




005 – Фрезерна.
Перехід 1. Фрезерувати поверхню A.
Перехід 2. Фрезерувати поверхню B.
Перехід 3. Фрезерувати поверхню C.
Перехід 4. Фрезерувати поверхню D.
Перехід 5. Фрезерувати поверхню E.
Перехід 6. Фрезерувати поверхню F.
| Змн.З |
| Арк.А |
| № докум.№ |
| ПідписП |
| Дата |
| Арк.А |
| ДР 138. 00. 00. 000. ПЗ |
010 – Фрезерна
Фрезерувати поверхнюH.
015 – Вертикально-свердлильна
Обробка поверхні K
Перехід 1. Свердлити отвір 8 мм.
Перехід 2. Розвернути отвір 8.43 мм.
Перехід 3. Нарізати різьбу М10-7Н.
020 Вертикально-свердлильна.
Обробка поверхонь L,M.
Перехід 1. Свердлити отвір 8 мм.
Перехід 2. Розсвердлити отвір 12 мм.
Перехід 3. Розвернути отвір 8.43 мм.
Перехід 4. Нарізати різьбу М10-7Н.
| Змн. |
| Арк. |
| № докум. |
| Підпис |
| Дата |
| Арк. |
| ДР 138. 00. 00. 000. ПЗ |
Обробка поверхні H
Нарізати зуби.
030 Фрезерна
Фрезерувати прорізь.
Порівняння базового та альтернативного маршрутів обробки деталі.
| Змн. |
| Арк. |
| № докум. |
| Підпис |
| Дата |
| Арк. |
| ДР 138. 00. 00. 000. ПЗ |
| Базовий | Альтернативний |
| Операція 005 – Фрезерна. | Операція 005 – Фрезерна. |
| Перехід 1. Фрезерувати поверхню A. | Перехід 1. Фрезерувати поверхню A. |
| Перехід 2. Фрезерувати поверхню B. | Перехід 2. Фрезерувати поверхню B. |
| Перехід 3. Фрезерувати поверхню C. | Перехід 3. Фрезерувати поверхню C. |
| Перехід 4. Фрезерувати поверхню D. | Перехід 4. Фрезерувати поверхню D. |
| Перехід 5. Фрезерувати поверхню E. | Перехід 5. Фрезерувати поверхню E. |
| Перехід 6. Фрезерувати поверхню F. | Перехід 6. Фрезерувати поверхню F. |
| Перехід 7. Фрезерувати поверхню G. | Перехід 7. Фрезерувати поверхню G. |
| Операція 010 – Фрезерна | Операція 010 – Фрезерна |
| Фрезерувати поверхню H. | Фрезерувати поверхню H. |
| Операція 015 – Вертикально-свердлильна | Операція 015 – Вертикально-свердлильна |
| Обробка поверхні K. | Обробка поверхні K. |
| Перехід 1. Свердлити отвір 8 мм. | Перехід 1. Свердлити отвір 8 мм. |
| Перехід 2. Розвернути отвір 8.43 мм. | Перехід 2. Розвернути отвір 8.43 мм. |
| Перехід 3. Нарізати різьбу М10-7Н. | Перехід 3. Нарізати різьбу М10-7Н. |
| Операція 020 – Вертикально-свердлильна. | Операція 020 – Вертикально-свердлильна. |
| Обробка поверхонь L,M. | Обробка поверхонь L,M. |
| Перехід 1. Свердлити отвір 8 мм. | Перехід 1. Свердлити отвір 8 мм. |
| Перехід 2. Розсвердлити отвір 12 мм. | Перехід 2. Розсвердлити отвір 12 мм. |
| Перехід 3. Розвернути отвір 8.43 мм. | Перехід 3. Розвернути отвір 8.43 мм. |
| Перехід 4. Нарізати різьбу М10-7Н. | Перехід 4. Нарізати різьбу М10-7Н. |
| Операція 025 – Зубонарізна | Операція 025 – Зубонарізна |
| Обробка поверхні H. Нарізати зуби | Обробка поверхні H. Нарізати зуби |
| Операція 030 – Фрезерна | Операція 030 – Фрезерна |
| Фрезерувати прорізь. | Фрезерувати прорізь. |
Оскільки технологічні маршрути однакові, а ціна заготовки для базового варіанту значно нижча ніж в альтернативного, обираємо його як основний маршрут обробки деталі.
Загальний економічний ефект при виборі базового технологічного маршруту розраховується за формулою:
 (1.3.7)
(1.3.7)
Де,  – вартість поковки;
– вартість поковки;
 – вартість заготовки виконаної за допомогою плазмово-дугової різки;
– вартість заготовки виконаної за допомогою плазмово-дугової різки;
 шт – річна програма випуску деталей.
шт – річна програма випуску деталей.

