контакте порошка с прессовой оснасткой.
Некоторые добавки совмещают разные функции. Из большого разнообразия добавок можно выделить две основные категории: смазки, снижающие коэффициент трения, чтобы свести к минимуму износ инструмента и связующие добавки для обеспечения прочности порошковых прессовок и формовок в «сыром» состоянии, до спекания.
Трение между порошком и формующим инструментом является серьезной проблемой. Чем интенсивнее трение, тем меньше срок службы инструмента, и больше в порошковом изделии продуктов износа и дефектов. Есть два способа применения смазки ‑ нанесение смазки на поверхность формы и введение смазки в порошок. Смазка поверхности форм кажется более предпочтительной, но на практике этот способ трудно осуществить в автоматизированном производстве. Поэтому чаще смазку вводят в порошок перед прессованием. При формовании смазка создает вязкую пленку на стенках инструмента и этим снижает коэффициент трения. Применение в качестве смазки масел с низкой вязкостью не эффективно, потому что при высоком давлении смазка выдавливается с поверхности трения. Обычно в качестве смазки применяют порошки стеарата в количестве 0,4-1,5 %. Например, стеарат цинка (С18Н35ОZn) содержит 14 % оксида цинка, размягчается при 100 ºC и плавится при 120 ºC. Смазка представляет собой мелкие частицы, полученные механическим измельчением или распылением из жидкого состояния. Повышение концентрации смазки резко уменьшает давление выталкивания. Соответственно уменьшается износ пресс-форм. На практике количество смазки выбирается с учетом межчастичного трения, требуемой плотности и прочности прессовок, а также давления выталкивания. С повышением твердости порошка и наличия в нем керамических частиц возрастает абразивное воздействие на стенки формы. В этом случае концентрация смазки повышается.
Связующие добавки, вводимые в порошок, ‑ это клеи, которые обеспечивают прочность прессовок в сыром состоянии. Для твердых частиц роль клеящей связки особенно важна. В качестве связующих часто применяются воскообразные полимеры, поскольку они недорогие и легко удаляются термическим пиролизом. Связующие должны легко диспергироваться, обладать оптимальной вязкостью и достаточной адгезией к порошку, а также обеспечивать высокую прочность прессовок. Типичными связующими являются: полиакрилат и стеарат аммония, глицерин, парафин, воск, полипропилен, борная кислота и др.
Мелкие порошки часто подвергают агломерации для придания им сферической формы с целью обеспечить быстрое и однородное заполнение форм. Такая обработка порошка особенно важна для условий массового высокопроизводительного производства. Для получения сферических агломератов применяют струйный метод и электростатическую агломерацию. Окончательные продукты имеют вид округлых и сферообразных частиц разных размеров. Различные полимеры и воски используются для агломерации, в том числе поливиниловый спирт, полиэтилен-глюколь, парафиновый воск или воднорастворимые парафины. Когда растворитель испаряется, мелкие частицы схватываются, образуя агломерат.

