




Перед установкой вкладыш смазывают моторным маслом, очищают масляные каналы и грязеуловители. Вкладыши должны плотно прилегать к постели, а выступы (замки) входить в пазы. Отверстия для масла в постелях и вкладышах должны совпадать.
Зазор в подшипниках скольжения коленчатого вала контролируют с помощью латунной пластинки шириной 13 мм, длиной 25—35 мм, ее толщина равна зазору для коренных и шатунных подшипников (рис. 12.19).
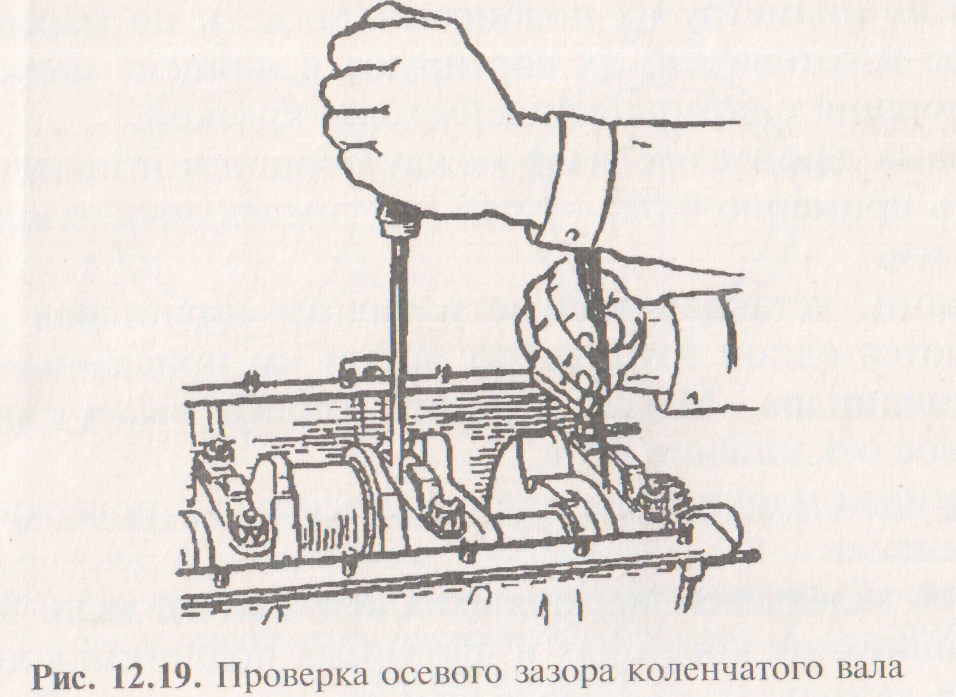
Гайки крышки подшипника затягивают динамометрическим ключом. Затяжку болтов остальных подшипников временно ослабляют. Если коленчатый вал при прокручивании рукой вращается с незначительным усилием, то зазор не превышает допустимой величины. Зазор можно также замерять, поместив отрезок калиброванной пластмассовой проволоки между вкладышем и шейкой вала.
По размеру сплющенного конца проволоки, полученного после затяжки гаек подшипника, определяют зазор.
Диаметр шеек коленчатого вала, их овальность и конусность определяют микрометром.
Болты и гайки крепления подшипников затягивают равномерно в два приема. Момент усилия предварительной затяжки коренных и шатунных подшипников должен быть равен половине момента при окончательной их затяжки.
Ремонт головки блока цилиндров. При перегреве двигателя, перетяжке головки блока цилиндров, а также при длительной эксплуатации нижняя плоскость головки блока цилиндров деформируется.
В большинстве случаев имеет место деформация местного характера, при которой наружные края плоскости головки блока цилиндров возвышаются над серединой (обычно не более 0,1 мм). Допустимый размер искривления головки 0,05—0,06 мм.
Замена шатунов. Перед сборкой изношенные втулки верхней головки шатуна заменяют новыми, реже их развертывают под
ремонтный размер поршневого пальца. Отверстия нижней головки шатуна под вкладыш растачивают и шлифуют вместе с крышкой шатуна. Изгиб и скручивание шатуна устраняют правкой на специальных приспособлениях, с одновременным контролем расстояния между центрами его головок.
Подбор поршневых пальцев, поршней и втулок верхних головок шатунов производится с учетом одинаковых одноименных размерных групп. Каждая группа имеет свое цветовое обозначение. У поршней краску наносят на нижнюю поверхность одной из бобышек, у поршневых пальцев - на внутреннюю поверхность с одного конца, на шатуне - у верхней головки.
Поршневой палец, смазанный маслом для двигателя, должен плотно входить во втулку при нажатии большим пальцем правой руки. Поршневые пальцы к шатунам рекомендуется подбирать в помещении при температуре воздуха 20 + 3 °С.
Поршневой палец, подобранный к поршню и шатуну, смазывают рекомендуемым для данного двигателя моторным маслом, и запрессовывают в бобышки поршня и в верхнюю головку шатуна с помощью специального приспособления. Предварительно поршень нагревают в масле до 47—77 °С. Для некоторых двигателей — до 160 оС. После запрессовки в канавки бобышек вставляют стопорные кольца.
Поршни в сборе с шатунами еще раз окончательно проверяют по массе. Разница масс самого тяжелого и самого легкого поршней одного комплекта на двигатель не должна превышать 0,5 % массы поршня.
При вводе в цилиндр поршня в сборе с шатуном следует контролировать правильное расположение замков поршневых колец. Для этого используют специальную коническую оправку или стягивают кольца на поршне простейшей ленточной оправкой, выполненной из листовой стали.

