




В качестве базы для установления угловых характеристик рабочей части режущих инструментов вместо вектора скорости результирующего движения резания можно использовать проведенные через него кинематические координатные плоскости. Их проводят в направлении, совпадающем с вектором скорости результирующего движения резания, и в направлении, перпендикулярном к нему.
Одну из кинематических координатных плоскостей, проходящую через касательную к главной режущей кромке и вектор, скорости результирующего движения, называют плоскостью резания. Подобно ей проводится дополнительная координатная плоскость. Она проходит через касательную к вспомогательной режущей кромке и вектор скорости результирующего движения резания, проведенный через формообразующую точку этой кромки.
Другие кинематические координатные плоскости с целью образования необходимой для отсчета углов прямоугольной системы координат ^проводят перпендикулярно к вектору скорости результирующего движения резания. Такие плоскости получили название основных. На рис. 2.1 в сечении А-А след плоскости резания совпадает с линией KB, а след основной плоскости, перпендикулярной к вектору скорости результирующего движения резания, - с линией КЖ.
2.1.2. Классификация углов рабочей части режущих инструментов Угловые характеристики рабочей части режущих инструментов образуют две группы. В первую группу входят углы,- определяющие положение образующих режущий клин рабочих поверхностей инструмента в сечениях, проведенных через конкретные точки главной или вспомогательной режущих кромок. Положение рабочих поверхностей на участке главной режущей кромки характеризуется уже известными нам направляющими углами ^р > Ji р > ур ■ б"р. Им даны следующие названия: оСр - главный задний угол; fip - угол заострения режущего клина (угол заострения); ¥_ - угол главный передний; Sp - угол резания.
На участке вспомогательной режущей кромки положение рабочих поверхностей определяют: вспомогательный задний угол ot. и вспомогательный передний угол V,,.
Во вторую группу входят углы, характеризующие положение режущих кромок инструмента относительно векторов скоростей результирующего движения резания и подачи.Сюда входят: главный угол в плане (р, вспомогательный угол в плане <*., угол наклона главной режущей кромки Ар и угол наклона вспомогательной режущей кромки А«(см. рис. 2.1).
Сформулируем принципы определения этих углов.
1. Главный задний угол olp- это угол между плоскостью, касательной к главной задней поверхности, и плоскостью резания, устанавливаемый в сечении плоскостью, проходящей через заданную точку главной режущей кромки. t
2. Угол резания <fp — это угол между плоскостью резания и плоскостью, касательной к передней поверхности инструмента, устанавливаемый в сечении плоскостью, проходящей через заданную точку главной режущей кромки.
3. Угол заострения р_~ это угол между плоскостями, касатель
ными к передней и главной задней поверхностям рабочей части инстр>
мента, устанавливаемый в сечении плоскостью, проходящей через за
данную точку главной режущей кромки.
На рис. 2.1 углы <*р, вр и dp показаны в сечении А-А.
4. Главный передний угол Г»*" это угол между плоскостью, касательной к передней поверхности инструмента, и основной плоскостью, устанавливаемый в сечении плоскостью, проходящей через заданную точку главной режущей кромки. Угол ур считается отрицательным, если основная плоскость, проведенная через точку главной режущей кромки, проходит через тело инструмента. На рис. 2.1. угол гр показан в сечении А—А.
5. Вспомогательный задний угол ot, — это угол между дополнительной координатной плоскостью и плоскостью, касательной к вспомогательной задней поверхности, устанавливаемый в сечении плоскостью, прох одящей через заданную точку вспомогательной режущей кромки.
На рис. 2.1 угол ot. показан в сечении В—В.
6. Вспомогательный передний угол V, — это угол между основной
плоскостью и плоскостью, касательной к Передней поверхности инстру
мента, устанавливаемый в сечении плоскостью, проходящей через за
данную точку вспомогательной режущей кромки. На рис. 2.1 угол г.
показан в сечении В-В.
Углы Cj», Ц> ■ А-, А., характеризующие положение режущих кромок инструмента, находят исходя из следующих определений:
7. Главный угол в плане (р — это угол, расположенный между положительным направлением вектора подачи и проекцией главной режущей кромки на основную плоскость.
8. Вспомогательный угол в плане у, — это угол, расположенный между отрицательным направлением вектора подачи и проекцией вспомогательной режущей кромки на основную плоскость. Если принять,, что подача мала,то для случая, приведенного на рис. 2.1, w - V, и значения углов ip_, <* для точки А будут соответственно равны значениям углов ifL, if J.» расположенных в плоскости рис. 2.1. I.
