




Стандартами установлены два вида допусков расположения: зависимые и независимые.
Зависимый допуск имеет переменное значение и зависит от действительных размеров базового и рассматриваемого элементов. Зависимый допуск более технологичный.
Зависимыми могут быть следующие допуски расположения поверхностей: позиционные допуски, допуски соосности, симметричности, перпендикулярности, пересечение осей.
Зависимыми могут быть допуски формы: допуск прямолинейности оси и допуск плоскостности для плоскости симметрии.
Зависимые допуски должны быть обозначены символом  или оговорены текстом в технических требованиях.
или оговорены текстом в технических требованиях.
Независимый допуск имеет постоянное числовое значение для всех деталей и не зависит от их действительных размеров.
Допуск параллельности и наклона может быть только независимый.
При отсутствии на чертеже специальных обозначений допуски понимаются как независимые. Для независимых допусков может использоваться символ  хотя его указание необязательно.
хотя его указание необязательно.
Независимые допуски используются для ответственных соединений, когда их величина определяется функциональным назначением детали.
Независимые допуски также используются в мелкосерийном и единичном производстве, а их контроль производится универсальными измерительными средствами (см. таблицу 3.13).
Зависимые допуски устанавливаются для деталей, сопрягаемых одновременно по двум или более поверхностям, для которых взаимозаменяемость сводится к обеспечению собираемости по всем сопрягаемым поверхностям (соединение фланцев с помощью болтов).
Используются зависимые допуски в соединениях с гарантированным зазором в крупносерийном и массовом производстве, контроль их производится калибрами расположения. На чертеже указывается минимальное значение допуска (Трmin), которое соответствует проходному пределу (наименьший предельный размер отверстия или наибольший предельный размер вала). Фактическая величина зависимого допуска расположения определяется действительными размерами соединяемых деталей, т. е. в разных сборках она может быть разная. При соединениях по скользящей посадке Tpmin = 0. Полное значение зависимого допуска определяется прибавлением к Трmin дополнительной величины Т доп, зависящей от действительных размеров данной детали (ГОСТ Р 50056):
Tpзав = Трmin + Тдоп.
Примеры расчета величины расширения допуска для типовых случаев даны в таблице 3.14. В этой таблице также даны формулы для пересчета допусков расположения на позиционные допуски при проектировании калибров расположения (ГОСТ 16085).
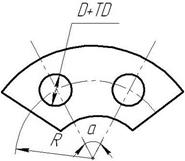
Расположение осей отверстий под крепежные детали (болты, винты, шпильки, заклепки) может быть задано двумя способами:
- координатным, когда заданы предельные отклонения ± δL координирующих размеров;
- позиционным, когда заданы позиционные допуски в диаметральном выражении – Тр.
Таблица 3.13 – Условия выбора зависимого допуска расположения
| Условия работы соединения | Вид допуска расположения |
| Условия выбора: Крупносерийное, массовое производство Требуется обеспечить только собираемость при условии полной взаимозаменяемости Контроль калибрами расположения Вид соединений: Неответственные соединения Сквозные отверстия под крепеж | Зависимый |
| Условия выбора: Единичное и мелкосерийное производство Требуется обеспечить правильное функционирование соединения (центрирование, герметичность, балансировка и другие требования) Контроль универсальными средствами Вид соединений: Ответственные соединения с натягом или по переходным посадкам Резьбовые отверстия под шпильки или отверстия под штифты Посадочные места под подшипники, отверстия под валы зубчатых передач | Независимый |
Пересчет допусков из одного способа в другой производится по формулам таблицы 3.15 для системы прямоугольных и полярных координат.
Координатный способ используется в единичном, мелкосерийном производстве, для неуказанных допусков расположения, а также в случаях, если требуется пригонка деталей, если заданы разные величины допусков по координатным направлениям, если число элементов в одной группе менее трех.
Позиционный способ более технологичный и используется в крупносерийном и массовом производстве. Позиционные допуски наиболее часто используются для задания расположения осей отверстий под крепежные детали. При этом координирующие размеры указываются только номинальными значениями в квадратных рамках, так как на эти размеры не распространяется понятие «общий допуск».
Числовые значения позиционных допусков не имеют степеней точности и определяются из базового ряда числовых значений по ГОСТ 24643. Базовый ряд состоит из следующих чисел: 0,1; 0,12; 0,16; 0,2; 0,25; 0,4; 0,5; 0,6; 0,8 мкм, эти значения могут быть увеличены в 10 ÷ 105 раз.
Числовое значение позиционного допуска зависит от типа соединения А (болтами, два сквозных отверстия во фланцах) или В (соединение шпильками, т. е. зазор в одной детали). По известному диаметру крепежной детали определяется по таблице 3.16 ряд отверстий, их диаметр (D) и минимальный зазор (S min).
