




Для затирания требуются два аппарата (емкости), так как при отварочном (декокционном) способе часть затора кипятится, а в оставшейся части выдерживается температурная пауза. Поэтому как минимум одна из двух емкостей должна обогреваться, в современных варочных цехах обогреваются оба заторных аппарата (заторный котел и заторный чан) (рис. 3.31). (Варочный агрегат старой конструкции состоял из обогреваемого заторного котла, вмещающего только часть затора, и необогреваемого заторного чана, вмещающего весь затор. В отечественном пивоварении сейчас используется объединяющий термин «заторный аппарат», так как в настоящее время обе основные заторные емкости варочного агрегата всегда имеют одинаковую конструкцию и чаще всего одинаковую вместимость. Также часто используются названия «заторный котел», «заторный чан» или в последнее время также «заторный чан-котел» - в основном в тех случаях, когда варочный агрегат состоит из заторных емкостей разной вместимости. - Прим. ред.)

Устройство заторного аппарата в основном соответствует устройству сусловарочного котла, но он меньших размеров, поскольку объем общего затора намного меньше, чем объем набора сусла в сусловарочном котле. Однако при использовании настойного (инфузионного) способа требуется только одна заторная емкость (заторный аппарат).
Большое значение имеет определение параметров мешалки. Число оборотов мешалки должно соответствовать диаметру котла, а ее окружная скорость не должна превышать 2 м/с (максимум - 3 м/с), иначе в частях затора возникают усилия сдвига, которые могут изменять в нежелательную сторону коллоидное состояние компонентов затора (см раздел 3.2.4.1).
Особое значение имеет обогрев заторного аппарата. Применявшиеся прежде двойные паровые днища не соответствуют современному уровню техники. Из-за своей большой площади они сильно повреждаются под вакуумом, когда в конце варки забывают открыть воздушный вентиль. В этом случае днища сближаются и из-за деформирования становятся совершенно непригодными. Двойные днища отличаются также плохой теплоотдачей.
 В настоящее время поверхности обогрева обогрев осуществляется через приваренные к наружной поверхности днища котла и его обечайки полутруб, расположенных в виде спирали (рис. 3.32), благодаря чему теплоотдача улучшается примерно на 20%.
В настоящее время поверхности обогрева обогрев осуществляется через приваренные к наружной поверхности днища котла и его обечайки полутруб, расположенных в виде спирали (рис. 3.32), благодаря чему теплоотдача улучшается примерно на 20%.
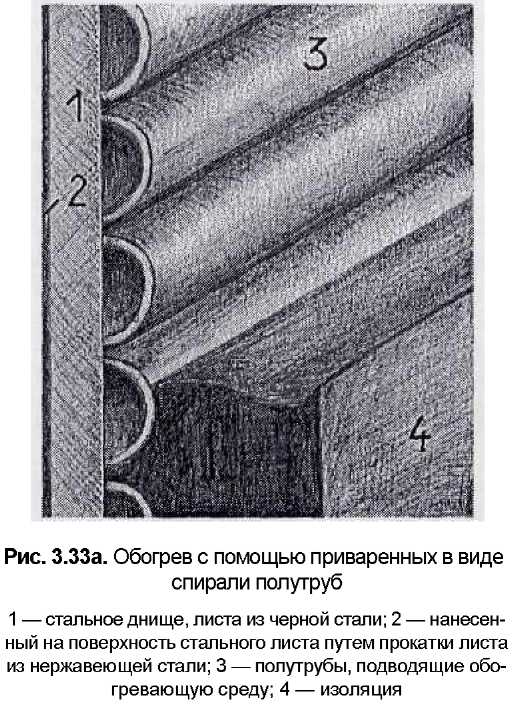
Вместо имеющей высокую теплопроводность меди для изготовления заторных аппаратов на смену пришла более дешевая сталь. К тому же медь не пригодна для автоматической мойки. Но так как нержавеющая сталь имеет относительно низкий коэффициент теплопроводности, то обогреваемые части котла иногда изготавливают из «черной» стали, во внутренней части которой методом совместной прокатки наносят тонкий слой нержавеющей стали (так называемая плакированная сталь). Конечно, плакированные материалы дорога в изготовлении, и поэтому большей частью применяют нержавеющую сталь с соответствующим увеличением поверхности нагрева (рис. 3.33а).
