




Прибор БВ-П6060 — модернизированная и усовершенствованная конструкция ранее выпускавшегося прибора БВ-1096, разработанного для круглошлифовальных центровых станков-автоматов и полуавтоматов, серийно выпускается Челябинским инструментальным заводом.
троля, применяется и для других типов станков (вну-
три-, плоско-, желобо-, шлице- и бесцентрово-шлифовальных).
Прибор без дополнительных устройств можно использовать для контроля валов со шпоночными и шлицевыми пазами^
Структурная схема прибора (ряс. 22). Измерительная оснастка прибора представляет собой двухконтактную скобу, включающую измерительное сопло пневматического прибора 2. Серийно выпускаемые приборы БВ-П606О обеспечивают контроль диаметров от 2,5 до 200 мм. Показывающий прибор 2 построен по дифференциальной схеме с сильфонами в качестве упругих чувствительных элементов. Электроконтактный преобразователь 3 используется как преобразователь линейных перемещений в дискретные электрические сигналы- команды. Сигналы преобразователя усиливаются усилителем командных сигналов 4. Прибор содержит блок сигнализации 5 в виде светофорного табло, информирующего о выдаче прибором соответствующей команды.
В состав прибора также входят блок электропитания 7 и блок питания сжатым воздухом 6.
Давление в воздушной сети должно быть в пределах 3,5—6 кгс/сма. На автоматических и полуавтоматических станках необходимо устанавливать реле давления, например, типа БСП7-51 (нормаль ЭНИМС), контролирующее величину давления в заводской сети и выключающее станок при выходе этого давления за указанные пределы. Установка такого реле со световой сигнализацией желательна также на станках, управляемых оператором. При отсутствии группового влаго- отделителя перед прибором устанавливается влагоотделитель типа В41-13. Рассмотренные блоки прибора объединены и расположены в одном корпусе. Имеется также модификация, в которой блок усилителя выполнен отдельно и монтируется обычно в электрошкафу станка.^
Принципиальная схема прибора БВ-П6960 приведена на рис. 23, а его техническая характеристика в табл. 1. Прибор основан на применении дифференциальной пневматической схемы, при которой чувствительный элемент реагирует на разность давления воздуха в двух ветвях системы, питаемых от одного стабилизатора давления.
Сжатый воздух после предварительной очистки поступает в блок фильтра и стабилизатора 17 и далее через входное сопло 2 в измерительную ветвь, состоящую из шланга 1, полости сильфона 3 и измерительного сопла 26, а через входное сопло 20 — в ветвь противодавления, состоящую из сопл 18, 20 и сильфона 16.
| к исполнительным |
| В настоящее время прибор БВ-П6060 является одним из наиболее распространенных в промышленности. Он предназначен для контроля деталей, обрабатываемых на круглошлифовальных центровых станках, а его отсчетное устройство, используемое |
| органам станка |
 БВ-П6060
БВ-П6060
|
| Рис. 22. Структурная схема прибора в приборах активного кон- I" и пепел 1 1 |
Давление в измерительной ветви, а следовательно, и в сильфоне 3 определяется величиной зазора Z у сопла 26 с защитной коронкой 27 скобы 25. Величина зазора зависитт от диаметра D контролируемой де
тали. Давление в ветви противодавления и в сильфоне J6 в процессе контроля не изменяется, а зависит от ранее установленного винтом 19 зазора Zn у сопла 18.
Таким образом, разность давлений в сильфонах, закрепленных на корпусе 4, и, следовательно, положение связанной с ними каретки 15, подвешенной на параллелограмме из плоских пружин при фиксированном положении винта противодавления 19, зависит только от размера £>. Перемещение каретки с помощью рычажно-зубчатого механизма 6 передается на стрелку 8. С помощью этой стрелки и шкалы М диаметром 130 мм можно производить визуальный отсчет величины измеряемого размера и наблюдать за ходом процесса обработки детали.
На каретке 15 установлены два контакта 6, которые могут замыкаться с двумя регулируемыми контактами 11 и 9. В четырехкоманд- ном устройстве этих контактов четыре, и соответственно электрическая схема прибора более сложная.
Настройку контактов И к 9 производят с помощью рукояток 21 и 22, которые перемещают кулачки 23 и 24 с закрепленными на них указателями 10 й 12, Одновременно перемещаются планки 7 и 13, несущие контакты. Срабатывание команд происходит при прохождении стрелки 8 мимо соответствующих указателей 10 и 12.
Электрическая схема прибора БВ-П6060 (рис. 24). Питание прибора (10—20) осуществляется от электрической сети переменного тока напряжением 127/220 В, прибор включают тумблером В. Переключение прибора на соответствующее напряжение питания осуществляется установкой предохранителя Пр в нужное положение.