9. Угол наклона главной режущей кромки Ар - это угол между
главной режущей кромкой и основной плоскостью.
10. Угол наклона вспомогательной режущей кромки А. - это угол
ежду вспомогательной режущей кромкой и основной плоскостью.
На рис. 2.1 (сечение Б—Б) углы Ар, X. показаны схематично в плоскостях v и j. Первая из них проведена через вектор VV и главную режущую кромку, а вторая — через W и вспомогательную режущую кромку. Углы Ар, А. считаются, отрицательными, если вектор скорости результирующего движения резания, проведенный через точку ежущей кромки до совмещения с нормалью к кромке,должен быть повернут кратчайшим путем по часовой стрелке. В противном случае Ар и А. ~ считаются положительными. При этом наблюдение за поворотом вектора должно осуществляться со стороны задних поверхностей инструмента.
Названные выше угловые характеристики рабочей части в процессе резания изменяют свою величину. Этому способствуют следующие явления:
1) изменение направления вектора скорости результирующего движения резания за счет изменения направления и величины скоростей главного движения, движения подачи и вспомогательного формообразующего движения;
2) изменение формы передней и задних поверхностей инструмента за счет их изнашивания.
Угловые характеристики рабочей части инструмента, устанавливаемые в кинематической системе координат (в момент участия данного инструмента в срезании припуска), получили название кинематических. Если же инструмент рассматривается не как орудие, непосредственно срезающее припуск, а как некоторое геометрическое тело определенной формы и размеров, то угловые характеристики рабочей части такого инструмента можно измерять в инструментальной системе координат.
За базу для измерения углов инструмента в такой системе можно принимать одну из поверхностей инструмента. Однако режущие инструменты различаются по форме, размерам, а также технологии изготовления. Поэтому базовые плоскости или поверхности при измерении одинаковых по типу углов заточки у различных инструментов могут оказаться различными, и на чертеже инструмента одинаково влияющие на процесс резания угловые характеристики могут быть ^заданы по—разному. Это затрудняет установление их типа и проверку принятого конструктором решения.
На основании сказанного при построении статической системы координат режущего инструмента как геометрического тела нет необходимости отходить от принципов построения кинематической системы координат. При этом достаточно предположить, что режущий инструмент совершает такое движение, при котором векторы скоростей результирующего и главного движения совпадают. Это возможно и в том случае, когда главное движение и движение подачи совершаются либо в разное время, либо скорость подачи и вспомогательных формообразующих движений мала по сравнению со скоростью главного движения.
Наиболее фиксированное положение вектор скорости главного движения занимает в формообразующей точке режущей кромки или в точке, расположенной на обработанной, поверхности. Это положение вектора и должно приниматься за начальное при установлении с его помощью статической системы координат. Она строится таким образом, что вектор скорости главного движения направлен по одной из ее осей.
Рассмотрим пример. Определим положение координатных плоскостей • статической системы координат рабочей части режущего ин- • струмента как геометрического тела для случая обработки проходным упорным резцом (рис. 2.2). Считаем, что резец перемещается относительно детали с подачей S = О. Из формообразующей точки режу-
щей кромки резца проведем касательную к обработанной поверхности. Отложим на ней вектор скорости главного движения V = ТЦк/ЮОО, где Ъ- диаметр детали, мм; ft- частота вращения заготовки,об/мин.
Базируясь на нем и ранее принятых определениях координатных плоскостей, в кинематической системе имеем (рис. 2.2):
1) Ту — плоскость резания;
2) T.w- дополнительная координатная плоскость;
3) Oyy- основная плоскость;
4) система координат Х..Уу £у - статическая система координат.

Рис. 2.2. Схема токарной обработки проходным упорным резцом
Положение системы координат X... У,, ^-характеризуется тем,
что в ней вектор V "VW совпадает с осью У... Отклонение векто
ра скорости резания W от вектора V, произойдет в про
цессе резания, повлечет за собой перевод системы координат Х.Д,2у
(вслед за поворотом вектора W) в. новое положение X Ь £w,
где ее основой будет являться вектор скорости результирующего дви
жения.
