




На поверхности детали после ее обработки остаются следы от кромок режущего инструмента в виде неровностей и гребешков, близко расположенных друг от друга. Шероховатостью поверхности называется совокупность неровностей с относительно малыми шагами, выделенная на базовой длине (L). Шероховатость поверхностей влияет на эксплуатационные свойства деталей машин и механизмов. В подвижных посадках за счет износа поверхностей увеличивается зазор. В соединениях с натягом ослабляется прочность соединения и величина натяга за счет смятия гребешков. Шероховатость влияет на герметичность соединения, коррозионную стойкость, усталостную прочность и другие качественные показатели изделия.
Для нормирования шероховатости поверхностей по ГОСТ 2789 установлено (рисунок 3.1) шесть параметров: три высотных (Ra; Rz; Rmax), два шаговых (Sm; S)и параметр относительной опорной длины профиля (tp).
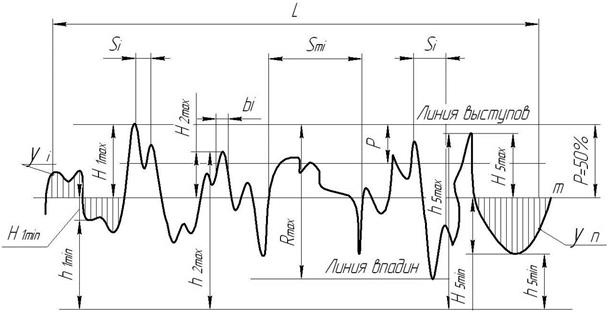
Рисунок 3.1 – Профилограмма шероховатости поверхности
Характеристика параметров шероховатости:
Ra – среднее арифметическое отклонение профиля, мкм:
 ,
,
где у i – расстояние между любой точкой профиля и средней линией т, средняя линия имеет форму номинального профиля и проводится так, что в пределах базовой длины среднее квадратическое отклонение профиля до этой линии минимально;
п – количество рассматриваемых точек профиля на базовой длине L;
Rz – высота неровностей профиля по 10–ти точкам, мкм:

где Himax, Himin – высота наибольшего выступа и глубина наибольшей впадины, мкм;
R max – наибольшая высота профиля – расстояние между линией выступов и линией впадин, мкм;
Sm – средний шаг неровностей профиля по средней линии, мкм:

S – средний шаг местных выступов профиля, мкм:
где n –количество шагов в пределах базовой длины;
tp – относительная опорная длина профиля:
где р – уровень сечения профиля в % – это расстояние между линией выступов и линией пересекающей профиль, эквидистантно линии выступов, за 100 % принимается R max;
bi – длина отрезка, отсекаемая на заданном уровне в материале, мм;
L – базовая длина, мм.
Направления неровностей обработки зависят от метода и технологии изготовления, влияют на работоспособность, износостойкость и долговечность изделия. Условные обозначения направления неровностей (см. таблицу 3.1) указывают на чертеже при необходимости.
Таблица 3.1 – Условное обозначение направлений неровностей
| Тип направления неровностей | Обозначение | Тип направления неровностей | Обозначение |
Параллельное