Виконання поковки згідно ГОСТ 7505-89.
1. Динамометричний важіль.
1.1 Штамповочне обладнання – ГКМ.
1.2 Нагрів заготовки – індукційний.
1.3 Матеріал – Сталь 45.
1.4 Маса деталі – 2.02 кг
2. Вихідні дані для розрахунку поковки:
| Змн. |
| Арк. |
| № докум. |
| Підпис |
| Дата |
| Арк. |
| ДР 138. 00. 00. 000. ПЗ |

Розрахунковий коефіцієнт  ,
, 
2.2 Клас точності – 
2.3 Група сталі - 
2.4 Ступінь складності –  , при відношенні
, при відношенні 
2.5 Конфігурація поверхні роз’єму штампа – Плоска (П)
2.6 Вихідний індекс – 10.
3. Припуски та ковальські напуски
3.1 Основні припуски
2мм – довжина деталі 475мм якість поверхні 6.3
1.6мм – діаметр 114мм якість поверхні 6.3
1.4 мм – висота деталі 15 мм якість поверхні 6.3
1.4 мм – висота деталі 24 мм якість поверхні 6.3
1.4 мм – товщина деталі 20 мм якість поверхні 6.3
3.2 Додатковий припуск на врахування відхилення від площинності-0.6мм
4. Розміри поковки та їх допустимі відхилення
4.1 Розміри поковки
Довжина - 
Діаметр - 114 - 
Висота - 
Висота - 24 - 
Товщина - 
y ZWxzLy5yZWxzUEsBAi0AFAAGAAgAAAAhABk8AowQBwAAp1MAAA4AAAAAAAAAAAAAAAAALgIAAGRy cy9lMm9Eb2MueG1sUEsBAi0AFAAGAAgAAAAhAD5SQA3hAAAADAEAAA8AAAAAAAAAAAAAAAAAagkA AGRycy9kb3ducmV2LnhtbFBLBQYAAAAABAAEAPMAAAB4CgAAAAA= ">
| Змн. |
| Арк. |
| № докум. |
| Підпис |
| Дата |
| Арк. |
| ДР 138. 00. 00. 000. ПЗ |
4.3 Допустимі відхилення розмірів, мм
Довжина - 
| Змн. |
| Арк. |
| № докум. |
| Підпис |
| Дата |
| Арк. |
| ДР 138. 00. 00. 000. ПЗ |

Висота - 
Висота - 24 - 
Товщина - 
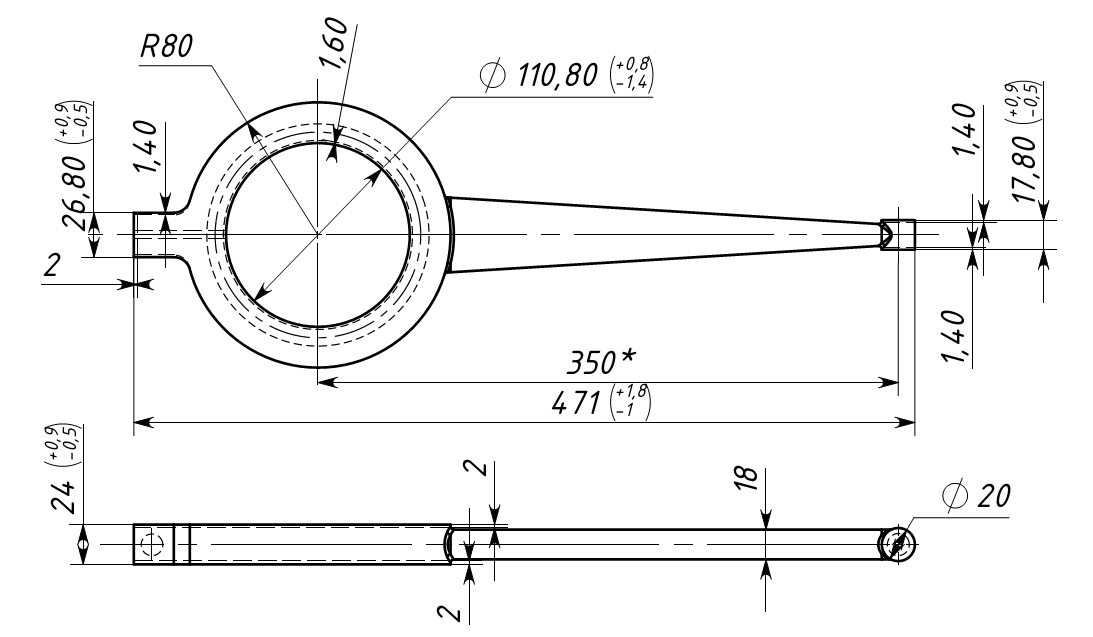
Рисунок 1.3.1 - Поковка важіль динамометричний