Таблица 3.14 – Перерасчет допусков расположения поверхностей на позиционные допуски
| Допуск расположения поверхностей | Эскиз | Формулы для определения позиционного допуска | Максимальное расширение допуска Тдоп |
| Допуск соосности (симметричности) относительно оси базовой поверхности | 
| Для базы Т Р = 0 Для кон т ролируемой поверхнос т и Т Р = Т С | Т доп = Td 1 Т доп = Td 2 |
| Допуск соосности (симметричности) относительно общей оси | 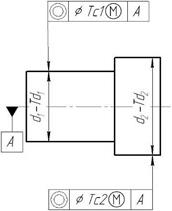
| Т Р1 = Т С1 Т Р2 = Т С2 | Т доп = Td 1 + Td 2 |
| Допуск соосности (симметричности) двух поверхностей База не указана | 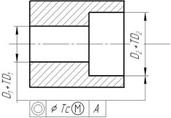
| Т Р1 = Т Р2 = 
| Т доп = TD 1 + TD 2 |
| Допуск перпендикулярности оси поверхности относительно плоскости | 
| Т Р = Т 
| Т доп = TD |
На чертеже детали указывают величину позиционного допуска (см. таблицу 3.7), решив вопрос о его зависимости. Для сквозных отверстий допуск назначается зависимый, а для резьбовых – независимый, поэтому он расширяется.
Для соединения типа (А) Т поз = S p, для соединений типа (В) для сквозных отверстий Т поз = 0,4 S p, а для резьбовых Т поз=(0,5÷0,6) S p (рисунок 3.4).

а) б)
1, 2 – соединяемые детали
Рисунок 3.4 – Виды соединения деталей при помощи крепежных изделий:
а – тип А, болтами; б – тип В, шпильками, штифтами
Расчетный зазор S р, необходимый для компенсации погрешности расположения отверстий, определяется по формуле:
S p = S min,
где коэффициент К использования зазора для компенсации отклонения расположения осей отверстий и болтов. Он может принимать следующие значения:
К = 1 – в соединениях без регулировки в нормальных условиях сборки;
К = 0,8 – в соединениях с регулировкой, а также в соединениях без регулировки, но с утопленными и потайными головками винтов;
К = 0,6 – в соединениях с регулировкой расположения деталей при сборке;
К = 0 – для базового элемента, выполненного по скользящей посадке (H/h), когда номинальный позиционный допуск этого элемента равен нулю.
Если позиционный допуск оговаривается на определенном расстоянииот поверхности детали, то он задается как выступающий допуск и обозначается символом (Р). Например: центр сверла, торец шпильки, ввернутой в корпус.
Таблица 3.15 – Пересчет предельных отклонений размеров, координирующих оси отверстий на позиционные допуски по ГОСТ 14140
| Вид расположения | Эскиз | Формулы для определения позиционного допуска (в диаметральном выражении) |
| Система прямоугольных координат | ||
| I | Одно отверстие задано от сборочной базы
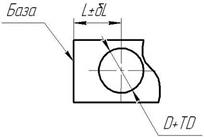
| Т р = 2δ L δ L = ±0,5 Т р Т доп = TD |
| II | Два отверстия координированы относительно друг друга (сборочная база отсутствует)
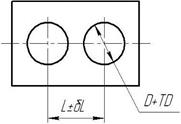
| Т р = δ L δ L = ± Т р Т доп = TD |
| III | Три и более отверстий, расположенных в один ряд (сборочная база отсутствует)
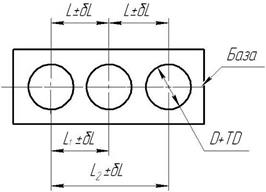
| Т р = 1,4δ L δ L =± 0,7 Т р Т доп = TD δ L y = ± 0,35 Т р (δ L y – о т клонение о т носи т ельно базовой оси) δ L лес = δ L ∑∕2 (лесенкой) δ L цеп = δ L ∑ ∕(n–1) (цепочкой) δ L ∑ – наибольшее расс т ояние между осями смежных о т верс т ий |
| IV | Два и более отверстий расположены в один ряд (заданы от сборочной базы)
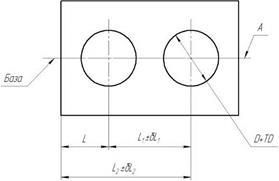
| Т доп = TD Т р = 2,8δ L 1 = 2,8 δ L 2 δ L 1 = δ L 2 = ± 0,35 Т р (о т клонение осей о т общей плоскос т и – А или сборочной базы) |
| V VI | Отверстия расположены в два ряда
(сборочная база отсутствует)
