




Прибор (см. табл. 1) предназначен для контроля диаметров гладких цилиндрических посадочных отверстий внутренних колец подшипников в процессе обработки и выдачи управляющих сигналов станку на измерение режимов обработки и окончание при достижении заданного размера. В качестве отсчетно-командного прибора используется прибор ОКБ-УВ628. Прибор ОКБ-4113 разработан взамен ранее выпускавшегося прибора ОКБ-6К78М.
Принципиальная схема измерительной головки прибора показана на рис. 18. Изменение диаметра отверстия кольца воспринимается алмазными наконечниками 1, находящимися на наружных измерительных рычагах 2. Перемещение наружных рычагов передается на внутренние рычаги 11, связанные с наружными крестообразным плоскопружинным шарниром, и далее на рамку 7 через регулируемый упор 6. Положение рамки определяет величину зазора между соплом 9 и пяткой 10. Изменение давления в измерительной ветви, связанное с изменением величины указанного зазора, преобразуется отсчетно-командным устройством ОКБ-УВ628 в показания по шкале и электрические сигналы для управления станком.
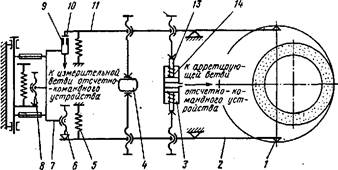 Рис. 18. Принципиальная схема измерительной головки прибора ОКБ-4113 к виутришлифовальиому автомату 4МСО
Рис. 18. Принципиальная схема измерительной головки прибора ОКБ-4113 к виутришлифовальиому автомату 4МСО
|
|
Измерительное усилие создается пружинами 5. Для предохранения от удара торца сопла о пятку предусмотрен упор 8. Арретирование измерительных наконечников осуществляется двусторонним пневматическим цилиндром 3 через регулируемые толкатели 12.
При переналадке прибора кулачок 4 поворачивают в положение «Настройка», при котором внутренние рычаги запираются таким образом, что рамка устанавливается на параллелограмме плоских пружин без перекоса.
После установки заготовки пиноль шлифовальной бабки выдвигается и начинает совершать возвратно-поступательные движения. В начале движения пиноли измерительная головка, соединенная с ней тягой, поворачивается в положение измерения со сведенными наконечниками.
Шлифовальный круг на ускоренной подаче подводится к поверхности заготовки, после набора установленной мощности включается черновая подача. Реле времени подает через заданный промежуток времени команду на разведение наконечников. Подача сжатого воздуха в пневматический цилиндр прекращается, штоки 13 под действием пружин 14 сводятся, освобождая измерительные рычагн. При достижении размера диаметра отверстия, соответствующего переходу с чернового шлифования на выхаживание, отсчетно-командное устройство подает команду «Чистовая подача». Начинается выхаживание, затем правка шлифовального круга, и далее включается чистовая подача. Вторая команда подается на окончание чистовой подачи, после чего идет выхаживание до получения команды «Размер». Шлифовальный круг отводится от поверхности кольца. Пиноль шлифовальной бабки вдвигается и через тягу отводит измерительную головку. Обработанное кольцо выгружается.
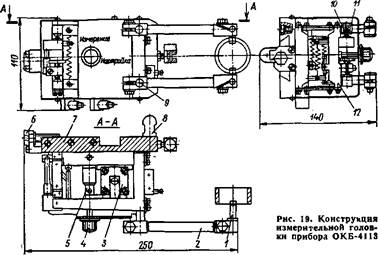
На рис. 19 показана конструкция измерительной головки прибора. Для контроля отверстий колец различного диаметра измерительные рычаги 2 поворачиваются относительно внутренних рычагов 3 на необходимый угол и крепятся на осях 9 клрммным зажимом. При переналадке на другой размер внутренние рычаги разводятся кулачком 5, который поворачивается ручкой 4 и имеет два фиксированных положения: «Настройка» и «Измерение». При положении «Настройка» внутренние рычаги устанавливаются параллельно друг другу и горизонтальной плоскости, рямка 12 на плоских пружинах без перекоса, поверхность торца пятки 10 параллельно поверхности торца измерительного сопла 11, а величина измерительного зазора между соплом и пяткой соответствует середине линейного участка характеристики пневматической системы. При такой наладке измерительной головки погрешность, вызванная случайными перемещениями контролируемой детали в направлении линии измерения, будет минимальной.