Применение рассмотренного метода установления координатных плоскостей ведет к тому, что системы статических и кинематических угловых характеристик имеют одни и те же группы с той разницей, что статические углы являются частным случаем кинематических.Они имеют свое значение при W = V. Чтобы подчеркнуть идентичность систем углов, для их обозначения обычно применяют одни и те же
символы. Например, если Y, о(.р,..., Л. - кинематические углы, то соответствующие им статические углы обозначают как У, *,
Угловые характеристики рабочей части инструментов имеют определенное значение в каждой конкретной точке режущей кромки, принятой для их измерения, и в том направлении (плоскости), в котором
производится их измерение.
Остановимся на плоскостях, в которых необходимо производить
измерение статических углов.
Для измерения углов ц> и и, согласно их определениям, должна быть использована основная плоскость (О HV, рис. 2.2). Угол А следует измерять в плоскости резания (плоскость Ту на рис. 2.2). Для измерения угла А, должна быть использована дополнительная координатная плоскость T.v.
При перемещении точек измерения углов if, ip, А, \л вдоль режущих кромок, представляющих собой прямые линии, величина этих углов не изменяется. Поэтому для их измерения на прямолинейных режущих кромках можно принимать любую точку, не указывая места расположения ее на режущей кромке.
Для измерения углов <* > У • ft • S. а также цЦ и У,, характеризующих режущий клин, могут быть использованы любые секущие плоскости, проходящие через, точки главной и вспомогательной ■ режущих кромок. Однако наиболее приемлемы следующие плоскости:
1) главная секущая плоскость N — N;
2) осевая секущая плоскость 0 — 0;
3) вспомогательная секущая плоскость N,- N.;
4) поперечная секущая плоскость М - М.
Главная секущая плоскость N - N — плоскость, нормальная к
проекции главной режущей кромки на основную плоскость 0uV.Это направление измерения углов используется наиболее часто, так как именно в нем осуществляются главные деформации срезаемого слоя. Вспомогательная секущая плоскость N. — N. — плоскость, нормальная к проекции вспомогательной режущей кромки на основную плоскость О цу. Осевая секущая плоскость 0 — 0 - плоскость, параллельная оси инструмента:и перпендикулярная плоскости 0Н„. Поперечная секущая плоскость М— М - плоскость, перпендикулярная к оси инструмента и плоскости 0HV.
Следует отметить, что плоскость N — N — используется для измерения углов, характеризующих режущий клин только на участке главной режущей кромки, а плоскость N,- N^— только на.участке вспомогательной режущей кромки. Плоскости же М — Ми 0 — 0 могут быть одинаково полезны для установления углов на любых участках режущих^ кромок. Примеры этих Плоскостей даны на рис. 2.2,
Кроме названных секущих плоскостей, иногда используют другие секущие плоскости) перпендикулярные к передней поверхности инструмента, к режущей кромке и т.д.
Следует заметить, что если режущие кромки инструмента образованы пересечением плоскостей, то величины углов А, у, fi, Я, сЬ., у. в принятом направлении измерения не изменяются при перемещении точек измерения углов вдоль режущих кромок. В таких случаях нет необхс -димости указывать координаты места расположения точек измерения углов вдоль режущих кромок. Для измерения этих углов можно принимать любые точки на главной и вспомогательной режущих кромках.
Теперь рассмотрим направления для измерения рабочих кинематических углов. Здесь предпочтительнее использовать плоскости, положение которых в пространстве определяется условиями перемещения инструмента относительно изделия и стружки относительно инструмента.
Так, величина заднего угла измеряется обычно в плоскости относительного движения инструмента и изделия, т.е. в плоскости, проходящей через вектор скорости результирующего движения резания и нормаль к поверхности движения. Часто величину заднего угла измет ряют в направлении, совпадающем с плоскостью, касательной к поверхности движения. Такое направление выбирается потому, что величина заднего угла, измеренного в этом направлении, позволяет ответить на вопрос, возможно ли в этом случае свободное перемещение инструмента относительно изделия.
Передний угол измеряется в направлении, совпадающем с направлением движения стружки по передней поверхности инструмента или перпендикулярном к главной режущей кромке. Углы V-Hif измеряются в плоскости, проходящей через вектор скорости подачи и проекцию режущей кромки на основную плоскость. Для измерения углов А„ и А. используют плоскость резания и дополнительную координатную плоскость.
2.2. СИСТЕМЫ СТАТИЧЕСКИХ УГЛОВ РЕЖУЩИХ ИНСТРУМЕНТОВ
2.2,1. Методика установления статических углов рабочей части режущих инструментов
Приведенные ранее определения рабочих поверхностей инструмента, координатных и секущих плоскостей, углов в точности сохраняются для любого режущего инструмента. Это значительно облегчает задачу установления углов любого режущего инструмента в том отношении, что для этого может быть использована одна и та же методика.