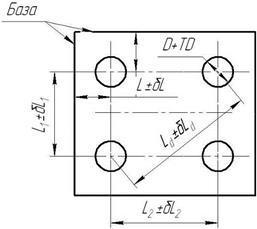 Отверстия координированы относительно двух сборочных баз
Отверстия координированы относительно двух сборочных баз
| Т р  1,4δ L 1 1,4δ L 1  1,4 δ L 2
δ L 1 = δ L 2 = ± 0,7 Т р
Т р = δ Ld
δ Ld = ± Т р
(размер задан до диагонали)
Т доп = TD
δ L 1 = δ L 2 = δ L
Т р 1,4 δ L 2
δ L 1 = δ L 2 = ± 0,7 Т р
Т р = δ Ld
δ Ld = ± Т р
(размер задан до диагонали)
Т доп = TD
δ L 1 = δ L 2 = δ L
Т р  2,8 δ L
δ L = ± 0,35 Т р 2,8 δ L
δ L = ± 0,35 Т р
|
| VII | Отверстия расположены в несколько рядов (сборочная база отсутствует)
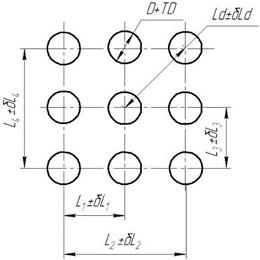
| δ L 1 = δ L 2 = … δ L
Т р 2,8 δ L
δ L = ± 0,35 Т р
Т р = δ Ld
δ Ld = ± Т р
(размер задан до диагонали)
Т доп = TD
|
| Система полярных координат | ||
| VIII | Два отверстия, координированы относительно оси центрального элемента
| Т р = 2,8 δR
δR = ± 0,35 Т р
δα = ±  3400
(угловые мину т ы)
Т доп = TD 3400
(угловые мину т ы)
Т доп = TD
|
| IX X | Три и более отверстия расположены по окружности (сборочная база отсутствует)
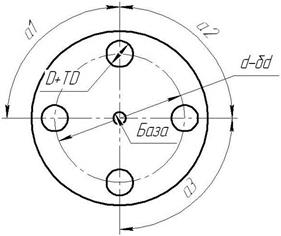 Три и более отверстия расположены по окружности, центральный элемент является сборочной базой
Три и более отверстия расположены по окружности, центральный элемент является сборочной базой
| Т доп = TD
Т р = 1,4 δα
δα = ± 0,7 Т р
δα = ± 3400
(угловые мину т ы)
δα1 = δα2 =  Т доп = TD + ТD баз
Т доп = TD + ТD баз
|
Таблица 3.16 – Диаметры сквозных отверстий под крепежные детали и соответствующие им гарантированные зазоры по ГОСТ 11284, мм
| Диаметр крепежной детали d | 1-й ряд | 2-й ряд | 3-й ряд | |||
| DH12 | S min | DH 14 | S min | DH14 | S min | |
| 4,3 | 0,3 | 4,5 | 0,5 | 4,8 | 0,8 | |
| 5,3 | 0,3 | 5,5 | 0,5 | 5,8 | 0,8 | |
| 6,4 | 0,4 | 6,6 | 0,6 | |||
| 7,4 | 0,4 | 7,6 | 0,6 | |||
| 8,4 | 0,4 | |||||
| 10,5 | 0,5 | |||||
| Примечания: 1 Предпочтительным является 1-й ряд, который используется для соединений типов А и В (отверстия могут быть получены любым методом). 2 Для соединений типов А и В рекомендуется использовать 2-й ряд при получении отверстий по разметке, пробивке штампом повышенной точности, в литье по выплавляемым моделям или под давлением. 3 Соединения типа А могут быть выполнены по 3-му ряду при расположении с 6-го по 10-и вид, а также соединения типа В при расположении с 1-го по 5-й вид (любой метод обработки, кроме заклепочных соединений). |
3.4 Общие допуски формы и расположения поверхностей
С 01.01.2004 года неуказанные допуски формы и расположения поверхностей должны задаваться по ГОСТ 30893.2-02 «ОНВ. Общие допуски. Допуски формы и расположение поверхностей, неуказанные индивидуально». Ранее действовал ГОСТ 25069, который отменен.
Общие допуски круглости и цилиндричности равны допуску на диаметр, но не должны превышать допуски на диаметр и общего допуска на радиальное биение. Для частных видов отклонений формы (овальность, конусообразность, бочкообразность, седлообразность) общие допуски считать равными допуску на радиус, т.е. 0,5 Td (TD).
Общие допуски параллельности, перпендикулярности, наклона равны обшему допуску плоскостности или прямолинейности. Базовая поверхность рассматривается как прилегающая, и ее погрешность формы не учитывается.
Неуказанные допуски расположения поверхностей относятся к неответственным поверхностям деталей машин и в чертежах специально не оговариваются, а должны обеспечиваться технологически (обработка с одной установки, от одной базы, одним инструментом и т.д.).
