




Технологический процесс перегрузки груза определяет, какие последовательные действия совершаются с грузом, какие машины, грузозахватные приспособления, устройства, инвентарь при этом применяются, сколько рабочих и каких профессий участвует в выполнении перегрузочного процесса, каким образом они расставлены, какие приемы работ ими применяются.
Всякий производственный процесс состоит из отдельных элементов, взаимосвязанных между собой операций, приемов и движений (рис. 3.3)
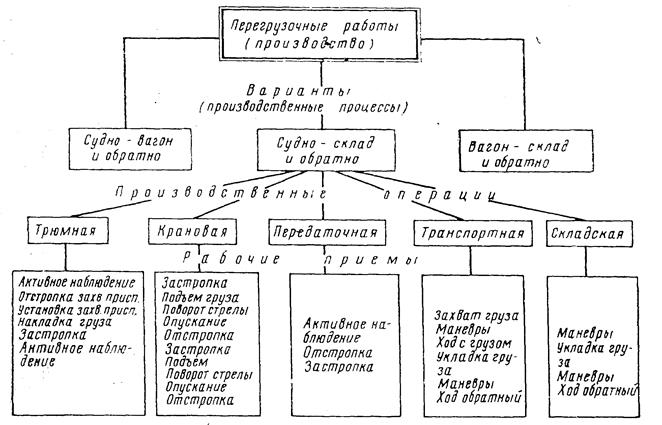
Рис. 3.3. Структура производственных процессов
Операцией называется такая часть производственного процесса, которая выполняется одним и тем же рабочим или группой рабочих (звеном) на одном и том же рабочем месте.
Рабочий прием – это часть операции, характеризующая однородность действий рабочего. Трудовое движение – простейшая часть рабочего приема, имеющая четко выраженные начало и конец.
Процесс перегрузки груза состоит из ряда операций которые, в зависимости от назначения, подразделяются на основные, или технологические, и вспомогательные.
К вспомогательным операциям относятся: открытие - закрытие грузовых люков, перевеска, маркировка, сортировка, тарировка, крепление, дробление груза и др. Вспомогательные операции могут выполняться как в ходе технологического процесса перегрузки груза, так и до и после него. На одном рабочем месте, помимо основной операции, может выполняться последовательно или параллельно одна или несколько вспомогательных операций (взвешивание, сортировка, тарировка груза и др.).
Одна и та же вспомогательная операция может выполняться на различных рабочих местах (например, взвешивание груза – на причале и складе; сортировка груза - в трюме, на складе), причем последовательность вспомогательных операций может изменяться.
Целью любого перегрузочного процесса является изменение местоположения груза.
Конкретные технологические решения варианта процесса перегрузки груза с использованием одной механизированной линии названы технологической схемой. Технологическая схема перегрузки определенного груза стала предметом технологического проектирования, нормирования и оплаты труда рабочих, нормирования затрат топлива, электроэнергии, материалов, планирования, учета перегрузочных работ, выполняемых в морских портах.
Технологическая схема представляет собой совокупность технологических операций, состоящих из элементов операций. Технологическая операция - часть процесса, характеризуемая определенной целенаправленностью (начальная операция, перемещение, конечная операция), рабочим местом (трюм, вагон, склад и др.), организационно-техническими условиями. В технологической схеме перегрузки груза, кроме начальной и конечной операций, в зависимости от условий и способа производства работ может быть одна или несколько операций перемещения и передачи. Целью начальной операции является осуществление захвата груза в исходном его положении грузозахватным органом. В зависимости от рода груза, условий и способа производства работ, захвату груза могут предшествовать, более или менее трудоемкие и продолжительные действия по подготовке груза, включающие местное (в пределах данного рабочего места) перемещение порожнего грузозахватного приспособления и отдельных мест груза для формирования «подъема» («пакета») надлежащей массы.
Конечной операцией, завершающей технологический процесс, является штабелирование груза в конечном положении в соответствии с предъявленными требованиями. При выполнении операций перемещения обеспечивается перемещение груза из начального в конечное положение по территории или акватории порта.
Передаточные операции встречаются в сложных технологических схемах, в которых они обеспечивают связь смежных операций перемещения путем соответствующей передачи груза с одной машины на другую.
Технологические операции могут выполняться на различных рабочих местах, спецификой которых в значительной мере предопределяется возможность применения тех или иных технических средств, а также количество одновременно занятых рабочих.
При производстве перегрузочных работ принято обозначение операций: начальных, передаточных, конечных – по месту их выполнения, перемещения - по типу используемых машин, как указано в табл. 3.2.