Пар с избыточным давлением 2-3 бара подводится в несколько зон обогрева и конденсируется, отдавая свою тепловую энергию через стенки котла. Благодаря жесткости труб нет опасности, что из-за возникшего вакуума после закрытия парового вентиля паровая рубашка «сложится». Поэтому здесь не требуется открывать воздушный клапан в конце варки для выравнивания давления, при этом отпадает и проблема образования воздушных пробок из-за попадания воздуха в паровые рубашки
Образующийся конденсат отводится с помощью конденсатоотводчика, который обычно работает как поплавковый затвор. Благодаря этому избыточное давление в трубах системы обогрева сохраняется, тогда как конденсационная вода отводится без избыточного давления.
Для подготовки несоложеного сырья требуется развариватель несоложеного сырья, в котором несоложеное сырье нагревается и кипятится с приблизительно 10% общего количества солода.
Развариватель для несоложеного сырья имеет такую же конструкцию, что и заторный чан-котел, но размеры его меньше, поскольку часть затора из несоложеного сырья сама по себе меньше (Развариватель еще меньше, чем заторный котел для кипячения части солодового затора - Прим ред.) Прежде этот развариватель делали в виде котла под давлением и кипятили несоложеное сырье при избыточном давлении и температуре выше 100°C. Количество получаемого при этом дополнительного экстракта никак не оправдывает перерасход энергии, и поэтому некоторое время назад перешли к конструкции, рассчитанной на кипячение при атмосферном давлении (см. рис. 3.33б).
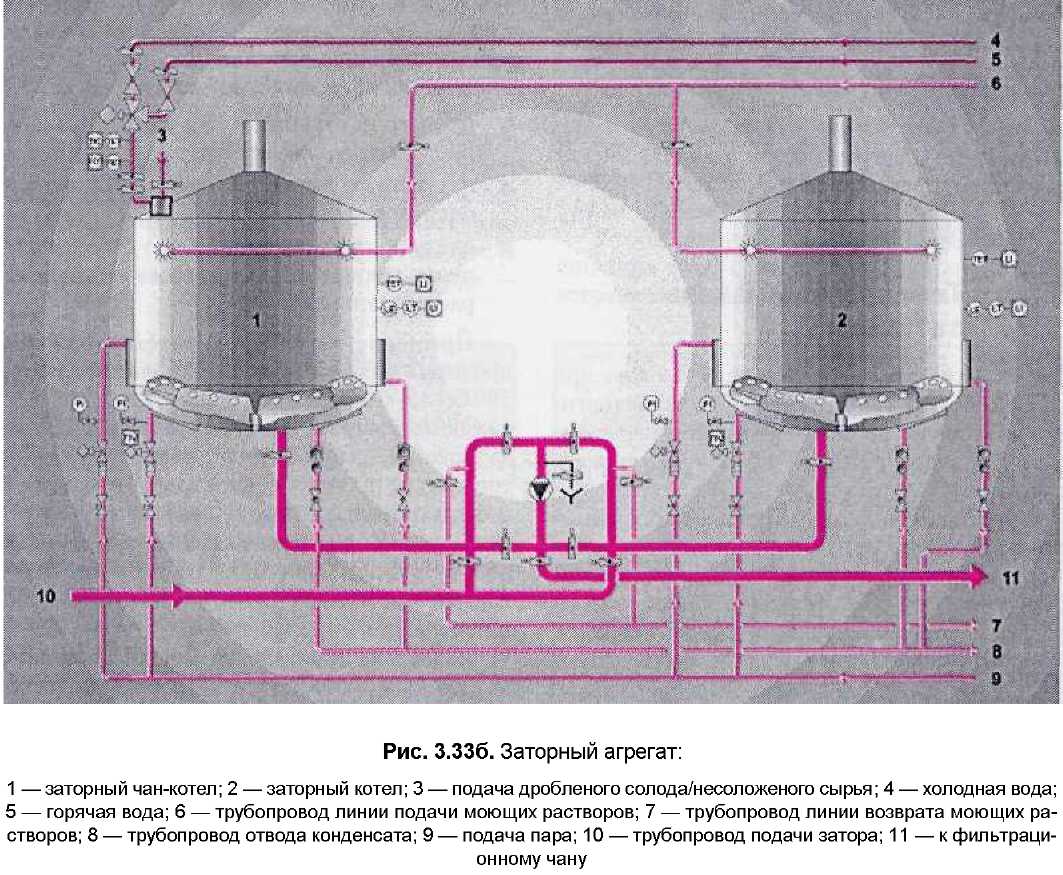
Очень часто отказываются от специального разваривателя для несоложеного сырья и применяют для его разваривания заторный котел