Следует отметить, что непосредственное измерение кинематических углов затруднительно, так как они отражают процесс резания и при одной и той же геометрической форме инструмента будут переменными в зависимости от режима обработки. Для их определения можно ис -пользовать графическое построение сечений зоны контакта инструмента и заготовки с последующим измерением углов по полученным сечениям или расчет их значений на основе математических зависимостей. Применять при этом какие-либо приборы для непосредственного измерения практически невозможно.
Статические углы на любом режущем инструменте могут быть замерены с высокой степенью точности. При выполнении лабораторных работ перед студентами ставится задача установления статических углов на готовом режущем инструменте. Значительное снижение трудоемкости при этом может быть достигнуто за счет применения единой для всех режущих инструментов методики. Она заключается в последовательном выполнении следующих общих для любого режущего инструмента операций.
1. Устанавливают движения, совершаемые заготовкой и инструментом, а также схему расположения инструмента относительно заготовки в процессе обработки. \
2. Выполняют эскиз инструмента.
3. Определяют положение рабочих поверхностей инструмента и его
режущих кромок.
4. Устанавливают направления вектора скорости главного движения
для формообразующей точки главной режущей кромки, расположенной
на обработанной поверхности, и отмечают его положение на эскизе
инструмента.
5. Через эту точку, вектор скорости и режущие кромки проводят
координатные плоскости, плоскость резания Ту, дополнительную коор -
динатную плоскость Т.у, основную плоскость 0HV, перпендикулярную
к вектору скорости главного движения.
6. Проектируют рабочую часть ишлрумента на основную плоскость
0HV. На полученной проекции через точки измерения углов d,, у,
$>, S и Л., у на главной и вспомогательной режущих кромках прово -дяг секущие плоскости (главную, вспомогательную, продольную, поперечную или другие). Изображают соответствующие сечения или разрезы инструмента.
7. В полученных сечениях через принятые точки измерения с. целью
образования координатной системы отсчета углов проводят следы коор
динатных, сонаправленных с ними или параллельных плоскостей и, сог
ласно принятым определениям, устанавливают углы оС, г, jb, о, оС,,
у1, характеризующие режущий клин инструмента.
8. На проекциях главной и вспомогательной режущих кромок на
основную плоскость 0HV принимают точки измерения углов if и и.
Через эти точки проводят касательные к каждой из кромок, а также направление подачи и, согласно определениям, устанавливают углы в плане if и <f.
9. Проектируют рабочую часть инструмента на плоскость резания
Ту В полученной проекции через точку измерения угла Л на глав
ной режущей кромке проводят вектор скорости главного движения, а
также нормаль к нему и касательную к главной режущей кромке в
той же точке и устанавливают угол наклона главной режущей кромки
X как угол между касательной и нормалью.
10. Рабочую часть инструмента проектируют на плоскость Т.у. В полученной проекции через формообразующую точку на вспомогательной режущей кромке проводят вектор скорости главного движения, касательную к вспомогательной режущей кромке, а также нормаль к вектору и устанавливают угол наклона вспомогательной режущей кромки X. как угол между касательной и нормалью.
11. Производят замеры углов и проставляют их значения на эскизе инструмента.
Проследим методику установления системы статических углов рабочей части на примере проходного упорного резца (см. рис. 2.2).
Сначала уточним схему срезания припуска этим резцом, его положение относительно заготовки, затем выполним эскиз резца, на котором обозначим переднюю и задние поверхности, главную и вспомогательные режущие кромки (рис. 2.3). Режущие кромки резца представляют собой прямые линии. Через формообразующую точку 0 главной режущей кромки, расположенную на номинальной поверхности, проводим вектор скорости главного движения. Оставляя свойство движения за режущим инструментом (рис. 2.3), вектор скорости главного движения направляем от резца.
Устанавливаем положение базовых плоскостей: плоскости резания Ту, основной плоскости Оми и дополнительной плоскости Т.„.Спроектируем резец на основную плоскоевь 0„v. На рис. 2.3 проекция резца на основную плоскость и вид сверху совпадают.
На проекциях главной и вспомогательной режущих кромок на основную плоскость Он(/через точки измерения X и X. проведем секущие плоскости: главную N- N и вспомогательную N.- N.. Направления •)тих плоскостей и касательные к режущим кромкам составляют угол !Ю°.