Для обеспечения касания сферической частью алмаза наконечника поверхностей отверстий различных диаметров наконечники поворачивают на их осях и крепят в измерительных рычагах клеммными зажимами. Основание 7 измерительной головки соединяется с поворотной плитой станка типа ласточкина хвоста. С помощью винта 6 измерительные наконечники устанавливаются в диаметральной плоскости контролируемой детали. Положение измерительных наконечников относительно переднего торца детали при вводе их в отверстие определяется упором 8.
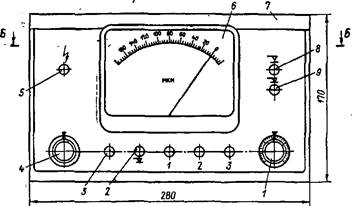
Отсчетно-командное устройство ОКБ-УВС28 (рис. 20) представляет собой унифицированную типовую конструкцию, используемую наряду с отсчетно-командным устройством ОКБ-УВбЗО для приборов активного контроля.
Особенностью этого устройства является использование в качестве преобразователя пневмоэлектроконтактного сильфонного прибора в сочетании с мембранными элементами пневмоавтоматики.
На лицевой панели литого корпуса И крепится пневмоэлектро- контактный преобразователь 6 со шкалой и сигнальные лампы «1», «2» и «3», которые загораются в момент замыкания контгктов пп*вмо- электрического преобразователя и служат в основном для их настро.ки, кнопка 5 включения электропитания, кран 4 подключения к мнезуо- сети, сигнальная лампа 2, загорающаяся при падении давления воздуха ниже допустимого предела, сигнальная лампа 3 «Измерение», регулируемый дроссель 1 тонкой настройки нуля и кнопки 8 и 9 ручного управления арретирующим устройством.
На задней стенке корпуса снаружи расположены фильтр 14 очистки воздуха, электрический разъш 15, штуцера 12 и 13 присоединения питания от пневмосети и связи отсчетно-командного устройства с измерительной головкой. Внутри корпуса расположена пневмопанель 10, на которой монтируют все необходимые элементы пневмоавтоматики и стабилизатор давления.
Крышка 7 откидывается и обеспечивает удобный доступ к регулируемым контактам пневмоэлектропреобразователя и элементам, расположенным на пневмопанели. На внутренней стороне крышки располагаются контрольные манометры и выгравировано значение давления воздуха, установленное при наладке и настройке устройства, а также величина времени запаздывания. Наличие этих данных позволяет быстро установить состояние отсчетно-командного устройства и в случае необходимости его поднастроить.
В различных модификациях отсчетно-командных устройств изменяется только количество элементов на пневмопанели и их монтаж.
|

|
| Рнс. 20. Отсчетно-командный прибор при построении активного контроля |
| мод. ОКВ-УВ628, используемый |
 пневматического арретировання
пневматического арретировання
|
Конструкция устройства остается без изменения. Это позволяет использовать устройства для большинства случаев активного контроля.
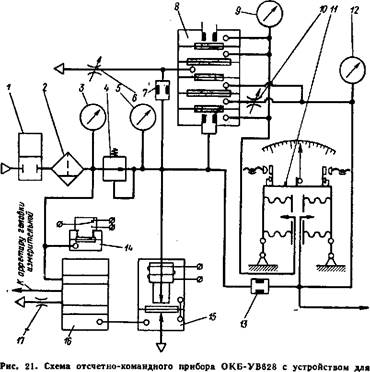
Принципиальная схема отсчетно-командного прибора ОКБ-УВ628 с пневматическим арретированием, который используется для прибора ОКБ-4113, показана на рис. 21.
Сжатый воздух от сети через край 1 поступает в фильтр 2 тонкой очистки воздуха и далее к манометру сетевого давления 3, стабилизатору давления 4, реле давления 14 и воздухораспределителю 16. В случае падения давления воздуха в сети до 0,32 МПа реле давления отключает станок, обработка деталей прекращается.
Воздух, стабилизированный по давлению, величина которого определяется по манометру 5, поступает к пневмоэлектроконтактному преобразователю И, сумматору 8 и преобразователю 15. Через входное сопло 13 преобразователь соединяется с измерительным соплом (на рисунке показано стрелкой), расположенным в головке. Давление в измерительной ветви определяется по манометру 12.
