




Ответ: Выбор метода достижения точности замыкающего звена
Отличительной особенностью сборочных процессов от механообработки является необходимость выбора метода достижения точности замыкающего звена при сборке.
Методы достижения точности замыкающего звена:
· полной взаимозаменяемости, когда n<=5,
· неполной взаимозаменяемости,
· групповой взаимозаменяемости,
· метод пригонки,
· регулирования.
Методы обеспечения заданной точности замыкающих звеньев РЦ изделий конструктор выбирает при разработке технического проекта (создании сборочных чертежей). При разработке ТП сборки изделия технолог проверяет принятые решения.
Требуемая точность сопряжения деталей при сборке обеспечивается методами полной, неполной (частичной) и групповой взаимозаменяемости, регулировкой и индивидуальной пригонкой.
Необходимый метод обеспечения точности сборки выбирают (и проверяют) на базе расчета размерных цепей изделия. Если назначенный конструктором допуск на замыкающее звено данной размерной цепи, рассчитанный на max – min, равен или больше суммы допусков составляющих звеньев  то возможен метод полной взаимозаменяемости. Этот метод применим при малозвенных размерных цепях, так как при многозвенной размерной цепи и высокой точности сборки допуски на составляющие звенья будут очень жесткими, что нерентабельно.
то возможен метод полной взаимозаменяемости. Этот метод применим при малозвенных размерных цепях, так как при многозвенной размерной цепи и высокой точности сборки допуски на составляющие звенья будут очень жесткими, что нерентабельно.
Допуская определенный риск получения брака (0,27 %), можно несколько расширить допуски составляющих звеньев размерной цепи, обеспечив метод неполной (частичной) взаимозаменяемости. При этом размерную цепь рассчитывают теоретико-вероятностным методом.
При высокой точности замыкающего звена малозвенной цепи может быть применен метод групповой взаимозаменяемости. Выбор количества размерных групп при групповом подборе зависит от характера сопряжений и условий работы. Число размерных групп должно быть оптимальным, так как от этого зависят затраты в производстве на сортировку, затаривание, учет, хранение и пр.
Для решения задач оптимального комплектования сборок из рассортированных деталей широко используется вычислительная техника.
Допуск посадки каждой группы:

То.к., Тв.к- конструкторские допуски на сопрягаемые поверхности отверстия и вала;
То.к., Тв.т - технологические допуски на те же сопрягаемые поверхности; п — число групп.
Все данные по этому методу (допуски на изготовление сопрягаемых поверхностей и число групп) должны быть полно и четко изложены в технических условиях на сборочном чертеже.
Если методы взаимозаменяемости непригодны, то конструктор решает вопрос об использовании методов регулировки или пригонки.
В первом случае в конструкции предусматривается жесткий или регулируемый (рис. 6.10) компенсатор и оговариваются предельные размеры, размерные группы для жесткого компенсатора и перемещение ∆0 для регулируемого.
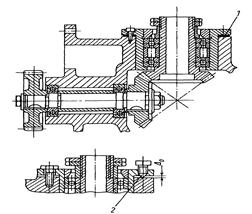
Рис. 6. 10. Пример обеспечения точности методом регулировки:
1- жесткий компенсатор; 2-регулируемый компенсатор
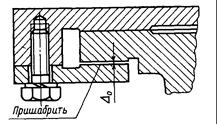
Рис. 6.11. Пример обеспечения точности методом индивидуальной пригонки.
Во втором случае на чертеже указывается, по каким поверхностям производится пригонка и какой припуск на нее оставлен (рис. 6.11).
Если технолог в результате анализа предложит более рациональный метод сборки, решение может быть изменено после согласования с конструктором.