Выполним сечение N - N (рис. 2.3). В нем через точку измерения (точку X) проведем следы координатных плоскостей и касательные к линиям пересечения передней и главной задней поверхностей секущей плоскостью. Тогда, согласно принятым определениям, в рассматриваемом сечении имеем:
1) угол между следом основной плоскости Ои,. и касательной к
HV
следу передней поверхности — главный передний угол If;
2) угол между следом плоскости резания и касательной к следу главной задней поверхности - главный задний угол ос;
3) угол между следом плоскости резания и касательной к следу передней поверхности — угол резания S;
4) угол между касательными к следам передней и главной задней поверхностей - угол заострения JS.
Выполним сечение N- N.. Через точку измерения (X.) проведем следы базовых плоскостей и касательные к следам передней и вспомогательной задней поверхностей. В итоге в сечении N.—N. имеем:
1) угол между следом плоскости 0HV. параллельной основной плоскости 0HV, и касательной к следу передней поверхности - вспомогательный передний угол у,;
2) угол между следом дополнительной плоскости Т и касательной к следу вспомогательной задней поверхности — вспомогательный задний угол Ы4.
На проекции резца на основную плоскость 0ну через точки измерения (например, через точки А, X иХ.) проведем направление подачи и касательные к режущим кромкам. В результате получаем:
1) угол между направлением подачи и касательной к главной режущей кромке — главный угол в плане и>;
2) угол между направлением подачи и касательной к вспомогатель-, ной режущей кромке - вспомогательный угол в плане <f;
3) угол между касательными, проведенными к режущим кромкам из точки их пересечения, - угол при вершине е.
Для разграничения углов ср, е и «р, можно применять следующее правило. В тем случае, когда режущие кромки инструмента расположены слева от направления подачи (если смотреть по подаче), эти углы в последовательности if, g, «в, измеряются против часовой стрелки, начиная от направления подачи. При расположении режущих кромок ипртчэуменга справа от направления подачи углы ip, £ и tp измеряются по часовой стрелке. Правильность установления углов может быть проверена по формуле
<f+£ + 1^ = 180°.
В отдельных случаях из-за трудности определения углов if и if, лучше заменить их углами между нормалью к вектору подачи и касательной к режущей кромке.
Спроектируем резец на плоскость резания Tv и плоскость Т.„.Для iioro на рис. 2.3 по правилам черчения выполним два вида по стрелке (виды А и Б). Через точки измерения, например, через точку 0, на каждом из видов проведем вектор скорости главного движения, рормаль к нему и касательную к режущей кромке.
После построения получаем:

|
| Рис. 2.4. Система статических углов, разработанная Стаблером |
1) угол между нормалью к вектору скорости главного движения и касательной к главной режущей кромке - угол наклона главной режущей кромки X (на рис. 2.3 А =0);
2) угол между нормалью к вектору и касательной к вспомогатель ной режущей кромке - угол наклона вспомогательной режущей кромки А1 (на рис. 2.3 угол Xt положительный).
Более подробно эта методика приведена нами в работе [137],где она дополнительно рассмотрена на ряде наиболее употребляемых при обработке резанием резцов: прямого проходного, проходного отогнутого, расточного (для глухих и сквозных отверстий), отрезного, резьбовых (для наружной и внутренней резьбы) и других режущих инструментов.
2.2.2. Примеры систем статических
углов резц ов
 В зависимости от количества применяемых для установления углов секущих плоскостей, а также от того, каким секущим плоскостям отдается предпочтение, получил распространение ряд систем статических углов заточки. В качестве примера рассмотрим эти системы на прямом проходном резце.
В зависимости от количества применяемых для установления углов секущих плоскостей, а также от того, каким секущим плоскостям отдается предпочтение, получил распространение ряд систем статических углов заточки. В качестве примера рассмотрим эти системы на прямом проходном резце.
| -*£ |
Известны две системы, в которых для установления углов заточки используют три секущие плоскости: система Стаблера и английская система.
| JUL |
| Рис. 2.5. Английская система углов заточки резца |
Секущими плоскостями в системе Стаблера (рис. 2.4) являются: главная секущая плоскость X — X, вспомогательная секущая плоскость У - У и плоскость Z - Z > перпендикулярная к главной режуще! кромке. Для характеристики рабочей части используют следующие уг- tt\ > ot i at., X, if, 90-tf • Угол Jf N измеряется в плоскости Z"
лы:
- %, перпендикулярной к главной режущей кромке; о(, - в плоскости
X - X, перпендикулярной к проекции главной режущей кромки на оо
новную плоскость; оЦ- в плоскости У - У, перпендикулярной к прое»
ции вспомогательной режущей кромки на основную плоскость. В плоо два у^; «, и 90° - «р, которые измеряются в основной плоскости
кости резания измеряется угол X, а углы <р и 90 - if - в основное Таким образом, в трех секущих и основной плоскостях измеряется
плоскости. 1ШГЬ углов: *, * ут(ис, „, go0- f.