| 
| Произвольное

| 
|
Перпендикулярное

| 
| Круговое

| 
|
Перекрестное

| 
| Радиусное

| 
|
Нормирование шероховатости поверхности по ГОСТ 2789 выполнено с учетом международных стандартов.
Выбор параметров производится с учетом эксплуатационных свойств поверхности. Предпочтительным принят параметр Ra – среднее арифметическое отклонение профиля, так как он определяет шероховатость по всем точкам профиля. Средняя высота неровностей по 10 точкам Rz используется в тех случаях, когда нельзя измерить Ra на приборах типа профилометр путем ощупывания поверхности алмазной иглой. Шаговые параметры влияют на виброустойчивость, сопротивление в волноводах и электропроводность в электротехнических деталях. Параметр tp необходимо учитывать при высоких требованиях к контактной жесткости и герметичности.
В ГОСТ 2789–59 предусматривалось 14 классов шероховатости в порядке уменьшения значений параметров. В сравнительной таблице 3.2 даны соотношения между классами шероховатости и другими высотными параметрами. С 1983 года для всех классов введен ряд значений Ra предпочтительного применения по 1-му варианту.
Таблица 3.2 – Значения высотных показателей шероховатости поверхности
| Обозначение класса шероховатости поверхности по ГОСТ 2789–59 | Значения параметров в мкм по ГОСТ 2789–73 | Базовая длина l,мм | |||
| Ra | Rz | ||||
| Вариант 1 | Вариант 2 | Вариант 3 | |||
 1 1
| 8,0 | ||||
| 2
| |||||
| 3
| 12,5 | ||||
| 4
| 6,3 | 12,5 | 2,5 | ||
| 5
| 3,2 | 6,3 | |||
| 6
| 1,6 | 2,5 | 3,2 | 0,8 | |
| 7
| 0,8 | 1,25 | 1,6 | 6,3 | |
| 8
| 0,4 | 0,63 | 0,8 | 3,2 | |
| 9
| 0,2 | 0,32 | 0,4 | 1,6 | 0,25 |
| 10
| 0,1 | 0,16 | 0,2 | 0,8 | |
| 11
| 0,05 | 0,08 | 0,1 | 0,4 | |
| 12
| 0,025 | 0,04 | 0,05 | 0,2 | |
| 13
| 0,012 | 0,02 | 0,025 | 0,1 | 0,08 |
| 14
| 0,006 | 0,01 | 0,012 | 0,05 | |
| Примечания: 1 Нормирование Ra по варианту 1 является предпочтительным. 2 Значения Ra по варианту 3 и Rz полностью соответствуют верхнему пределу класса. |
Таблица 3.3 – Рекомендации по выбору параметров шероховатости поверхности – Ra, мкм, в зависимости от эксплуатационных требований
| Характеристика поверхности | Эксплуатационные требования | |||||||||||||||||||||||||||||||
| Посадки с натягом | Квалитет | Поверхности детали | Номинальный размер, мм | |||||||||||||||||||||||||||||
| До 50 | Свыше 50 до 120 | Свыше120до500 | ||||||||||||||||||||||||||||||
| а) Сборка под прессом (силовым методом) | Вал | 0,1–0,2 | 0,4 | 0,4 | ||||||||||||||||||||||||||||
| Отверстие | 0,2–0,4 | 0,8 | 0,8 | |||||||||||||||||||||||||||||
| 6–7 | Вал | 0,4 | 0,8 | 1,6 | ||||||||||||||||||||||||||||
| Отверстие | 0,8 | 1,6 | 1,6 | |||||||||||||||||||||||||||||
| Вал | 0,8 | 0,8–1,6 | 1,6–3,2 | |||||||||||||||||||||||||||||
| Отверстие | 1,6 | 1,6–3,2 | 1,6–3,2 | |||||||||||||||||||||||||||||
| б) Сборка терми ческим методом | 6–7 | Вал | 1,6 | |||||||||||||||||||||||||||||
| Отверстие | 1,6–3,2 | |||||||||||||||||||||||||||||||
| Посадки с зазором | Вал | 0,2 | 0,4 | |||||||||||||||||||||||||||||
| Отверстие | 0,4 | 0,8 | ||||||||||||||||||||||||||||||
| Вал | 0,4 | 0,8 | ||||||||||||||||||||||||||||||
| Отверстие | 0,4–0,8 | 0,8–1,6 | ||||||||||||||||||||||||||||||
| Вал | 0,4–0,8 | 0,8–1,6 | ||||||||||||||||||||||||||||||
| Отверстие | 0,8 | 1,6 | ||||||||||||||||||||||||||||||
| Вал | 0,8 | 1,6 | ||||||||||||||||||||||||||||||
| Отверстие | 0,8–1,6 | 1,6–3,2 | ||||||||||||||||||||||||||||||
| 9–10 | Вал | 1,6 | 3,2 | |||||||||||||||||||||||||||||
| Отверстие | 1,6–3,2 | 3,2–6,3 | ||||||||||||||||||||||||||||||
