




В Германии для подкисления применяется полученная биологическим путем молочная кислота, и ниже мы будем рассматривать именно ее.
Основная идея биологического подкисления затора и/или сусла состоит в следующем.
Добавка «чужеродного» для пива компонента не допускается согласно немецкому закону о чистоте пивоварения. Солод - не чужеродное вещество и он на своей поверхности несет большое число молочнокислых бактерий. Эти бактерии образуют в процессе выращивания в питательном растворе при оптимальной температуре 48°С до 2% молочной кислоты (большую концентрацию они сами не переносят).
Если бы молочнокислые бактерии получили возможность размножаться и образовывать молочную кислоту в обычных условиях пивоваренного производства в заторе или сусле, то вся варка была бы кислой и испорченной.
Чтобы целенаправленно снизить pH, необходимо сначала приготовить раствор молочной кислоты и уже из него внести в затор и/или сусло точно рассчитанное количество молочной кислоты.
Для дозирования кислоты в затор и/ или сусло могут применяться расходомеры MAGFLO или MASSFHO фирмы Danfoss (см. прил. 1 на правах рекламы, с. 867-868).
Основной предпосылкой для биологического подкисления является выбор подходящего штамма продуцента молочной кислоты. Для этого рекомендуется использовать чистые культуры: Lactobacillus amylovorus или Lactobacilhts amylolyücus. Обе формы лактобацилл:
· имеют доминанту роста в пивном сусле (быстрорастущие);
· обладают высокой способностью подкисления за счет содержания в культуре до 2% молочной кислоты и действуют при значениях pH до pH < 3;
· образуют из глюкозы (в отличие от других молочнокислых бактерий) 2 молекулы молочной кислоты (они гомоферментативны, то есть образуют продукты обмена веществ только одного вида);
· растут при высоких температурах, до 52°С;
· сбраживают также декстрины и крахмал;
· образуют большой процент L-лактата, имеющего питательно-физиологическое значение;
· не вредят пиву (чувствительны к хмелю и не растут при температуре ниже 30°С);
· не образуют аминов или других токсинов, не образуют диацетила;
· допускают простое обращение с культурами.
Размножение происходит в ферментационной установке (рис. 3.29), состоящей из пропагатора (1) и накопительного танка (2) с объемом, примерно втрое превышающим объем пропагатора.

В пропагаторе в соотношении 1:1 смешиваются подкисленное сусло и разбавленное сусло при температуре ровно 48 ± 1°С, при: чем эта температура строго выдерживается. Поскольку молочнокислые бактерии лучше растут без доступа воздуха, а потребляющие кислород контаминанты (например, дрожжи Candida) должны устраняться, подкисленный материал насыщается СО2.
Ход биологического подкисления лучше всего отрегулировать так, чтобы ферментер опорожнялся в накопительный танк (2) в ритме работы варочного цеха на половину своего содержимого и сразу же вновь заполнялся бы таким же количеством разбавленного первого сусла из последующей варки. Содержание молочной кислоты составляет на данном этапе здесь 0,8-1,2%.
Перекаченное в накопительный танк подкисленное сусло продолжает по инерции дополнительно подкисляться, оставаясь в этой емкости, до конечной концентрации молочной кислоты 1,8-2,2% и может затем забираться снизу. При подкислении затора, готовый препарат молочной кислоты задают на основе опытных данных в количестве около:
· 1% при затирании;
· от 1 до 2% в конце варки.
При подкислении только сусла, препарат молочной кислоты задают в количестве около:
· 2% к готовому суслу.
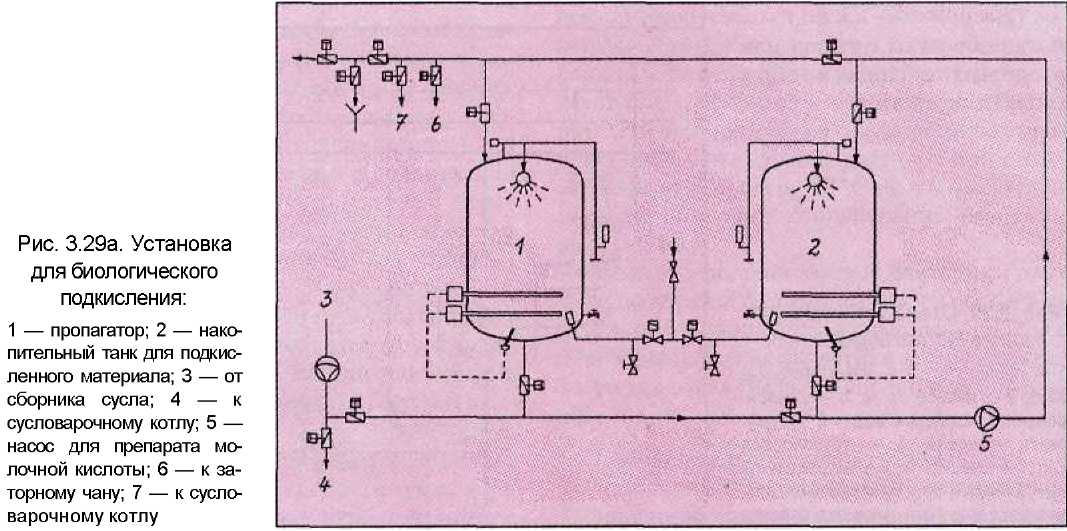
В зависимости от числа варок в сутки и величины предприятия требуется соответствующее количество емкостей (рис. 3.29а).
Всегда следует помнить, что в накопительном танке постоянно происходит доведение концентрации кислоты до 1,8-2,2%. Более высокая концентрация молочной кислоты недостижима, так как сами молочнокислые бактерии не переносят этот продукт своего метаболизма в больших концентрациях, так что этот уровень устанавливается сам по себе.
Можно рассчитать необходимое количество молочной кислоты (см. таблицу ниже). Чтобы в заторе или в сусле, приготовленном из 1 т засыпи (примерно 65 гл при массовой доле сухих веществ в начальном сусле 11,5%), понизить pH на 0,3 единицы, необходимое количество 0,8%-ного раствора молочной кислоты составит:
· в заторе 3(- 0,1 pH) • 60 мл/кг • 1000 кг = 180 000 мл =180 л;
· в сусле 3(- 0,1 pH) • 30 мл/кг • 1000 кг = 90 000 мл = 90 л.
В соответствии с этим при использовании 0,8%-ного раствора молочной кислоты на 1 кг солода получают следующую потребность (в мл) молочной кислоты (= л/т засыпи):
| Снижение pH на | При добавлении | |
| к затору | к суслу | |
| 0,1 | ||
| 0,2 | ||
| 0,3 | ||
| 0,4 |