Английская система (рис. 2.5) использует следующие секущие пл угпы д,, X в этой системе отсутствуют. Их отсутствие компенси-скости: главную секущую плоскость X — X, вспомогательную секущу! руегся введением угла W
| плоскость У - у и дополнительную секущую плоскость, проходящую ч(рез вершину резца под углом Y по отношению к оси резца. В главной секущей плоскости X — X измеряется лищь один угол -угол ot, во вспомогательной плоскости й- У измеряется угол Ы>.,ъ секущей плоскости Z — Z, проходящей под углом V по отношению к оси резца, устанавливается ут(и, В английскую систему входят еше. |
Рассмотрим системы с двумя секущими плоскостями. Таких сио-
тем три.
| ; А; А,; if.; 90-u. Для из- |
 1. Система Армарего (рис. 2.6). Систему образуют углы YN; <*,„; tj,
1. Система Армарего (рис. 2.6). Систему образуют углы YN; <*,„; tj,

мерения используются две секущие и три координатные плоскости. Углы У,<*n. <*1N измеряются в секущих плоскостях, перпендикулярных к главной и соответственно к вспомогательной режущим кромкам. Остальные углы измеряются в координатных плоскостях: ср,, 90 - f -в основной плоскости,А - в плоскости резания, Л, - в дополнительно! координатной плоскости.

Если в предыдущем случае углы, характеризующие режущий клин Инструмента, измерялись в секущих плоскостях, перпендикулярных непосредственно к режущим кромкам, то здесь секущие плоскости перпендикулярны не к кромкам,, а к их проекциям на основную плоскость. В двух секущих плоскостях X — X и У - У (главной и вспомогательной) измеряются три угла: Т, об, <*,,. В остальном немецкая система совпадает с системой Армарего, (см. рис. 2.6).
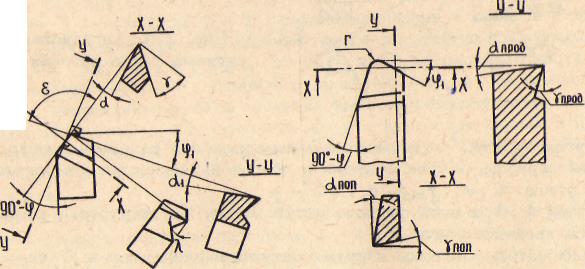
3. Американская система (рис. 2.8)
Здесь в качестве секущих плоскостей приняты две плоскости: продольная секущая плоскость У — V и поперечная секущая плоскость 'X — X. В этих плоскостях измеряются четыре угла, характеризующие режущий клин инструмента: J „ роз •<<<,, роЭ • уооя, <*П0л- Остальные углы системы: <р, 90 — <f измеряются в основной плоскости. Углы А, X. здесь не применяются.
В завершение рассмотрим систему с одной секущей плоскостью. Она предложена авторами этой работы. Единственная секущая плоскость проводится через проекцию линии пересечения задних поверхностей на основную плоскость, нормально к опорной поверхности (рис. 2.9).
|
| ХА |
Рис. 2.6. Система статических углов резца, разработанная Армарего 2. Немецкая система (рис. 2.7).
| Рис. 2.7. Немецкая система статических углов резца |
Рис. 2.8. Американская система статических углов резца
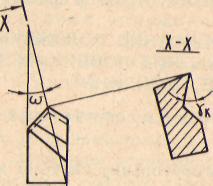
Рис. 2.9. Система статических углов резца с одной секущей плоскостью
В ней измеряется угол ук. Если на чертеже проставляется значение угла о), под которым эта секущая плоскость проходит по отношению к оси резца, го вся система углов может быть заключена в двух углах: ук и W, так как между 0J и углами А-, А(, if • fi ' А, du. существует зависимость, позволяющая производить пересчет углов:

