




У описанных выше систем упаковочные единицы в момент укладки пли выемки емкостей неподвижны (для правильною позиционирования), однако чем выше производительность установки, тем меньше остается времени на позиционирование и выравнивание ящиков и бутылок. В результате этого были разработаны круговые укладчики (рис. 5.107), реализующие непрерывный процесс укладки. Это предполагает наличие довольно сложного механизм;), так как, например, у такого укладчика типа Innopack CR (фирма KНS, г. Дортмунд) в постоянной работе находятся 6 упаковочных головок, круговое движение которых следует постоянно контролировать.
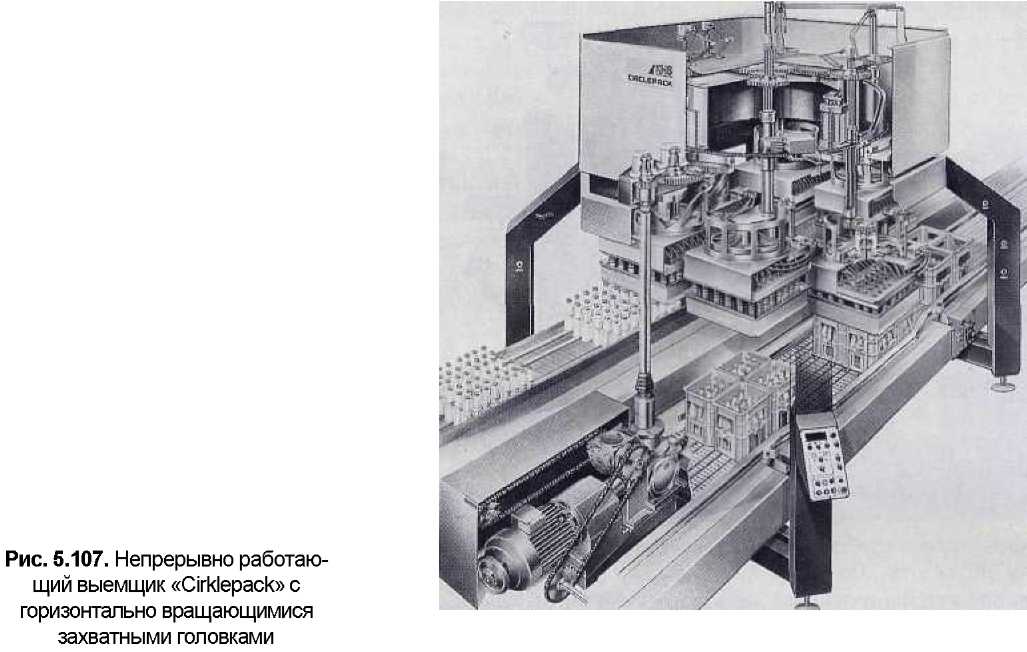
Для этого захватные колонки направляются по эллиптической траектории и при этом они поднимаются и опускаются в определенное время. Поток бутылок подходит почти без давления и предварительно разделяется на ручьи, которые подхватываются цепью, движущейся с высокой скоростью по закругленной траектории, подавая эти бутылки уже предварительно сформированными отдельными рядами на станцию формирования, где они распределяются на упаковочные группы (в примере 6 х 4 бут.). Такая упаковочная группа (на рис. 5.107 это 6x8 бут.) плавно движется по бутылочному столу и там схватывается и поднимается синхронно опускающимися захватными патронами.
По другой стороне машины в противоположном направлении движутся ящики. Захватные патроны опускаются, центрирующая рама захватывает ящики (в нашем случае - 4 ящика) и опускает в них бутылки (ящики продолжают движение). Затем захватная головка снова отходит вверх, и процесс начинается сначала.
 Если у описанного кругового укладчика захватные головки с бутылками ведутся в горизонтальной плоскости по эллиптической окружности, то у непрерывно работающих укладчиков/выемщиков «Roundpack II 464» (фирма Krones, г. Нойтраублинг) (рис. 5.108) выполняется вертикальный оборот захватных механизмов, при котором поступление и отвод бутылок и ящиков расположены один под другим. Это обеспечивает сокращение занимаемой площади и удобный доступ к установке.
Если у описанного кругового укладчика захватные головки с бутылками ведутся в горизонтальной плоскости по эллиптической окружности, то у непрерывно работающих укладчиков/выемщиков «Roundpack II 464» (фирма Krones, г. Нойтраублинг) (рис. 5.108) выполняется вертикальный оборот захватных механизмов, при котором поступление и отвод бутылок и ящиков расположены один под другим. Это обеспечивает сокращение занимаемой площади и удобный доступ к установке.
Такие укладчики представляют собой наиболее сложную систему среди подобных машин и предъявляют высочайшие требования к материалу. Кроме прочего, захватные головки должны двигаться плавно, без рывков и толчков, обеспечивая синхронность движения упаковочных головок и ящиков. К тому же должно быть предусмотрено, чтобы в случае сбоя в работе захватная головка была поднята.
Для обеспечения соответствия по производительности всей линии розлива круговые укладчики могут оснащаться одно- или двухрядным конвейером для движения ящиков.
Выходящие из выемщика/укладчика
· пустые ящики отправляются на машину для мойки ящиков,
· полные ящики идут на пакетосборщик.
Полные «фирменные» ящики должны быть четко обозначены цветом и логотипом фирмы. У общеупотребительных ящиков вообще отсутствует какая-либо маркировки, но в таких случаях у ящиков обычно бывают окошки-прорези, через которые по этикеткам можно определить фирму-изготовителя напитка. Предполагается, что этикетки через эти прорези действительно будут опознаваемыми, так как правильная презентация продукции является важным фактором рыночного успеха. В связи с этим можно задействовать переориентирующее устройство для разворачивания бутылок этикетками в одну определенную сторону.

