




Выбор вида допуска расположения зависит от конструктивных особенностей детали (ее геометрической формы) и от функционального назначения. Указанные на чертеже допуски расположения подлежат обязательному контролю, поэтому для неответственных поверхностей допуск расположения может быть отнесен к разряду общих (неуказанных) допусков.
У корпусных деталей (станина, плита, корпус и т. д.) необходимо обратите внимание на расположение плоских поверхностей и отверстий.
Для плоских поверхностей с номинальным углом между ними 90° задается допуск перпендикулярности, если номинальный угол 180°, то – допуск параллельности, при других значениях угла – допуск наклона. Допуск симметричности используется для поверхностей, имеющих симметричное расположение элементов (отверстий, плоскостей, пазов и т. д.) относительно общей оси.
Для отверстий под крепеж задается допуск позиционный или предельные отклонения межосевых расстояний. Позиционное отклонение – это комплексное указание положения элементов детали (смещение центра отверстия в различных направлениях).
Для отверстий в разных плоскостях задается допуск параллельности или пересечения осей. Для отверстий на общей оси (смежное или разнесенное расположение) задается допуск соосности.
Для деталей типа тела вращения (валы, втулки, зубчатые колеса, диски, гильзы, цилиндры и т. д.) назначаются следующие виды допусков: допуск соосности поверхностей вращения, который учитывает параллельное и угловое смещение осей рассматриваемых поверхностей; допуск радиального биения, который может быть задан в виде полного радиального биения или в виде радиального биения в заданном направлении.
Допуски соосности (рисунок 3.3) могут быть вписанными (для втулок, цилиндров), смежными (для ступенчатых валов и отверстий) и разнесенными (шейки вала под подшипники, отверстия в разных стенках корпуса).
Для деталей, не имеющих вращательного движения (корпуса, стойки и т. д.), целесообразно задавать допуск соосности, что обеспечивается технологией изготовления (одновременная обработка наружных и внутренних поверхностей, расточка смежных или разнесенных отверстий резцами, расположенными на обшей борштанге). Для деталей, имеющих вращательное движение (валы, гильзы, зубчатые колеса и т.д.) целесообразно задавать суммарные допуски радиального или торцового биения, которые наиболее полно характеризуют эксплуатационные свойства деталей. Допуск радиального биения будет влиять на величину зазора в соединении.
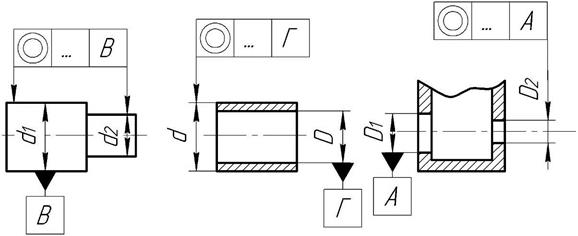
а) б) в)
Рисунок 3.3 – Возможные виды отклонений от соосности:
а – смежное (база – более точная поверхность); б – вписанное (база – более точная поверхность, чаще отверстие); в – разнесенное (база – общая ось или более точная поверхность)
Радиальное биение – это разность наибольших и наименьших расстояний от точек реального профиля поверхности вращения до базовой оси в сечении плоскостью, перпендикулярной базовой оси. Часто используют понятие «эксцентриситет», когда ось вращения детали не совпадает с геометрической осью этой детали. Радиальное биение выявляет удвоенный эксцентриситет. «Центрирование» означает совпадение оси одной детали с осью второй детали в соединении.
Полное радиальное биение задается для достаточно длинных цилиндрических поверхностей (L > 2 d),т. е. оно включает допуск формы (цилиндричность), а также допуск расположения (соосность). Контроль такого параметра необходимо выполнять в нескольких сечениях, перпендикулярных оси, по показаниям приборов при вращении вала, установленного в центрах или на призмах. Радиальное биение в заданном направлении указывается для узких поверхностей при L < 0,5 d (диски, заплечики вала или отверстия корпуса для установки подшипников и т. д.), а также для поверхностей, образующие которых непрямолинейны (поверхности сложного профиля разных видов кулачков).
Полное торцовое биение является результатом суммарного проявления отклонения от плоскостности реальной поверхности (формы поверхности) и от ее перпендикулярности относительно базовой оси. Торцовое биение в заданном направлении или полное торцовое биение назначается аналогично радиальному (см. таблицу 3.8).
