




Перенос – процесс перемещения (перехода) расплавленного электродного металла с конца электрода в сварочную ванну. Существует несколько методик изучения этого процесса:
- осциллографирование изменения тока и. напряжения сварочной дуги;
- скоростная киносъёмка дугового пространства;
- разделение капель по фракциям после расплавления электрода
над быстровращающимся диском (валом) из другого материала.
Осциллографирование – изменения сварочного тока и напряжения можно производить, используя электронный или светолучевой (шлейфовый) осциллограф. Выбор типа осциллографа определяется задачей, которая ставиться перед осциллографированием.
Если, например, необходимо записать изменение тока и напряжения в течение относительно длительного промежутка времени: (обычно более секунды), то используют светолучевой осциллограф, записывающий осциллограмму изменения тока или напряжения на светочувствительной плёнке или бумаге, которая после эксперимента подвергается обработке.
Электронный осциллограф применяют обычно для записи (фиксации) наего экране изменения тока или напряжения за относительно небольшой промежуток времени времени (обычно менее секунды). Хотя электронный осциллограф дает возможность фиксировать на экране изменение какой-либо величины и в течение большого промежутка времени (несколько секунд). Широкое применение в настоящие время получили запоминающие осциллографы. Они сохраняют изображение сигнала на экране длительное время, а поэтому удобны для исследования особенно редко повторяющихся сигналов, которые можно сфотографировать.
Чтобы получить осциллограммы сварочного тока и напряжения дуги, необходимо подключить осциллограф к сварочной цепи так, как это показано на рис. 5.1.

Рис. 5.1. Схема подключена осциллографа к сварочной цепи:
1 – источник питания сварочной дуги; 2 – шунт; 3 – свариваемое
изделие; 4 – электрод; 5 – осциллограф
После подключения приступают к настройке осциллографа на рабочий режим. Для этого устанавливают положение нулевой линии на экране, направления отклонения сигналов, масштабы сварочного тока (в А/мм) и напряжения (в В/мм), а также скорость развертки сигнала (в см/с). Закончив настройку осциллографа, делают пробную запись осциллограммы, и только после этого приступают к экспериментам по программе исследования.
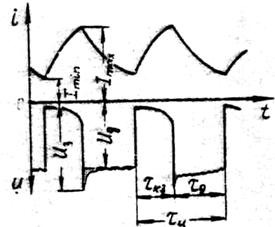
Полученные во время экспериментов осциллограммы анализируют. При анализе и обработке осциллограмм можно установить характер переноса электродного металла, а также следующие характеристики процесса переноса (см. рис. 5.2):
- время существования капли ( или
или  );
);
- частоту перехода капель (= – или = –);
- массу капли (при известной производительности расплавления
электрода  масса капли
масса капли  , или
, или  ).
).
Кроме того, по осциллограммам можно установить следующие электрические параметры процесса сварки: минимальное  , максимальное
, максимальное  и среднее (сварочное)
и среднее (сварочное)  значения тока, а также напряжение дуги
значения тока, а также напряжение дуги  (или
(или  ). Для процесса сварки с короткими замыканиями:
). Для процесса сварки с короткими замыканиями:
 , (5.1)
, (5.1)
 . (5.2)
. (5.2)

а) б)
Рис. 5.2. Осциллограммы изменения тока и напряжения при сварке с короткими замыканием (а) и без замыкания (б) дугового промежутка
Как видим, осцилографирование даёт возможность получить большую информацию о процессе сварки вообще и о процессе перекоса электродного металла в частности.
Скоростная киносъёмка дугового (межэлектродного) пространства производится обычно скоростной кинокамерой при специальном освещении дугового пространства мощным источником света (дуговым прожектором или ксеноновой ламой). Схема скоростной киносъёмки приведена на рис. 5.3. Частота кадров скоростной киносъёмки в большинстве случаев составляет от 500 до 1500 в секунду. Следовательно, процесс образования, отрыва и перехода каждой электродной капли фиксируется на нескольких (10 и более) кадрах, что позволяет получить при скоростной киносъёмке обширную информацию. Характерные кадры скоростной киносъёмки приведены на рис. 5.4. При анализе и обработке результатов скоростной киносъёмке можно установить характер переноса электродного металла в сварочной дуге, а также время существования отдельных капель и частоту их перехода с электрода в сварочную ванну. Кроме того, можно определить массу капли (если известна производительность расплавления электрода), а также установить характер разбрызгивания электродного металла (взрыв электродной капли, выброс капли за пределы сварочной ванны и др.).
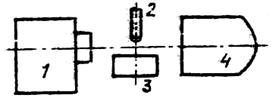
Рис. 5.3. Схема скоростной киносъёмки: 1 – кинокамера; 2 – электрод;
3 – образец; 4 – прожектор


а) б)
Рис. 5.4. Характерные кинокадры переноса электродного металла
с короткими замыканиями (а) и без замыканий (б) дугового
промежутка
Разделение капель по фракциям после расплавления электрода над быстровращающимся диском (валом) из другого материала также относительно широко используется при изучении переноса расплавленного металла. При этом способе производится расплавление электрода над диском (валом), вращающимся с такой скоростью, при которой каждая последующая капля падает на диск нанекотором расстоянии относительно предыдущей.
Полученные таким образом капли собирают и после отделения шлака с помощью сит разделяют на фракции по размерам (массе). Например, при просеивании капель через сита с отверстиями 1 мм, 2 мм и 3 мм капли разделяются на четыре фракции: первая – диаметром до 1 мм, вторая – диаметром от 1 до 2 мм, третья – диаметром от 2 до 3 мм и четвёртая – диаметром более 3 мм. При разделении капель на фракции необходимо помнить, что чем на большее число фракций будут разделены капли, тем более точная кривая распределения букет получена. Обычно кривые распределения строят в координатах «средняя масса капли i – й фракции – % массы капель i – й фракции к их общей массе» (рис. 5.5).
При анализе полученных зависимостей можно сделать вывод о преимущественном размере (массе) капель при переносе электродного металла в том или ином случае. Например, из приведённых на рис. 5.5. кривых видно, что при условиях сварки в опыте 1 электродный металл переносится более крупными каплями, чем в опыте 2.
В заключение нужно отметить, что при осциллографировании и скоростной киносъёмке можно получить значительно больше информации, чем при разделении капель на фракции.
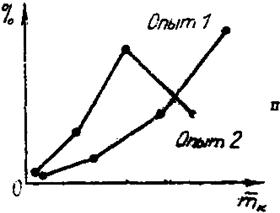
Рис. 5.5. Распределение капель по фракциям