В технологических схемах после наименования операции в скобках указывается:
а) для начальных, конечных и передаточных операций: используемые машины, средства малой механизации, способ штабелирования груза и другие данные, характеризующие условия и способ производства работ;
б) для операций перемещения: тип машины, грузозахватного приспособления и другие данные, характеризующие условия и способ производства работ.
Операции перемещения различают: кордонную (подача груза на судно и обратно) и внутрипортовую - транспортную.
Технологические схемы перегрузки груза могут отличаться по количеству и содержанию (составу) отдельных операций, из которых они образованы.
В зависимости от рода груза, условий перемещения и характеристики используемых машин и приспособлений промежуточные операции могут состоять из операций перемещения и передаточных операций. Технологический процесс перегрузки груза включает от 3 до 11 технологических операций. При этом одна машина, например мостовой перегружатель, может обслуживать несколько рабочих мест и обеспечивать выполнение ряда операций: вынесение груза из трюма судна, внутрипортовое перемещение его и штабелирование на тыловой площадке.
Самой мелкой в технологическом отношении частью процесса является элемент операции, характеризуемый определенной целенаправленностью, организационно-техническими условиями; выполнением его завершается технологически однородная часть операции.
Технологическая операция состоит из нескольких элементов, выполняемых в определенной последовательности. В частном случае операция может состоять из одного элемента. Для каждого элемента операции обязательным является соблюдение определенной последовательности и непрерывности выполнения составляющих его приемов работ. Например, при выгрузке из трюма мешкового груза элемент судовой операции по формированию пакета груза состоит из следующих последовательных приемов: захват мешка, перемещение мешка из первоначального места укладки к грузозахватному приспособлению, укладка мешка на грузозахватное приспособление, перемещение за очередным мешком. Эти приемы работ повторяются до соответствующей загрузки грузозахватного приспособления. Перечень элементов, из различных сочетаний которых образуются разнообразные операции технологического процесса, приведен в табл. 3.3.
Таблица 3.2. Перечень технологических операций
| Наименование и назначение технологических операций | Место производства работ | Условное обозначение |
| Судовая - начальная при разгрузке и конечная при загрузке судна Вагонная - начальная при разгрузке и конечная при загрузке железнодорожного вагона Автотранспортная - начальная при разгрузке и конечная при загрузке грузового автомобиля Складская - начальная при отгрузке груза со склада и конечная при поступлении груза на склад Кордонная - операция перемещения, следующая за судовой операцией (при выгрузке) или ей предшествующая (при загрузке), обеспечивает перемещение груза из судна на склад или непосредственно на другие виды магистрального транспорта (или в обратном направлении) Внутрипортовая - транспортная операция, обеспечивающая перемещение груза по территории или акватории порта Передаточная -промежуточная операция, обеспечивающая взаимосвязь смежных операций | Трюм, твиндек, палуба судна Вагон крытый, полувагон, платформа и т.п. Грузовой автомобиль, азтопоезд Закрытая или открытая складская площадь, бон (вода) Прикордонная полоса причала в случае использования береговых перегрузочных машин: судно (судовыми стрелами, или кранами), плавперегружатель (плавучий кран) Территория или акватория порта Причал, рампа или балкон склада | По месту производства работ: трюм, палуба По месту производства работ: вагон четырехосный, платформа, полувагон, вагон двухосный По месту производства работ: автомобиль По месту производства работ: склад, бон или вода По типу используемых машин; кран, судовые стрелы и т. п. По типу используемых машин: автопогрузчик, электропогрузчик, электротележка, автомобиль, кран и т. д. По месту производства работ: причал, рампа и т. п. |
Таблица 3.3. Элементы технологическоо процесса перегрузки груза
| № п/п | Наименование и краткое содержание элементов операций технологического процесса перегрузки груза | Условное обозначение |
