




| Технологические параметры | Численные значения |
| Температура плавления, °С | |
| Температура распыляемого расплава, °С | |
| Газ – распылитель | аргон |
| Давление газа на входе в форсунку, МПа | |
| Расход газа, м3мин | |
| Скорость газа на выходе из сопла, мс | |
| Угол атаки газом струи расплава, градус | |
| Производительность распыления, кгмин | |
| Средний размер частиц порошка, мкм |
Для производства распыленных порошков преимущественно из легкоплавких металлов и сплавов применяют установки с горизонтальным подводом газового потока. В последнее время за рубежом установки горизонтального типа стали применять и для производства стальных порошков. Горизонтальная конструкция камеры распыления снижает стоимость производственных помещений и затраты на монтаж и эксплуатацию оборудования.
1.11.8. Технология распыления расплава потоком жидкости
Применение жидких энергоносителей (вода, масло и др.) для распыления металлических расплавов обусловлено как техническими, так и экономическими соображениями. Например, при распылении расплава водой высокого давления формируются частицы несферической формы с развитой поверхностью. Порошки с такой формой частиц характеризуются хорошей прессуемостью при комнатной температуре. Жидкие энергоносители позволяют изменять исходный состав расплава, осуществляя, например, его обезуглероживание при распылении чугуна водой, или науглероживание при распылении углеводородными жидкостями, которые одновременно защищают распыленные частицы от окисления. Важным техническим преимуществом жидкоструйных распылителей является то, что струя жидкости сохраняет свою скорость, давление и разрушающую способность на более протяженном участке (по сравнению с газовым потоком), что делает жидкоструйный распылитель более стабильным и эффективным в работе. Важнейшее экономическое преимущество процесса водного распыления - низкая стоимость энергоносителя и высокая производительность. По этой причине процесс распыления водой является одним из основных способов промышленного производства порошков чистого железа и легированных сталей, ежегодный объем выпуска которых исчисляется сотнями тысяч тонн.
На рис. 1.37 показана схема установки распыления расплавов водой.

Рис. 1.37. Схема установки распыления расплава водой:
1 – индукционная печь; 2 – металлоприемник; 3 – форсунка;
4 – камера; 5 – гидроциклон; 6 – центрифуга; 7 – сушилка;
8 – бак-отстойник; 9 – насос высокого давления; 10 – циклон
Цилиндрическая камера распыления обычно имеет высоту около 5 м при диаметре ~ 2 м. В нижней части камеры имеется приемник порошка, оканчивающийся выпускным отверстием с запорным вентилем. В верхней части камеры располагают люки для наблюдения за процессом распыления и устройство для орошения водой стенок камеры. На верхней крышке камеры установлен металлоприемник, подогреваемый газовыми горелками. Под металлоприемником на крышке камеры смонтировано форсуночное устройство, обычно включающее несколько гидравлических форсунок. Установка оборудована насосом высокого давления, баком-отстойником, гидроциклоном, центрифугой и сушилкой. Расплав стали получают в электродуговой печи. Распыление проводят при температуре металла 1650 – 1680 ºC водой, подаваемой через щелевую форсунку при давлении 8 – 10 МПа. Остальные технологические операции аналогичны ранее описанным при газовом распылении.
При выборе и конструировании гидравлических форсунок обычно используют схему дробления свободно истекающей струи расплава раздельными струями воды, расположенными симметрично по отношению к струе расплава. На рис. 1.38 показана схема распыления расплава двухкамерной гидравлической форсункой, а на рис. 1.39 конструкция соплового насадка. Форсунка представляет собой две симметрично расположенные относительно струи расплава камеры с сопловыми насадками. Такая конструкция позволяет легко регулировать угол наклона струй воды к струе расплава и расстояние между камерами. Давление воды в камере форсунки Р и ее расход Q определяются по формулам:
 , (1.59)
, (1.59)
 , (1.60)
, (1.60)
где  - коэффициент скорости истечения;
- коэффициент скорости истечения;  - коэффициент расхода; Fкр - площадь сопла в критическом сечении; g - ускорение силы тяжести.
- коэффициент расхода; Fкр - площадь сопла в критическом сечении; g - ускорение силы тяжести.
Коэффициенты  и определяются геометрией сопла.
и определяются геометрией сопла.
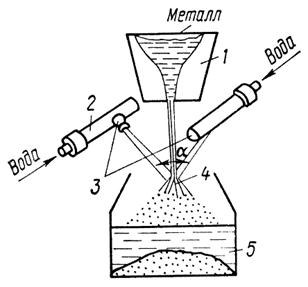
Рис. 1.38. Схема распыления расплава двухкамерной форсункой:
1 – металлоприемник; 2 – кольца форсунки; 3 – насадок с соплом;
4 – зона распыления; 5 – приемник порошка
Длина начального участка струи  , на котором скорость струи сохраняет приемлемое значение (больше некоторой критической величины), определяется по формуле:
, на котором скорость струи сохраняет приемлемое значение (больше некоторой критической величины), определяется по формуле:
= dо (100 – 2,5 × 10-5 Re), м (1.61)

Рис. 1.39. Схема сопловой насадки гидравлической форсунки:
1 – подводящий канал; 2 – переходной участок;
3 – выходная часть насадки; 4 – начальный участок струи
У промышленных распылительных установок форсуночные узлы состоят из 6 - 8 форсунок. В СССР способ получения порошков распылением расплавов водой был разработан Институтом проблем материаловедения АН УССР в 1976 г. и внедрен в производство НПО «Тулачермет». В 1985 г. на Сулинском металлургическом заводе (СМЗ) пущен в эксплуатацию цех по производству железных порошков, распыленных водой высокого давления. Расплав получают в дуговой электросталеплавильной печи емкостью 25 т. и при температуре 1680-1690 ºC выпускают в нагретый до 700 – 800 ºC разливочный двухстопорный ковш. Распыляют расплав при давлении 9 – 2 МПа с помощью форсунки кольцевого щелевого типа. Порошок-сырец обезвоживают в три стадии (сгущение, фильтрование и сушка), а затем в печах с шагающими балками отжигают на поддонах при 1050 ºC в диссоциированном аммиаке или водороде. Образовавшийся спек выбивают из поддонов, дробят в валковых дробилках и доизмельчают в молотковых мельницах. Полученный порошок классифицируют на виброгрохотах, проводят усреднение в двухконусном смесителе и передают на автоматизированную упаковочную линию. Упаковочная машина изготавливает мешки из полиэтиленовой пленки, заполняет их порошком (по 25 кг.) и устанавливает мешки на поддоны (по 40 шт. на поддон).
За рубежом фирмы “Powdrex Ltd” (Великобритания), “Mannesman Pulvermetall” (Германия), “Hoganes” (Швеция) и др. специализируются на производстве железных и стальных порошков способом распыления расплава водой высокого давления. Для предотвращения чрезмерного окисления порошка в процессе распыления японская фирма «Сумитомо Металз» производит порошки инструментальных сталей, распыляя расплав не водой, а минеральным маслом. Содержание кислорода в порошках, распыленных маслом, обычно не превышает 0,1 %.
В качестве примера в табл. 1.9 приводятся технологические параметры распыления расплава нержавеющей стали водой (зарубежные данные).
Таблица 1.9