В процессе шлифования изменяется зазор между измерительным соплом и торцом настроечного винта, что приводит к изменению измеритель* ного давления, поступающего в пневмоэлектроконтактный прибор 11. Замыкаются контакты преобразователя, и в электросхему станка поступают команды управления. Для автоматической компенсации динамических погрешностей, связанных с временем запаздывания пневматической системы, в устройстве предусмотрена система коррекции, работающая следующим образом.
Через входное сопло 13 воздух поступает к отсчетному устройству, далее к измерительному соплу и на два входа а и б сумматора 8, причем на вход а — через дроссель 10. Через сопло 7 воздух поступает на вход в, соединенный с вентилем противодавления 6 (а, б, в — соответственно второй, третий и четвертый входы сумматора на схеме снизу).
Выход сумматора соединен с камерой противодавления пневмоэлек- троконтактного преобразователя 11 и манометром 9. Дроссель 10 настраивают таким образом, чтобы время запаздывания изменения давления, поступающего на вход а сумматора, по отношению к изменению давления, поступающего на вход б, равнялось времени запаздывания т измерительной ветви прибора. Разность давлений, поступающих на входы а и б сумматора, пропорциональна фактической скорости съема припуска. Давление на выходе сумматора равно сумме противодавлений на входе в и давлений на входах а и б.
При обработке детали зазор между торцом сопла и контролируемой поверхностью уменьшается, вызывая увеличение измерительного давления. При его равномерном изменении, что соответствует равномерной скорости съема припуска, на выходе сумматора и в ветви противодавления давление будет постоянным и подвижная часть преобразователя 11 с контактами под действием изменяющегося давления в измерительной камере будет перемещаться вправо.
По мере снятия припуска с обрабатываемой детали замыкаются контакты преобразователя и в электросхему станка поступают команды. Изменяя скорость съема припуска, соответственно изменяют давление на выходе сумматора и в ветви противодавления, что вызывает некоторое смещение момента выдачи команды на прекращение обработки.
После окончания обработки от электросхемы станка подается сигнал на арретирование измерительных наконечников, срабатывает элек- тропневмопреобразователь 15, и сжатый воздух от стабилизатора 4 поступает в управляющую камеру воздухораспределителя 16. Под действием давления шток воздухораспределителя перемещается, открывая камеру, через которую воздух поступает к арретиру измерительной головки. Происходит арретирование измерительных наконечников. Регулирование давления в цепи арретирования для плавного перемещения измерительных наконечников осуществляется дросселем 17. В случаях, когда арретирование производится гидроцилиндром с подачей масла от гидросистемы станка (например, приборы ОКБ-КУ31М, 111001, КУЗЗМ), электропневмопреобразователь 15 и воздухораспределитель 16 снимаются и схема упрощается.
Наладку и настройку производят в следующем порядке.
В патроне автомата закрепляют образцовое кольцо, диаметр отверстия которого лежит в середине поля допуска. Измерительную головку перемещают по направляющим винтам до совмещения риски соответствующего диаметра кольца, имеющейся на ее основании, с риской на поворотной плите, обозначающей такой же диаметр, и закрепляют. Ручку на измерительной головке устанавливают в положение «Настройка»; включают кнопку арретирования. Измерительные рычаги поворачивают до контакта алмазных наконечников с поверхностью отверстия кольца и закрепляют.
Выключают кнопку арретирования. Ручку на корпусе измерительной головки устанавливают в положение «Измерение». На отсчетно- командном устройстве устанавливают стрелку прибора на «О». Настраивают по сигнальной лампе контакт пневмоэлектрического преобразователя, соответствующий команде «Размер».
Правильность настройки проверяют многократным (до 25 раз) арретированием наконечников (при правильной настройке лампочка «Размер»должна загораться примерно в половине случаев). Промежуточные команды настраивают по соответствующим сигнальным лампочкам и шкале отсчетного устройства смещением стрелки прибора. Возвращают стрелку в исходное положение на «О».
После обработки пяти—десяти колец в случае необходимости производят поднастройку прибора.
ПРИБОР ОКБ-111 ОМ