Допуски наклона, параллельности и перпендикулярности при одном и том же угловом смещении имеют разное значение в линейном выражении на разных участках по длине детали.
Погрешность угла в 2" дает отклонение в 1 мкм на длине 100 мм.
Выбор базовой поверхности (базы) определяется назначением детали и ее геометрической формой. Различают следующие виды баз: эксплуатационные (определяющие положение детали в машине, механизме); конструкторские (заданные на чертеже); технологические (используемые для установки деталей в процессе обработки); измерительные (используемые для установки детали в операциях контроля, измерения). С целью уменьшения погрешности установки (базирования) целесообразно соблюдать принцип единства баз, т.е. эксплуатационную базу принимать как конструкторскую, технологическую и измерительную. Например, отверстие в зубчатом колесе является эксплуатационной базой, его необходимо принять за конструкторскую, технологическую и измерительную базы. В корпусных деталях используется комплект баз: установочная (лишает деталь 3-х степеней свободы), направляющая (2-х степеней), опорная (1-й степени).
При выборе реальной поверхности в качестве базовой необходимо учитывать следующее:
- поверхность должна быть достаточной протяженности, позволяющей разнести точки установочной базы для удобства установки на нее;
- точность обработки должна быть выше (или равна) точности обработки; контролируемой поверхности (более точный квалитет, меньше шероховатость поверхности, оговорены требования к допуску формы поверхности).
При задании допусков наклона, параллельности, перпендикулярности за базу целесообразно принимать поверхность основания корпусной детали.
При выборе конструкторской базы для допусков симметричности и радиального биения могут быть следующие варианты в зависимости от эксплуатационной базы:
- для вписанного или смежного расположения поверхностей за базу принимается поверхность (или ее ось), по которой выполняется более точное центрирование (посадка с натягом, переходная посадка или с наименьшим зазором);
- общая ось двух или более поверхностей при разнесенном их расположении, когда обе они определяют центрирование детали (отверстия в стенках корпуса и шейки вала под подшипники);
- общая ось центровых отверстий, когда они служат эксплуатационной базой (оправки для установки втулки при обработке и контроле).
Центровые отверстия обычно являются технологической базой, а не эксплуатационной. Однако они могут использоваться, как измерительные базы, тогда их целесообразно принять за конструкторские базы, хотя и нарушается принцип единства баз. Базирование валов в центрах упрощает конструкции станочных и контрольных приспособлений. Погрешность базирования определяется точностью выполнения и расположения центровых бабок (совпадение центров по горизонтали и вертикали).
Для допуска пересечения осей за конструкторскую базу необходимо принять более точное отверстие.
Позиционные допуски могут быть с базовой поверхностью (более точная поверхность) или без нее.
Контролепригодность допуска расположения Тр можно определить по формуле:
(0,2 ÷ 0,3) ТР ≥ T баз L / L баз,
где Тр– заданный чертежом допуск расположения, мкм,
Т баз –допуск базовой поверхности, мкм,
L баз –длина базовой поверхности, мм,
L – длина контролируемой поверхности, мм.
Если неравенство нарушено, то указанный допуск является неконтролепригодным. Необходимо увеличить заданный чертежом допуск расположения T фили повысить точность базы (уменьшить допуск размера базовой поверхности детали Т баз). Допуск размера базовой поверхности определяется по формуле:
Т баз ≤ [δбаз]
где [δбаз] = (0,2 – 0,3) Тр L баз/ L –допускаемая погрешность базирования при измерении заданного допуска расположения.
Погрешность базирования является одной из систематических составляющих суммарной погрешности измерения. Ее величина зависит от точности изготовления базовой поверхности, т.е. её допуска на размер и допуска формы.
Определение числового значения допусков расположения. Для каждого вида допуска расположения установлено 16 степеней точности в порядке возрастания величины допуска по ГОСТ 24643. На чертежах задаются допуски расположения точнее 10-й степени, а степени с 10-й по 16-ю относятся к неуказанным допускам расположения (общим допускам).
В большинстве случаев числовые значения допусков расположения определяются методом подобия (таблица 3.12), т.е. выбирается степень точности в зависимости от назначения детали и рассматриваемой поверхности. Затем по номинальному размеру поверхности и степени точности определяется числовое значение допуска (для цилиндрических поверхностей – по таблице 3.9, для плоских поверхностей – по таблице 3.10). Для плоских деталей длина детали принята за номинальный размер, так как погрешности формы и расположения поверхностей зависят от длины детали.