| 11–12 | Вал | 3,2 | 6,3 | |||||||||||||||||||||||||||||
| Отверстие | 3.2–6.3 | 6,3–12,5 | ||||||||||||||||||||||||||||||
| Селективная (групповая)сборка | Поверхность | Допуск сортировочной группы, мкм | ||||||||||||||||||||||||||||||
| 2,5 | ||||||||||||||||||||||||||||||||
| Вал | 0,1 | 0,2 | 0,4 | 0,8 | ||||||||||||||||||||||||||||
| Отверстие | 0,2 | 0,4 | 0,8 | 1,6 | ||||||||||||||||||||||||||||
| Переходные посадки с точным центрированием | Поверхность | Допуск радиального биения, мкм | ||||||||||||||||||||||||||||||
| 2,5 | ||||||||||||||||||||||||||||||||
| Вал | 0,05 | 0,1 | 0,1 | 0,2 | 0,4 | 0,8 | ||||||||||||||||||||||||||
| Отверстие | 0,1 | 0,2 | 0,2 | 0,4 | 0,8 | 1,6 | ||||||||||||||||||||||||||
| Поверхности под подшипники качения | Номинальныйдиаметр | Поверхность детали | Класс точности подшипника | |||||||||||||||||||||||||||||
| 6; 5 | ||||||||||||||||||||||||||||||||
| До 80 | Вал | 0,8(1,25) | 0,4(0,63) | 0,2(0,32) | 0,1(0,16) | |||||||||||||||||||||||||||
| Отверстие в корпусе | 0,4(0,63) | 0,2(0,32) | ||||||||||||||||||||||||||||||
| Торцы заплечников | 1,6(2,5) | 0,8(1,25) | 0,4(0,63) | |||||||||||||||||||||||||||||
| Свыше 80 до500 | Вал | 1,6(2.5) | 0,8(1,25) | 0.4(0,63) | 0,2(0,32) | |||||||||||||||||||||||||||
| Отверстие в корпусе | 0,8(1,25) | 0,4(0,63) | ||||||||||||||||||||||||||||||
| Торцы заплечников | 1,6(2,5) | 0,4(0,63) | ||||||||||||||||||||||||||||||
| Поверхности под подшипники скольжения | Поверхность | Квалитет допуска размера | ||||||||||||||||||||||||||||||
| 6–9 | 10–12 | |||||||||||||||||||||||||||||||
| Вал | 0,4–0,8 | 0,8–3,2 | ||||||||||||||||||||||||||||||
| Отверстие | 0,8–1,6 | 1,6–3,2 | ||||||||||||||||||||||||||||||
| Поверхности под уплотнения | Вид уплотнения | Скорость вращения, м/с | ||||||||||||||||||||||||||||||
| До3 | Св. 3 до 5 | Св. 5 | ||||||||||||||||||||||||||||||
| Резиновое | 0,8–1,6 полировать | 0,4–0,8 полировать | 0,2–0,4 полировать | |||||||||||||||||||||||||||||
| Войлочное | 0,8–1,6 полировать | 0,8–1,6 полировать | – | |||||||||||||||||||||||||||||
| Лабиринтное | 3,2–6,3 | 3,2–6,3 | – | |||||||||||||||||||||||||||||
| Соединения с призматическими и сегментными шпонками | Вид соединения | Поверхности | Шпонка | Паз вала | Паз втулки | |||||||||||||||||||||||||||
| Неподвижное | Рабочая | 3,2 | 1,6–3,2 | 1,6–3.2 | ||||||||||||||||||||||||||||
| Нерабочая | 6,3–12,5 | |||||||||||||||||||||||||||||||
| С направляющей шпонкой | Рабочая | 1,6–3,2 | ||||||||||||||||||||||||||||||
| Нерабочая | 6,3–12,5 | |||||||||||||||||||||||||||||||
| Зубчатые и червячные передачи | Степень точности | |||||||||||||||||||||||||||||||
| Поверхности | ||||||||||||||||||||||||||||||||
| Профиль зубьев | 0,2–0,4 | 0,4 | 0,4–0,8 | 1,6 | 3,2 | 6,3 | ||||||||||||||||||||||||||
| Профиль витка червяка | 0,2 | 0,4 | 0,4–0,8 | 0,8–1,6 | 1,6–3,2 | – | ||||||||||||||||||||||||||
| Диаметр выступов | 3,2–12,5 | |||||||||||||||||||||||||||||||
| Резьбовые соединения | Назначение резьбы | Степень точности | ||||||||||||||||||||||||||||||
| 4; 5 | 6; 7 | 8; 9 | ||||||||||||||||||||||||||||||
| Крепежная | 1,6 | 3,2 | 3,2–6,3 | |||||||||||||||||||||||||||||
| Ходовой винт | – | 0,4 | 0,8 | |||||||||||||||||||||||||||||
| Гайка под ходовой винт | – | 0,8 | 1,6 | |||||||||||||||||||||||||||||
| Шлицевые соединения | Характер соединения | Поверхности | Зуб вала | Впадина отверстия | ||||||||||||||||||||||||||||
| Центрирующие | Нецентрирующие | |||||||||||||||||||||||||||||||
| Вал | Отверстие | Вал | Отверстие | |||||||||||||||||||||||||||||