| Формирование пакета из отдельных мест (порций) груза. Включает в общем виде: захват, перемещение, укладку груза на грузозахватное приспособление, а также захват, перемещение и установку к месту загрузки порожнего грузозахватного приспособления Расформирование, разборка пакета на отдельные места груза. Включает в общем виде: захват, перемещение, укладку груза на судне, в вагоне, на автомобиле, на складе и т. п., сюда входит уборка, оттаскивание порожнего грузозахватного приспособления Зацепка (захват) груза перегрузочной машиной включает: подход рабочего, собственно захват (зацепку) груза, поджатие или проверку застропки с соответствующим маневрированием машины Отцепка (отдача) груза от перегрузочной машины, включая маневрирование машины для подачи груза в необходимое место Зацепка (захват) порожнего грузозахватного приспособления, включая маневрирование машины Отцепка (отдача) порожнего грузозахватного приспособления, включая переход рабочего и маневрирование машины при установке порожнего грузозахватного приспособления в надлежащее место Ход с грузом, включая маневрирование на ходу, торможение Ход без груза (порожнего или с грузозахватным приспособлением), включая маневрирование на ходу и торможение Активное наблюдение при подаче или вынесении (отвозке) груза из рабочей зоны Активное наблюдение при подаче или вынесении (отвозке) порожнего грузозахватного приспособления из рабочей зоны | ФГ РГ ЗГ ОГ ЗП ОП ХГ ХП АНГ АНП |
В ходе технологического процесса перегрузки груза (до и после него) могут выполняться вспомогательные операции. На одном рабочем месте, помимо основной операции, может выполняться последовательно или параллельно одна или несколько вспомогательных операций (взвешивание, сортировка, тарировка груза и др.).
Структура технологической схемы перегрузки груза характеризуется количеством, составом и способом выполнения основных операций, а структура последних - количеством, составом и способом выполнения элементов операции и основывается на следующих закономерностях.
1. Технологические (основные) операции перегрузочных процессов выполняются в строго определенной последовательности: начальная операция; первая операция перемещения; первая передаточная операция; вторая операция перемещения; вторая передаточная операция; третья операция перемещения и т. д.
Последовательность выполнения элементов технологических операций следующая:
Начальная операция ФГ-АНП-ОП-ЗГ-АНГ.
Конечная операция АНГ-ОГ-ЗП-АНП-РГ.
Операция перемещения ОП-ЗГ-ХГ-ОГ-ЗП-ХП.
Передаточная операция АНГ-ОГ-ЗП-АНП-РГ (или ФГ)=АНП-
ОП-ЗГ-АНГ.
Отсутствие в некоторых вариантах структуры отдельных элементов не нарушает указанной последователь ности.
2. Непрерывность технологического процесса перегрузки груза обеспечивается выполнением в смежных операциях идентичных элементов - ЗГ, ОГ, ЗП, ОП, как показано на рис. 3.4
Отсутствие в некоторых вариантах структуры элементов (ОП, ЗП) не меняет положения.
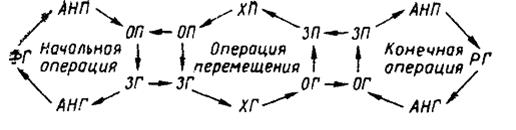
Рис. 3.4. Непрерывность технологического процесса перегрузки груза
3. Элементы ОП и ЗП встречаются в случаях применения съемных грузозахватных приспособлений, отцепляемых - зацепляемых в каждом цикле. При перегрузке грузов готовыми пакетами практикуется единовременная подача к месту формирования пакета из 10-12 порожних универсальных площадок, т. е. элементы ОП и ЗП встречаются не в каждом цикле, а через несколько циклов. Однако это положение не вносит изменений в структуру операции, а при расчете продолжительности цикла подобные периодические затраты времени относятся пропорционально на каждый цикл.
4. Элементы активного наблюдения (АНГ, АНП) возникают в начальной, конечной и передаточной операциях, когда непосредственно на рабочем месте находятся исполнители соответствующей операции.
5. Элементы ФГ, РГ встречаются в начальной и передаточной операциях в таких случаях: если для осуществления захвата груза (ЗГ) и последующего его перемещения с одного рабочего места на другое необходимо предварительно подготовить (сформировать) порцию груза; когда укладка груза не ограничивается отцепкой (установкой) доставленного пакета груза (ОГ), а возникает необходимость в расформировании порции груза на составляющие части и надлежащей укладке отдельных мест.