Неуказанные допуски расположения условно можно разделить на три группы:
- первая – показатели, отклонения которых допускаются в пределах всего поля допуска размера рассматриваемого элемента или размера между элементами (см. таблицу 3.17);
Таблица 3.17 – Расчет допуска расположения, ограниченного полем допуска размера
| Вид допуска расположения | Эскиз | Допуск размера | Допуск расположения |
| Допуск параллельности плоскостей, осей и плоскости | 
| T h T h = h max – h min T h1 на L M T h2 на L Б L M – меньшая длина L Б – большая длина | T h = Т р
на всей длине L
TТ р= Т h1+ T h2 
|
| Допуск параллельности осей отверстий на равной длине | 
| L M = L Б T h1 = T h2 Т h3 | T р = Т h1+ T h2 T р = Т h3 |
| Допуск соосности (допуск размера задан в одной координатной плоскости) | 
| Т h Разнесенное расположение Т h – для общей оси. Смежное расположение | T р =  T р = Т h
T р = Т h 
|
| Допуск соосности, когда расположение оси задано в двух координатных направлениях | 
| Т hх и Т hу Т hх и Т hу | T p =  ×
×
T p = ×
×
T p = 
|
| Допуск симметричности относительно общей плоскости симметрии | 
| Т h | T р =
Для двух элемен т ов
T р = Т h
Для одного элемента
|
| Допуск симметричности одного элемента относительно другого | 
| Т h | T р = Т h
|
| Допуск пересечения осей в одной плоскости | 
| Т h | T р = Т h |
- вторая – показатели, отклонения которых не ограничиваются полем допуска размера и не являются его составной частью, на них распространялись таблицы ГОСТ 25069, а сейчас ГОСТ 30893.2-2002;
- третья – показатели этих параметров косвенно ограничиваются допусками других размеров (предельные отклонения межосевых расстояний при позиционной системе задания осей отверстий, допуск наклона и допуск угла в линейном выражении).
Выбор вида допуска определяется конструктивной формой детали. Выбор базовой поверхности производится следующим образом:
- неуказанные допуски должны определяться от ранее выбранных баз для указанных одноименных допусков расположения или биения;
- если база ранее не выбрана, то за базовую поверхность принимается поверхность наибольшей протяженности, обеспечивающая надежную установку детали при измерении (например, для допуска соосности базой будет ступень вала большей длины, а при одинаковых длинах и квалитетах - поверхность большого диаметра).
Значения общих допусков формы и расположения (ориентации) установлены по трем классам точности, которые характеризуют различные условия обычной производственной точности, достигаемой без применения дополнительной обработки повышенной точности (таблица 3.18).
Обозначения классов для общих допусков расположения стандарт установил следующие: Н – точный, К – средний, L – грубый. Выбор класса точности осуществляется с учетом функциональных требований к детали и возможностей производства.
Таблица 3.18 – Общие допуски формы и расположения поверхностей по ГОСТ 30893.2
| Общие допуски прямолинейности и плоскостности | |||||||
| Класс точности | Интервалы номинальных длин | ||||||
| До 10 | Свыше 10 до 30 | Свыше 30 до 100 | Свыше 100 до 300 | Свыше 300 | |||
| H K L | 0,02 | 0,05 | 0,1 | 0,2 | 0,3 | ||
| 0,05 | 0,1 | 0,1 | 0,4 | 0,6 | |||
| 0,1 | 0,2 | 0,4 | 0,8 | 1,2 | |||
| Общие допуски перпендикулярности для номинальной длины короткой стороны угла | |||||||
| H K L | До 100 | Свыше 100 до 300 | Свыше 300 до 1000 | Свыше 1000 | |||
| 0,2 | 0,3 | 0,4 | 0,5 | ||||
| 0,4 | 0,6 | 0,8 | 1,0 | ||||
| 0,6 | 1,0 | 1,5 | 2,0 | ||||
| Общие допуски симметричности пересечения осей (в диаметральном выражении) | |||||||
| H K L | 0,5 | ||||||
| 0,6 | 0,8 | 1,0 | |||||
| 0,6 | 1,0 | 1,5 | 2,0 | ||||
| Общие допуски радиального и торцового биения | |||||||
| H K L | 0,1 0,2 0,5 | ||||||
Ссылки на общие допуски формы и расположения производить следующим образом:«Общие допуски формы и расположения – ГОСТ 30893.2 – К» или
- ГОСТ 30893.2 – К;
- Общие допуски ГОСТ 30893.2 – mK;
- ГОСТ 30893.2 – mK.
В последних двух примерах задан общий допуск среднего класса точности т для линейных и угловых размеров по ГОСТ 30893.1, а также средний класс для общих допусков формы и расположения – К.
Рекомендуется контролировать выборочно отклонения формы и расположения элементов с общими допусками, чтобы убедиться, что обычная производственная точность не отклоняется от первоначально установленной. Выход отклонений формы и расположения элемента за общий допуск не должен вести к автоматическому забракованию детали, если не нарушена способность детали к функционированию.