Расчетный метод используется только в следующих случаях:
- расчет допусков параллельности и симметричности шпоночного паза (см. главу 4);
- расчет допусков параллельности или пересечения осей в корпусах редукторов на расстоянии L между внешними стенками корпуса при известных допусках параллельности fx или пересечения осей f у зубчатой передачи, заданных на ширине колеса В,производится по следующим формулам:
T// = 2(0,2÷0,3)  ,
,
Тх = 2(0,2÷0,3)  .
.
Таблица 3.12 – Примеры назначения допусков расположения
| Квалитет размера | Степень точности | Области применения |
| 3–4 | 1–2 | Высокоточные детали прецизионных аппаратов и приборов. Направляющие прецизионных станков, шейки валов и шпиндели приборов и точных станков |
| 4–5 | 3–4 | Ответственные детали особо точных машин. Шпиндели станков повышенной прочности, измерительных приборов, гидравлическая аппаратура. Направляющие станков высокой точности, приборов, приспособлений |
| 6–7 | 5–6 | Точные машиностроительные детали. Посадочные поверхности валов под зубчатые колеса 5–6 степени, опорные шейки валов при п более 1000 об/мин. Направляющие поверхности станков нормальной точности, станочных приспособлений, рабочие поверхности измерительных инструментов. Торцы подшипников 5, 4, 2 классов. Заплечики валов и корпусов под подшипники, опорные горцы режущего инструмента, патронов, планшайб. Базовые торцы зубчатых колес |
| 6–8 9–10 | Машиностроительные детали нормальной точности, посадочные поверхности валов и отверстий под зубчатые колеса 7–8 степени точности при числе оборотов менее 1000 об/мин. Рабочие поверхности кондукторов прессов. Торцы подшипников 0 и 6 классов, торцы крышек и заплечики под подшипники. Уплотнительные поверхности фланцев. Рабочие поверхности режущих инструментов. Базовые торцы зубчатых колес | |
| 11–13 | 9–10 | Детали пониженной точности, нежесткой конструкции. Детали сельскохозяйственных машин, подъемно–транспортных машин при малых скоростях вращения, детали в ручных передачах. Поверхности под прокладки, торцы крышек, свободные поверхности |
| 12–16 14–17 | 11–12 13–16 | Поверхности низкой точности, неответственных деталей. Поверхности низкой точности с неуказанными допусками, поверхности отливок, штамповок |
- расчет допуска пересечения осей отверстий в корпусе червячного редуктора (± fx – предельное смещение средней плоскости червячного колеса зависит от степени точности по ГОСТ 3675; 9774; В – ширина венца червячного колеса; L – расстояние между внешними стенками корпуса, в которые устанавливается червяк),
Т х=(0,7÷0,8)  .
.
-расчет допуска перпендикулярности осей отверстий в корпусе под oпopy валов конической зубчатой передачи (Е∑ – предельные отклонения межосевого угла в передаче зависят от степени точности по ГОСТ 1758; 9368; R – среднее конусное расстояние; L – расстояние между внешними стенками корпуса):
Т =2(0,6÷0,7)  .
.
Числовые значения допусков расположения (соосности, симметричности, позиционные допуски, допуски пересечения осей) предпочтительно задавать в диаметральном выражении со значками Ø или Т, ранее эти допуски указывались в радиусном выражении, что учитывается соотношением 2:1. Если требуется задать допуск в радиусном выражении, то должны быть проставлены знаки R или Т /2.
Указание на чертежах допусков формы и расположения поверхностей прозводится согласно требованиям стандартов ЕСКД (ГОСТ 2.308) в прямоугольной рамке, разделенной на две или три части: в первой – графический символ; во второй – числовое значение в мм, в третьей – буквенное обозначение базы, располагается рамка всегда горизонтально.
Текстовая запись допускается только при отсутствии символа вида допуска. Рамку соединяют линией со стрелкой с контурной линией поверхности или ее продолжением, если допуск относится к поверхности или ее профилю (допуски формы и суммарные допуски).
Соединительная линия должна быть продолжением размерной линии, если допуск относится к оси или плоскости симметрии (соосность, симметричность), стрелку размерной линии допускается совмещать со стрелкой соединительной линии. При задании базовой поверхности также необходимо учитывать это требование. Надпись «Ось центров» делать рядом с обозначением базовой оси.