6. Элементы ЗГ, ОГ присущи любому технологическому процессу перегрузки груза и выполняются посредством ручных, механизированных или машинно-автоматических приемов работ. В определенных производственных условиях начальная и конечная операции могут состоять соответственно из одного элемента ЗГ или ОГ.
7. Элементы ХГ и ХП имеются в любой операции перемещения. При использовании для этой цели разнообразных машин можно применять наименее трудоемкие приемы работ - механизированные и автоматические.
Степень механизации технологической схемы определяется отношением количества операций, выполняемых машинами, к общему числу технологических операций. Автоматизированной считается технологическая схема, в которой хотя бы одна технологическая операция выполняется с помощью машин автоматически без участия рабочего-оператора (крановщика, водителя, машиниста и т. д.). Степень автоматизации процесса определяется отношением числа автоматически выполняемых технологических операций к их общему количеству. Автоматической является такая технологическая операция, все элементы которой выполняются автоматически. Автоматизированной является операция, в которой хотя бы один элемент выполняется автоматически. Если все технологические операции являются автоматическими, то и технологическая схема в целом считается автоматической.
Технологические схемы характеризуются следующими результативными показателями: себестоимостью перегрузки груза; капиталовложениями; рентабельностью; специальными показателями: универсальностью используемых машин, надежностью в работе и простотой обслуживания машин, возможностью быстрого и экономичного изготовления и др.
Производительность технологической (механизированной) линии (Н) определяет количество груза, перегружаемого одной механизированной линией в течение рабочей смены (т/смену), и является функцией технической производительности лимитирующего звена механизированной линии (Рл, т/ч) и оперативного времени (Т оп, ч), а именно:
H = T оп P л.
Техническая производительность любого звена механизированной линии -это производительность, достигнутая при полном использовании производственных возможностей рабочего места в конкретных производственных условиях. Техническая производительность лимитирующего звена механизированной линии соответствует расчетной производительности всей линии.
Продолжительность оперативного времени всегда меньше продолжительности регламентированной рабочей смены, поэтому средняя за смену часовая производительность технологической схемы перегрузки груза (Н) соответственно меньше расчетной часовой производительности (т/ч) механизированной линии, определяемой так:
H ч = H/T = T оп P л/ T.
Технологическая трудоемкость процесса (в дальнейшем именуемая трудоемкость) характеризует общие затраты труда рабочих комплекснойбригады (ЕТ чел.ч) при перегрузкегруза с производительностью Н.
Трудоемкость перегрузки одной тонны груза (чел.-ч/т)
r = ET/H,
где Е — количество рабочих в технологической линии, чел;
Т — продолжительность смены, ч.
12.4. Расчет элементов технологического процесса перегрузки груза
Необходимое количество погрузочно-разгрузочных машин для переработки тарно-штучных грузов определяется через смешанную норму выработки.
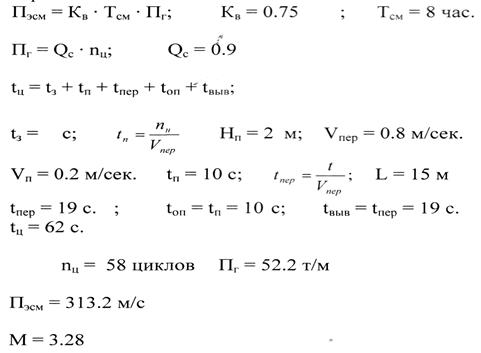
Пэсм = КВ - ТСМ • ПТ, где:
Пт — техническая производительность машин;
Кв — коэффициент использования машин по времени и грузопереработки в
течение рабочей смены (0,75);
Тсм — продолжительность рабочей смены (8 час);
Пт = Qu• nu, где Qu — масса груза переработки за 1 цикл (0,9 т);
3600
пц — количество циклов в час пц =------
tц
tц = tз + tп + tпер + tоп + tв, где
t3 — захват груза (4 с)
Hn
tn — время подъёма (— = 0.12 сек.);
Vn
L
tnep — время перемещения (----- = 10 сек.);
Vпер
L
ton = tn = 12 • tB =----- = 10 сек.
Vпер
пц = 126 циклов в час.
Пт = 1134 маш/час
Пэсм = 680.4 маш/сек
Находим необходимое количество машин:
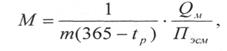
где
m — количество смен в сутки (3);
tp — регламентированное время простоя машин в течение года (сутки);
QM — годовой объём технической переработки тарно-штучных грузов