4 Нормирование точности шпоночных и шлицевых соединений
4.1 Шпоночные соединения
4.1.1 Назначение шпоночных соединений и их конструктивное исполнение
Шпоночные соединения предназначены для получения разъёмных соединений, передающих крутящие моменты. Они обеспечивают вращение зубчатых колес, шкивов и других деталей, монтируемых на валы по переходным посадкам, в которых наряду с натягами могут быть зазоры. Размеры шпоночных соединений стандартизированы.
Различают шпоночные соединения с призматическими (ГОСТ 23360), сегментными (ГОСТ 24071), клиновыми (ГОСТ 24068) и тангенциальными (ГОСТ 24069) шпонками. Шпоночные соединения (рисунки 4.1 и 4.2) с призматическими шпонками применяются в малонагруженных тихоходных передачах (кинематические цепи подач станков), в крупногабаритных изделиях (кузнечно-прессовое оборудование, маховики двигателей внутреннего сгорания, центрифуги и др.). Клиновые и тангенциальные шпонки воспринимают осевые нагрузки при реверсах в тяжело нагруженных соединениях. Наиболее широкое использование получили призматические шпонки.
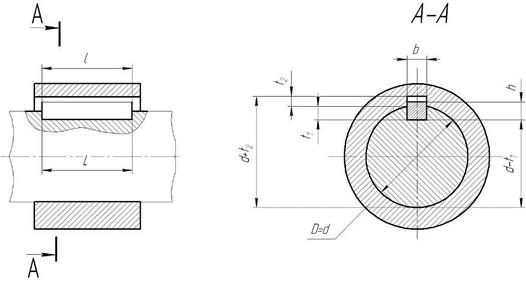
Рисунок 4.1 – Шпоночное соединение
 Призматические шпонки имеют три исполнения (рисунок 4.3). Вид исполнения шпонки определяет форму паза на валу (рисунок 4.4). Исполнение 1 – для закрытого паза, для нормального соединения в условиях серийного и массового типов производства; исполнение 2 – для открытого паза с управляющими шпонками, когда втулка перемещается вдоль вала при свободном соединении; исполнение 3 – для полуоткрытого паза со шпонками, установленными на конце вала с плотным соединением, напрессованной втулки на вал, в единичном и мелкосерийном типах производства. Размеру шпонки зависят от номинального размера диаметра вала и определяются по ГОСТ 23360 (см. таблицу 4.1).
Призматические шпонки имеют три исполнения (рисунок 4.3). Вид исполнения шпонки определяет форму паза на валу (рисунок 4.4). Исполнение 1 – для закрытого паза, для нормального соединения в условиях серийного и массового типов производства; исполнение 2 – для открытого паза с управляющими шпонками, когда втулка перемещается вдоль вала при свободном соединении; исполнение 3 – для полуоткрытого паза со шпонками, установленными на конце вала с плотным соединением, напрессованной втулки на вал, в единичном и мелкосерийном типах производства. Размеру шпонки зависят от номинального размера диаметра вала и определяются по ГОСТ 23360 (см. таблицу 4.1).
а) б)
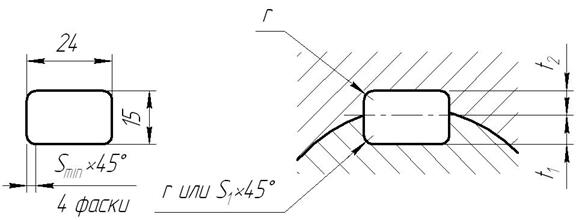
Рисунок 4.2 – Поперечное сечение шпонки и пазов:
а – сечение шпонки; б – сечение пазов (r – соответствует своему максимальному значению)
 а) б) в)
а) б) в)
Рисунок 4.3 – Виды исполнений шпонок:
а – исполнение 1; б – исполнение 2; в – исполнение 3
 а) б) в)
а) б) в)
Рисунок 4.4 – Формы пазов на валах:
а – закрытый; б – открытый; в – полуоткрытый
Таблица 4.1 – Размеры соединений с призматическими шпонками по ГОСТ 23360 (ограниченно), мм
| Диаметр вала d | Размеры шпонки | Глубина шпоночного паза с отклонением | Радиус закругления r или фаска S 1max | ||||
| Сечение | Фаска S min | Интервалы длин l | |||||
| b | h | на валу t1 | во втулке t 2 | ||||
| От 6 до 8 | 0,16 | От 6 до 20 | 1,2+0,1 | 1,0+0,1 | 0,16 | ||
| Свыше 8 " 10 | " 6 " 36 | 1,8+0,1 | 1,4+0,1 | ||||
| " 10" 12 | " 8" 45 | 2,5+0,1 | 1,8+0,1 | ||||
