




Поскольку при одноступенчатом контроле решение принимают по результатам проверки только одной выборки или пробы, эта выборка должна хорошо отражать свойства всей партии и для этого быть случайной. Случайную выборку получают отбором единиц продукции из различных частей партии или перемешиванием единиц продукции в партии при отборе.
Планом одноступенчатого контроля устанавливается объем выборки n из партии объемом N а приемочное число с. Партия принимается, если количество дефектных единиц продукции в выборке  ; при
; при  партия бракуется.
партия бракуется.
Процедуру одноступенчатого контроля наглядно отображает схема (рис. 3.9), из которой по горизонтальной оси отложено количество проверяемых единиц Продукции, по вертикальной - количество забракованных единиц продукции. Для каждой выборки эти крестики располагаются по случайному пути, который закапчивается в точке с абсциссой n. Партия принимается или бракуется в зависимости от того, попадает ли точка окончания случайного пути ниже или выше с.
При одноступенчатом контроле партия принимается, если наступает одно из несовместных событий:  ,
,  ,…,
,…,  . По-этому вероятность приемки партии равна сумме вероятностен этих событий:
. По-этому вероятность приемки партии равна сумме вероятностен этих событий:
 (3.13)
(3.13)
Слагаемые в формуле (3.13) зависят от вида закона распределения случайной величины  — количества дефектных единиц продукции в выборке из n единиц продукции.
— количества дефектных единиц продукции в выборке из n единиц продукции.
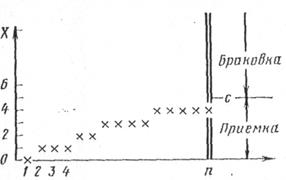
Рис 3.9 Схема одноступенчатого приемочного контроля.
Для малых партий, когда объем выборки превышает 10...25% партии (наиболее сложный случай), можно использовать гипергеометрическое распределение:
 , (3.14)
, (3.14)
где k = 0, 1, 2,...;  - целое число.
- целое число.
При таком распределении учитывается зависимость результатов отдельных испытаний от изменения объема малой партии при взятии из нее выборки, поэтому обеспечивается хорошее приближение к действительности. Однако это распределение имеет три параметра ( ,
,  ,
,  ), поэтому трудно составлять таблицы и пользоваться ими. Чаще применяют биномиальное распределение, согласно которому
), поэтому трудно составлять таблицы и пользоваться ими. Чаще применяют биномиальное распределение, согласно которому
 (3.15)
(3.15)
Это распределение имеет два параметра ( , ) и поэтому пользоваться таблицами удобно.
, ) и поэтому пользоваться таблицами удобно.
Биномиальное распределение соответствует случаю, когда испытания отдельных изделии независимы, что можно достичь возвращением проверенных изделии в партию. Испытания считаются практически независимыми при  , что обычно и бывает в действительности. Поэтому биномиальное распределение применяют чаще гипергеометрического.
, что обычно и бывает в действительности. Поэтому биномиальное распределение применяют чаще гипергеометрического.
Когда, не только , но и q мало (т. е.  - мало дефектных единиц продукции в партии), можно использовать распределение Пуассона с параметром
- мало дефектных единиц продукции в партии), можно использовать распределение Пуассона с параметром  :
:
 (3.16)
(3.16)
Этим распределением пользоваться еще проще, так как оно имеет одни параметр.
Подставив в форму (3.13) одно из выражении для  согласно (3.14), (3.15) или (3.16), получим зависимость
согласно (3.14), (3.15) или (3.16), получим зависимость  .
.
Согласно определениям вероятностей ошибок первого и второго рода имеем
 , (3.17)
, (3.17)
 . (3.18)
. (3.18)
В (3.17) учтено, что так как  - вероятность забракования партии продукции; обладающей приемочным уровнем дефектности
- вероятность забракования партии продукции; обладающей приемочным уровнем дефектности  , то
, то  - вероятность приемки этой партии.
- вероятность приемки этой партии.
По формулам (3.17) и (3.18) можно вычислить и  по выбранным заранее ,
по выбранным заранее ,  , ,
, ,  при определенном виде закона распределения . Например, для распределения Пуассона:
при определенном виде закона распределения . Например, для распределения Пуассона:
 ; (3.19)
; (3.19)
 . (3.20)
. (3.20)
Решение уравнений (3.19), (3.20) в явном виде обычно получить трудно. Приходится так изменять и , чтобы суммы были равны правым частям уравнений.
Для построения оперативной характеристики обычно достаточно четырех точек:  ;
;  и значении из уравнении (3.19) и (3.20).
и значении из уравнении (3.19) и (3.20).
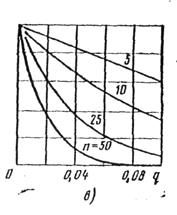
Влияние на оперативную характеристику объема выборки и приемочного числа показано на рис. 3.10. Если увеличивать при неизменном отношении  , то оперативная характеристика становится все ближе к идеальной (рис. 3.10, а). При этом соответственно увеличивается стоимость контроля.
, то оперативная характеристика становится все ближе к идеальной (рис. 3.10, а). При этом соответственно увеличивается стоимость контроля.

| 
| 
|
Рис. 3.10. Влияние объема выборки и приемочного числа на оперативную характеристику одноступенчатого плана контроля (биномиальное распределение):
а)  ; б)
; б)  ; в)
; в)  .
.
Увеличение приемочного числа при неизменном объеме выборки смещает  вправо и уменьшает ее наклон в рабочей области (, ). При оперативная характеристика близка к экспоненте. Если задаться определенной вероятностью (
вправо и уменьшает ее наклон в рабочей области (, ). При оперативная характеристика близка к экспоненте. Если задаться определенной вероятностью ( ) приемки, то на рис. 3.10, б видно, что при обеспечивается приемка при минимальной доле дефектных единиц продукции. Поэтому условие применяют при контроле изделий, к качеству которых предъявляются высокие требования.
) приемки, то на рис. 3.10, б видно, что при обеспечивается приемка при минимальной доле дефектных единиц продукции. Поэтому условие применяют при контроле изделий, к качеству которых предъявляются высокие требования.
Увеличение при постоянном приемочном числе  ведет к смещению влево (рис. 3.10, в).
ведет к смещению влево (рис. 3.10, в).