| Подвижное | 0,4–0,8 | 0,8–1,6 | 1,6–3,2 | 3,2 | 0,4–0,8 | 0,8–1,6 | ||||||||||||||||||||||||||
| Неподвижное | 0,4–0,8 | 0,8–1,6 | 1,6–6,3 | 3,2–6,3 | 1,6–3,2 | 1,6–3,2 | ||||||||||||||||||||||||||
| Нерабочие поверхности валов, осей. Открытые свободные поверхности втулок, кронштейнов, ступиц и т.д. | 6,3–12,5 | |||||||||||||||||||||||||||||||
| Нерабочие поверхности зубчатых колес (диаметр впадин). Канавки, фаски, выточки закругления у всех видов деталей. Поверхности головок болтов, винтов, гаек | 3,2–12,5 | |||||||||||||||||||||||||||||||
| Кромки деталей под сварные швы | 50–100 | |||||||||||||||||||||||||||||||
| свободные поверхности органов управления (рукоятки, маховики и т.д.) | 0,4–1,6 | |||||||||||||||||||||||||||||||
Таблица 3.4 – Экономическая точность механической обработки
| Квалитет | Степень точности при L ≤ 2 d | Шероховатость поверхности Ra. мкм | Метод числовой обработки | ||||
| Относительная геометрическая точность | Формы цилиндрической поверхности | Формы плоской поверхности | Радиального и торцового биения | ||||
| А В С | 0,2 – 0,4 | Доводка | |||||
| 0,1 –0,2 | Суперфиниш | ||||||
| (2) | (3) | 0,05–0,1 | Хонингование | ||||
| А В С | 0,4– 1,6 | Алмазное выглаживание | |||||
| 0,2 – 0,8 | Тонкое точение | ||||||
| (3) | (4) | 0,1 –0,2 | Чистовое шлифование | ||||
| А В С | 0,8–3.2 | Чистовое шлифование Тонкое точение Тонкое растачивание Шабрение Выглаживание | |||||
| 0,4 –0,8 | |||||||
| (4) | 0,2 – 0,4 | ||||||
| А В С | 0,8–3,2 | ||||||
| 0,4 – 0,8 | |||||||
| 0,2 – 0,4 | |||||||
| А В С | 3,2 –6,3 | Шлифование Развертывание Чистовое точение, растачивание Фрезерование Строгание Протягивание Шабрение | |||||
| 1,6–3,2 | |||||||
| 0,8– 1,6 | |||||||
| А В С | 3,2 – 6,3 | ||||||
| 1,6–3,2 | |||||||
| 0,8–1,6 | |||||||
| А В С | 6,3–12.5 | Строгание Протягивание Сверление Точение Зенкерование Фрезерование | |||||
| 3,2 –6,3 | |||||||
| 1,6–3,2 | |||||||
| А В | 9– 10 | 12,5–25 | |||||
| 6,3– 12,5 | |||||||
| Примечание:В скобках указаны труднополучаемые степени точности | |||||||
Определение значений параметров шероховатости может быть выполнено методом подобия и расчетным методом. Примеры выбора числовых значении Ra в зависимости от вида соединения даны в таблице 3.3. Метод подобия ориентируется на экономическую точность, которая устанавливает зависимость шероховатости и формы поверхности от допуска размера и применяемого отделочного метода обработки (см. таблицу 3.4).
Минимальные требования к шероховатости поверхности в зависимости от допусков размера и формы даны в таблице 3.5.
Таблица 3.5 – Минимальные требования к шероховатости поверхности в зависимости от допуска размера и формы поверхности
| Квалитет допуска размера | Допуск формы в % от допуска размера | Номинальные размеры, мм | |||
| До 18 | Свыше 18 до 50 | Свыше 50 до 120 | Свыше 120 до 500 | ||
| Значение Ra, мкм, не более | |||||
| 0,4 | 0,8 | 1,6 | 1,6 | ||
| 0,2 | 0,4 | 0,8 | 0,8 | ||
| 0,1 | 0,2 | 0,4 | 0,4 | ||
| 0,8 | 1,6 | 3,2 | 3,2 | ||
| 0,4 | 0,8 | 0,8 | 1,6 | ||
| 0,2 | 0,4 | 0,4 | 0,8 | ||
| 1,6 | 3,2 | 3,2 | 3,2 | ||
| 0,8 | 1,6 | 1,6 | 3,2 | ||
| 0,4 | 0,8 | 0,8 | 1,6 | ||
| 1,6 | 3,2 | 3,2 | 3,2 | ||
| 0,8 | 1,6 | 3,2 | 3,2 | ||
| 0,4 | 0,8 | 1,6 | 1,6 | ||
| 100 и 60 | 3,2 | 3,2 | 6,3 | 6,3 | |
| 1,6 | 3,2 | 3,2 | 6,3 | ||
| 0,8 | 1,6 | 1,6 | 3,2 | ||
| 100 и 60 | 3.2 | 6.3 | 6,3 | 6,3 | |
| 1,6 | 3,2 | 3.2 | 6,3 | ||
| 0,8 | 1,6 | 1,6 | 3,2 | ||
| 100 и 60 | 6,3 | 6,3 | 12,5 | 12,5 | |
| 3,2 | 3,2 | 6,3 | 6,3 | ||