| " 12" 17 | 0,25 | " 10" 56 | 3,0+0,1 | 2,3+0,1 | 0,25 | ||
| " 17" 22 | " 14" 70 | 3,5+0,1 | 2,8+0,1 | ||||
| " 22 " 30 | " 18 " 90 | 4,0+0,2 | 3,3+0,2 | ||||
| " 30" 38 | 0,40 | " 22 " 110 | 5,0+0,2 | 3,3+0,2 | 0,40 | ||
| “ 38 " 44 | " 28 " 140 | 5,0+0,2 | 3,3+0,2 | ||||
| " 44 " 50 | "36 " 160 | 5,5+0,2 | 3,8+0,2 | ||||
| " 50 " 58 | "45 " 180 | 6,0+0,2 | 4,3+0,2 | ||||
| " 58 " 65 | " 50" 200 | 7,0+0,2 | 4,4+0,2 | ||||
| " 65 " 75 | 0,60 | "56 " 220 | 7,5+0,2 | 4,9+0,2 | 0,60 | ||
| " 75 " 85 | "63 " 250 | 9,0+0,2 | 5,4+0,2 | ||||
| " 85 " 95 | 14. | " 70" 280 | 9,0+0,2 | 5,4+0,2 | |||
| " 95 "110 | " 80 " 320 | 10+0,2 | 6,4+0,2 | ||||
| " 110"130 | " 90" 360 | 11+0,2 | 7,4+0,2 | ||||
| Примечание. 1. Длина шпонки выбирается из ряда целых чисел: 6; 8; 10; 12; 14; 16; 18; 20; 22; 25; 28; 32; 36; 40; 45; 50; 56; 63; 70; 80; 90; 100; 110; 125; 140; 160; 180; 200; 220; 250; 280; 320; 360. |
Примеры условных обозначений шпонок:
1) Шпонка 16 × 10 × 50 ГОСТ 23360 (шпонка призматическая, исполнение 1; b × h = 16 × 10, длина шпонки l = 50).
2) Шпонка 2 (3) 18 × 11 × 100 ГОСТ 23360 (шпонка призматическая,
исполнение 2 (или 3), b × h = 18 × 11, длина шпонки l = 100).
4.1.2 Посадки шпонок и рекомендации по выбору полей допусков
Основным посадочным размером является ширина шпонки b. По этому размеру шпонка сопрягается с двумя пазами: пазом на валу и пазом во втулке.
Шпонки обычно соединяются с пазами валов неподвижно, а с пазами; втулок – с зазором. Натяг необходим для того, чтобы шпонки не перемещались при эксплуатации, а зазор – для компенсации неточности размеров и взаимного расположения пазов. Шпонки вне зависимости от посадок изготавливаются по размеру b с допуском h 9, что делает возможным их централизованное изготовление. Остальные размеры менее ответственны: высота шпонки h – по h 11, длина шпонки l – по h 14, длина паза под шпонку L – по H 15.
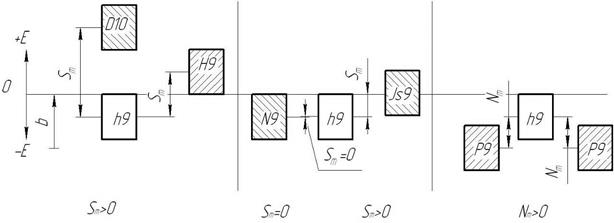
Схемы расположения полей допусков для соединений с призматическими и сегментными шпонками приведены на рисунке 4.5.
 а) б) в)
а) б) в)
Рисунок 4.5 – Схемы расположения полей допусков на размер b шпоночного соединения:
а – свободное; б – нормальное; в – плотное;  – допуск шпонки;
– допуск шпонки;  – допуск паза вала;
– допуск паза вала;  – допуск паза втулки
– допуск паза втулки
Посадки шпонок осуществляются по системе вала (Сh). Стандартом допускаются различные сочетания полей допусков для пазов на валу и во втулке с полем допуска шпонки по ширине.
Выбор полей допусков рекомендуется выполнять по таблице 4.2.
Наибольшее распространение имеет нормальное соединение, когда втулка (зубчатое колесо) расположена по середине вала.
Свободное соединение применяется для направляющих шпонок (зубчатое колесо перемещается вдоль вала).
Плотное соединение используется в случае реверсивного вращения вала или при расположении шпонки на конце вала.
4.1.3. Требования к оформлению шпоночных соединений
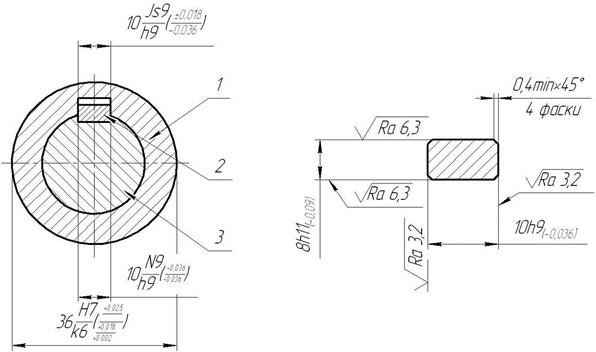
Предельные отклонения размеров для выбранных полей допусков следует определять по таблицам ГОСТ 25347 или по таблицам 1.1, 1.2 и 1.3 данного пособия. Примеры оформления шпоночного соединения на сборочном чертеже, поперечных сечений вала и втулки, участвующих в соединении с призматической шпонкой, представлены на рисунках 4.6 и 4.7.