Q°p и Qn p — суточный объём переработки, выполненный в складах отправления и прибытия;

М = 1054000 / 680.4 = 1.5 маш. Принимаем 2 машины
Находим минимальное количество погрузчиков, необходимое для переработки заданного объёма тарно-упаковочных грузов.

К1 — коэффициент, учитывающий отклонения в поступлении груза
К2 — коэффициент, учитывающий количество погрузочно-разгрузочных
операций с одним грузом;
Кп2 = 1.85 для прибывающих грузов;
К°2 = 1.75 для отправляющихся грузов;
Qr — годовой грузопоток;
Q3 — экспериментальная производительность одной машины.
Q3 = Пм• Кп• Кт = 113.4 • 0.9 • 0.9 = 91.85 т/ч
Т — полезное время работы машины на погрузке и выгрузке в течение суток
с учётом перерывов (Т = 20);
Тпр — затраты времени на операции с вагонами, во время которых машины
не работают (Тпр = 0.33).
Umin = 1.85 маш.
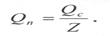
Необходимо определить потребное количество поддонов для перевозки заданного объёма тарно-упакованных грузов.

tOб — время оборота одного поддона в сутках;
Kq — коэффициент неравномерности;
Кр — коэффициент, учитывающий поддоны, находящиеся в ремонте.
Un = 4836 поддонов
Потребность в штате механизаторов определяется из расчёта, что на складе тарно-штучных грузов один механизм обслуживают два человека.
Расчёт проводим по формуле:
Up = nm • m • n0 • л0 • л1, где:
nm — количество работающих механизмов;
nо — обслуживающий одну машину персонал;
л0 — коэффициент подмены (л0 = 1.19);
Л1 — коэффициент, учитывающий дополнительный штат работников для
смены в выходные дни, а также вместо отпусков (л1 = 1.19).
Uр = 43 чел.
Определим простой вагонов под погрузкой и выгрузкой на складе тарно-упакованных грузов:

Qn — масса груза в одной подаче в тоннах
Пэ — эксплуатационная производительность одного механизма (т/час);
М — количество механизмов;
tg — дополнительные затраты времени на подготовку заключительной операции и перестановку вагонов (час).
Ранее определено, что: М = 2; Пэ = 91.85; tg = 1.08 час.
Простой под выгрузкой составляет:
Для того, чтобы определить простой автомобилей под грузовыми операциями, используем найденное ранее значение пропускной способности одного места погрузки-выгрузки автомобиля gn = 8.5 т/час и число мест погрузки (Ап = 9) и выгрузки (Ав = 8).
12.5. Выбор наиболее эффективного варианта комплексной механизации и автоматизации погрузочно-разгрузочных работ.
Для выполнения технико-экономических расчётов по выбору наиболее эффективного варианта механизированной переработки тарно-упаковочных грузов примем, что в первом варианте используется вилочный погрузчик ЭП-103, во втором варианте — кран - штабелёр КМО-1000.
Полные капиталовложения составят:
лК = Км + Кв + Кс + Кж + Ка + Кэ + Квн, где:
Км — затраты на средства механизации с учётом доставки и монтажа;
Кв — затраты на вспомогательные работы;
Кс — затраты на склад (строительная стоимость);
Кж — затраты на железнодорожные пути;
Ка — затраты на строительство автопереездов;
Кэ — затраты на электросеть;
КВН — затраты на водопроводные и канализационные коммуникации.
Рассчитываем площадь склада во втором варианте методом элементарных площадок.
Примем, что на элементарной площадке размещается 12 поддонов с
пакетами в 6 ярусов — всего 72 поддона по 9 в каждом.
Если ширина склада 24 м, тогда:

Найдём необходимое количество кранов - штабелёров для второго варианта.
Определим количество погрузчиков, работающих на рампе:
Пг = 113.4 т/ч Пэсм = 680.4 т/ч '
tu = t3 + tпод + ton + tвыг; Vn = 2.5 м/с

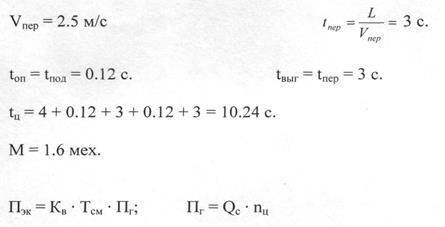
Во втором варианте лля выполнения заданого объема работы необходимо иметь 1 автопогрузчик и 4 крана для этого, чтобы при определении капиталовложений на оборудование и сооружение по прескурантной стоимости оборудования добавим расходы на доставку погрузочно-разгрузочных машин, 30% на хранение, 15% на монтаж и аренду (от их стоимости).
Длина подкрановых путей у склада равна Lж.д = 2Lскл., где коефициент 2 учитывает укладку одного выставочного пути.
Длина линий электросети и водопроводной канализационной сети

Составим расчетную ведомость технико-экономических показателей.
Определим эксплуатационные расходы по формуле
Ес = Е3 + Еэ + Ем + ЕА +  ,где
,где
Ес - расходы на зарплуту с учетом начисления
Е3 - расходы на электроэнергию
Ем - расходы на смазочные и обтирочные материалы
ЕА - амортизационные отчисления
- расходы на ТР и ТО
Определим расходы на зарплату

К3 - коэфициент, учитывающий удельный вес основной зарплаты в общем
фонде зарплаты для повременщиков (К3 = 1.4)
Тф - фактическое число смен работы обслуживающего персонала в год по
данной установке (Тф = 365)
UPi - кол-во обслуживающего персонала по каждому ряду работы;
Q = 4.8 руб. с учетом, что часовая тарифная ставка грузчика 50.3коп.
Водителя - 4грн. 62.3коп. Сг =5.79 грн. крановщика - 6.17грн.
Если часовая ставка 67 коп., то
Е1з =1.4 • 365 • 3(5.78 2 + 3.48) = 39796грн.
Во II-м варианте: работают 1 грузчик, 1 водитель погрузчика, 4 крановщика Епз = 1.4 • 365 • 3(4 • 6.17 + 1 4.8 + 1.578) = 54053.58грн.
Найдем аммортотчисления, которые определяются по основным средствам механизации и всем вспомогательным устройствам.
Для I варианта они составляют:
для складов: 2.8% от 177937.5г., т.е. 49823г.
для пути: 3.1% от 13357г., т.е. 414г.
для автодорог: 4.9% от 40950г., т.е. 2006г.
для электропогрузчиков: 22.7% от 16158г., т.е. 3608г.
Общая норма аммортотчислений
Еа = 11070.9грн. в год
Для II варианта они составляют:
для складов: 2.8% от 44402.3г., т.е. 12343.3г.
для пути: 3.1% от 4167.5г., т.е. 129.2г.
для автодорог: 4.9% от 12776.4г., т.е. 626г.
для электропогрузчиков: 22.7% от 7139г., т.е. 1616г.
для кранов: 15.4% от 36612г., т.е. 5638,2г.
Общая норма аммортотчислений
ЕА =1243.3 + 129.2 + 626 + 1616 + 5638.2 = 9252.7 грн. в год
Расходы на электроэнергию составляют:

Для I варианта расходы на электроэнергию составили:
Еэ = 260.858 1.1 0.016365 = 524.6 грн. в год.
Еэ1 = 4-6.38 0.85 1.1 0.016365 = 1114.8 грн. в год.
Исходя из этого
Ер = 0.2 Еэ
Ен = 0.15 Еэ
Ер1 - 0.2 524.2 = 78.6 грн.
Ерп = 0.2 1114.8 = 222.9грн.
Определим эксплуатационные расходы:
Ес! = 39796 + 524.2 + 78.6 + 104.8 + 11070.9 = 51574.5 грн.
Есп = 54053.58 + 1114.8 + 167.2 + 222.9 + 9252.7 = 64811.2 грн.