| 1,6 | 1,6 | 3,2 | 3,2 | ||
| 12 и 13 | 100 и 60 | 12,5 | 12,5 | ||
| 6,3 | 6,3 | 12,5 | 12,5 | ||
| 14 и 15 | 100 и 60 | 12,5 | |||
| 12,5 | 12,5 | ||||
| 16 и 17 | 100 и 60 | ||||
При расчетном методе определяется коэффициент шероховатости Кr в зависимости от уровня относительной геометрической точности (см. таблицу 3.11):
Ra = Кr T,
где Т – допуск на размер, ограничивающий данную поверхность (Td; TD).Расчетное значение округлить в сторону уменьшения до величин таблицы 3.2., вариант 1.
Соотношение между Ra и Rz колеблется в пределах от 4 до 7 раз, Rz больше, чем Ra.
Контроль шероховатости может быть выполнен контактным методом (профилометром, профилографом) и бесконтактным на приборах теневого и; светового сечения. Раковины, рыхлоты, царапины и другие поверхностные дефекты в оценку шероховатости не включаются. При необходимости требования к дефектам поверхности должны быть установлены отдельно.
В цеховых условиях оценку шероховатости выполняют методом сличения, путем сравнения с образцами шероховатости, которые должны быть из одноименной группы материала (сталь для стальных деталей, чугун – для чугунных и т.д.), с соответствующим методом обработки (точения, шлифования и т.д.) и соответствующей формой поверхности (выпуклые для валов, вогнутые для отверстий, плоские для плоскостей).
Указание требований к шероховатости поверхностей производится на чертежах согласно ЕСКД по ГОСТ 2.309. Обозначение шероховатости состоит из условного значка и числовых значений:
 – основной знак, когда метод обработки поверхности чертежомне регламентируется;
– основной знак, когда метод обработки поверхности чертежомне регламентируется;
 – знак, соответствующий поверхности, полученной удалением слоя металла (точением, сверлением, фрезерованием, шлифованием и т.д.);
– знак, соответствующий поверхности, полученной удалением слоя металла (точением, сверлением, фрезерованием, шлифованием и т.д.);
 –знак, соответствующий поверхности в состоянии поставки, без удаления слоя металла (литье, штамповка, поковка и т.д.).
–знак, соответствующий поверхности в состоянии поставки, без удаления слоя металла (литье, штамповка, поковка и т.д.).
До 2005г. требовалось указывать символ и числовые значения в растворе знака, символ Ra не указывался на чертеже, остальные символы должны быт записаны перед числовым значением, в мкм.
Например:  означает Ra = 1,6мкм, Rz = 40мкм, Ra = 12,5 мкм.
означает Ra = 1,6мкм, Rz = 40мкм, Ra = 12,5 мкм.
Согласно изменениям, внесенным в межгосударственный стандарт ГОСТ 2.309–73 «ЕСКД. Обозначения шероховатости поверхностей», указанные примеры должны быть записаны в следующем виде:

Изменения № 3 к ГОСТ 2.309–73, которые вступили в силу с 01.01 05г., следующие:
- обязательно указывать символ Ra перед его числовым значением;
- все параметры записывать под полочкой. Также под полочкой знака могут быть указаны: условные обозначения неровностей; базовая длина (если отличается от стандартной) и все параметры шероховатости по строчкам, начиная с Ra (или Rz),далее шаговые и далее tp;
- над полочкой указывают способ обработки и другие дополнительные требования (например, полировать);
- заменить указанное обозначение  на
на 
- ввести новый знак направления неровностей:  – для поверхностей, полученных методом порошковой металлургии путем спекания;
– для поверхностей, полученных методом порошковой металлургии путем спекания;
- допускается указывать требования к шероховатости поверхности на прямоугольной рамке (расположенной горизонтально), содержащей допуск формы поверхности.