а) б)
1 – втулка; 2 – шпонка; 3 – вал
Рисунок 4.6 – Выполнение шпоночного соединения:
а – поперечное сечение в сборе; б – сечение шпонки
При выполнении поперечного сечения шпоночного соединения необходимо указать посадки, а у шпонки - поля допусков на размеры b и h шпонки в смешанном виде и шероховатости поверхностей. На чертежах поперечных сечений вала и втулки необходимо указать шероховатости поверхностей, поля допусков на размеры b, d иD в смешанном виде, а также следует нормировать размеры глубины пазов: на валу t1 – предпочтительный вариант или (d – t1) с отрицательным отклонением и во втулке (d + t2) -предпочтительный вариант или ь с положительным отклонением. В обоих случаях отклонения выбираются в зависимости от высоты шпонки h (см. таблицу 4.1). Кроме этого, на чертежах поперечных сечений вала и втулки необходимо ограничивать допусками точность формы и взаимного расположения поверхностей. Предъявляются требования по допустимым отклонениям от симметричности шпоночных пазов и параллельности плоскости симметрии паза относительно оси детали (базы). Допуск параллельности следует принимать равным 0,5 IT 9, допуск симметричности при наличии в соединении одной шпонки – 2 IT 9, а при двух шпонках, расположенных диаметрально, – 0,5 IT 9 от номинального размера b шпонки. Допуски симметричности могут быть зависимыми в крупносерийном и массовом производстве.
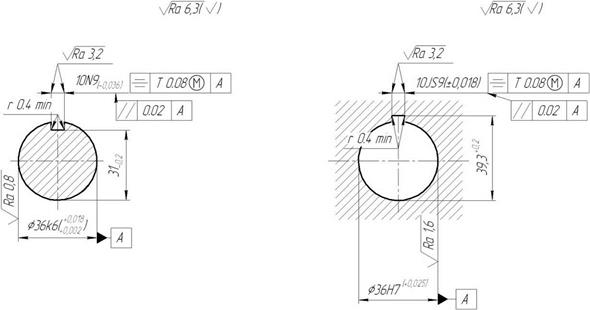
а) б)
Рисунок 4.7 – Поперечные сечения:
а – вала, шпоночный паз исполнения 2; б – втулки
Таблица 4.2 – Рекомендации по выбору полей допусков по ширине шпонки b
| Элементы соединения | Плотное | Нормальное | Свободное |
| Ширина шпонки | h 9 | ||
| Ширина паза на валу | P 9 | N 9 | H 9*); N 9 |
| Ширина паза на втулке | P 9; Js 9 | D 10*); Js 9 | D 10 |
| Примечание. *) Для шпоночных соединений с длинными (при l > 2 d) шпонками. |
4.2 Шлицевые соединения
4.2.1 Назначение, краткая характеристика и классификация шлицевых соединений
Шлицевые соединения предназначены для передачи больших крутящих моментов, они имеют большую усталостную прочность, высокую точность центрирования и направления. Достигается это высокой точностью размером формы и расположения зубьев (шлицев) по окружности.
В зависимости от профиля зубьев шлицевые соединения делятся на прямобочные, эвольвентные и треугольные. Наибольшее распространение получили шлицевые соединения с прямобочным профилем зуба (рисунок 4.8), имеющие четное число зубьев (6, 8, 10, 16, 20). Выполняются прямобочные шлицевые соединения по ГОСТ 1139, в котором устанавливается три градации высоты чисел зубьев для одного и того же диаметра. В соответствии с этим соединения делятся на легкую, среднюю и тяжелую серии (таблица 4.3). Выбор серии зависит от величины передаваемой нагрузки.
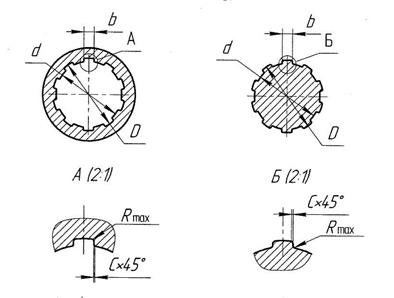
Рисунок 4.8 – Основные элементы шлицевого соединения с прямобочным профилем зуба: а – сечение втулки; б – сечение вала
Шлицевые соединения с эвольвентным профилем зуба (ГОСТ 6033) стандартизированы для модулей т = 0,5... 10 мм, для диаметров 4...500 мм и чисел зубьев z = 6...82. Угол профиля зуба α =30°.
Шлицевые соединения с эвольвентным профилем зубьев по сравнению с прямобочными передают большие крутящие моменты, имеют меньшую (на 10...40 %) концентрацию напряжений у основания зубьев, повышенную Циклическую прочность и долговечность, обеспечивают лучшее центрирование и направление деталей, просты в изготовлении, так как их можно фрезеровать методом обкатки. Шлицевые соединения с эвольвентным профилем зубьев широко применяются в автомобилестроении. Пример обозначения при центрировании по боковым сторонам зубьев: 50×2×9 H /9 g ГОСТ 6033 указывает, что номинальный диаметр равен 50 мм, модуль т = 2 мм, посадка по боковым сторонам зубьев 9 H /9g.
Шлицевые соединения с треугольным профилем не стандартизированы, они имеют мелкие зубья. Угол профиля характеризуется углом впадины на валу 2β. Основными параметрами соединений этого типа являются: т = 0,3...0,8 мм; z = 15...70; 2β = 90° или 72°.
Шлицевые соединения с треугольным профилем применяются чаще всего вместо посадок с натягом, когда последние нежелательны, а также при тонкостенных втулках для передачи небольших крутящих моментов.
Таблица 4.3 – Основные размеры по ГОСТ 1139 прямобочных шлицевых соединений, мм
| Z×d×D | b | d1 | R | Z×d×D | b | d1 | R | Z×d×D | b | d1 | R | |||
| Легкая серия | Средняя серия | Тяжелая серия | ||||||||||||
| 6×23×26 | 22,1 | 0,2 | 6×11×14 | 3,0 | 9,9 | 0,2 | 10×16×20 | 2,5 | 14,1 | 0.2 | ||||
| 6×26×30 | 24,6 | " | 6×13×16 | 3,5 | 12,0 | " | 10×18×23 | 3,0 | 15,6 | " | ||||
| 6×28×32 | 26,7 | " | 6×16×20 | 4,0 | 14,5 | " | 10×21×26 | 3,0 | 18,5 | " | ||||
| 8×32×36 | 30,4 | 0,3 | 6×18×22 | 5,0 | 16,7 | " | 10×23×29 | 4,0 | 20,3 | " | ||||
| 8×36×40 | 34,5 | " | 6×21×25 | 5,0 | 19.5 | " | 10×26×32 | 4,0 | 23,0 | 0,3 | ||||
| 8×42×46 | 40,4 | " | 6×23×28 | 6,0 | 21.3 | " | 10×28×35 | 4,0 | 24,4 | " | ||||
| 8×46×50 | 44,6 | " | 6×26×32 | 6,0 | 23,4 | 0,3 | 10×32×40 | 5,0 | 28,0 | " | ||||
| 8×52×58 | 49,7 | 0,5 | 6×28×34 | 7,0 | 25.9 | " | 10×36×45 | 5,0 | 31,3 | " | ||||
| 8×56×62 | 53,6 | " | 8×32×38 | 6,0 | 29,4 | " | 10×42×52 | 6,0 | 36,9 | " | ||||
| 8×62×68 | 59,8 | " | 8×36×42 | 7,0 | 33,5 | " | 10×46×56 | 7,0 | 40,9 | 0,5 | ||||
| 10×72×78 | 69.6 | " | 8×42×48 | 8,0 | 39.5 | 16×52×60 | 6,0 | 47,0 | " | |||||
| 10×82×88 | 79,3 | " | 8×46×54 | 9,0 | 42,7 | 0.5 | 16×56×65 | 5,0 | 50,6 | " | ||||
| 10×92×98 | 89,4 | " | 8×52×60 | 10,0 | 48,7 | " | 16×62×72 | 6,0 | 56,1 | " | ||||
| 10×102×108 | 99,9 | " | 8×56×65 | 10,0 | 52,2 | " | 16×72×82 | 7,0 | 65,9 | " | ||||
| 10×112×120 | 108,8 | " | 8×62×72 | 12,0 | 57.8 | " | 20×82×92 | 6,0 | 75,6 | " | ||||
| 10×72×82 | 12,0 | 67,4 | " | 20×92×102 | 7,0 | 85,5 | " | |||||||
| 10×82×92 | 12,0 | 77,1 | 20×102×115 | 8,0 | 94,0 | " | ||||||||
| 10×92×102 | 14,0 | 87,3 | 20×112×125 | 9,0 | 104,0 | |||||||||
| 10×102×112 | 16,0 | 97,7 | " | " | ||||||||||
| 10×112×125 | 18,0 | 106,3 | " | " | ||||||||||
| Примечание: Размер Rсоответствует максимальному значению | ||||||||||||||
Выбор типа шлицевых соединений связан с их конструктивными и технологическими особенностями. Для точных соединений, которые предназначены для передачи значительных крутящих моментов и имеют реверсивное движение, целесообразнее применять соединения с эвольвентным профилем при центрировании по боковым сторонам зубьев.
В настоящем пособии рассматриваются только шлицевые соединения с прямобочными шлицами.