 Рис. 23. Принципиальная схема прибора БВ-П6066
Рис. 23. Принципиальная схема прибора БВ-П6066
|
чистовое р; Размер
 Кажнды иа станок
Рис. 24. Электрическая схема двухкомаидного прибора БВ-П6060
Кажнды иа станок
Рис. 24. Электрическая схема двухкомаидного прибора БВ-П6060
|
Командную цепь сигнализации (5 и 6) питают через выпрямитель Д. В электросхеме прибора имеются два реле PI и Р2, управляемые контактами 6, 11 и 6, 9 (см. рис. 23). В работе может быть использован режим, при котором эти реле после замыкания (или размыкания) соот- вествующих пар контактов становятся на самопитание, и последующее размыкание (или замыкание) этих контактов не влияет на состояние реле.
Настройку контактов прибора и его наладку можно производить только при условии, что реле не становятся на самопитание. Поэтому схема станка, использующего прибор с постановкой реле на самопитание, должна быть снабжена специальным реле наладки РН (на схеме приведены его контакты), с помощью которого при настройке и наладке меняется режим работы схемы прибора.
При работе в автоматическом режиме реле наладки РН станка должно быть под током, и его контакты в схеме прибора 8, 11 должны быть разомкнуты, а контакты 6, 10 замкнуты.
Перед началом обработки очередной детали должны быть замкнуты контакты 6, 8 путевого выключателя ПВ, установленного на станке. Реле Р1 прибора будет включено по цепочке 6, 8, 5, а цепь питания реле Р2 будет разорвана размыкающим контактом Р1 в точках 5, 7. Контакты реле Р1 и Р2, выдающие команды на станок, 16, 18 и 19, 21 будут замкнуты, а 16, 17 и 19, 22 разомкнуты. На световом табло прибора будет включена лампа ЛС1 «Черновое» по цепи 5,15, 12, 6. Лампы ЛС2 и ЛСЗ будут включены вполнакала через сопротивления R2 (5—13—6) и R3 (5—14—6).
Измерительная скоба 25 (см. рис. 23) в это время находится в нерабочем отведенном положении, и зазор Z у измерительного сопла имеет наименьшее значение, зависящее от высоты коронки 27 (обычно 0,1 мм). Давление в сильфоне 3 намного превышает давление в силь- фоне 16, и каретка 15 находится в крайнем правом положении. Стрелка 8 также находится в крайнем правом положении, контакты 6, 11 (см. рис. 24) при этом разомкнуты, а контакты 6 и 9 замкнуты.
После начала обработки детали измерительная скоба 25 надвигается на обрабатываемую деталь и зазор Z у сопла 26 увеличивается в зависимости от припуска на обработку. Давление в сильфоне 3 становится меньше, чем в сильфоне 16, и каретка 15, а также стрелка 8 перемешается влево. Контакты 6, 9 размыкаются, а контакты 6, И замыкаются.
После того как измерительная скоба надвинулась на обрабатываемую деталь, контакты ПВ 6, 8 на станке размыкаются, но электрическая схема прибора остается в прежнем положении, так как реле Р1 остается включенным по цепи 6, 11, 8, 5 через замкнутые контакты.
По мере съема припуска с обрабатываемой детали зазор Z у измерительного сопла 26 скобы (см. рис. 23) уменьшается, давление в сильфоне 3 повышается и каретка 15, а также стрелка 8 начинают перемещаться вправо. В тот момент, когда припуск обрабатываемой детали достигнет величины, соответствующей припуску на чистовое шлифование, разомкнутся настроенные контакты 6, 11 датчика. При размыкании этих контактов в схеме прибора (см. рис. 24) реле Р1 окажется обесточенным, его контакты 16, 18 разомкнутся, а контакты 16, 17 замкнутся, выдавая в цепь управления станка команду на изменение подачи с черновой на чистовую. Контакты 8, 11 этого реле окажутся разомкнутыми, благодаря чему реле не сможет включиться при замыкании контактов 6, 11 датчика. Контакты 5, 7 реле Р1 подготовят цепь включения реле Р2, контакты 15, 12 выключат лампу J1C1 световой сигнализации, которая будет теперь включена вполнакала через сопротивление R1 по цепи 5, 12, 6, а контакты 15, 13 включат лампу ЛС2 «Ч истовое».
Во время дальнейшей обработки детали с чистовой подачей размер и зазор Z будут продолжать уменьшаться. Давление в сильфоне 3 будет увеличиваться, каретка 15 и стрелка 8 будут перемещаться вправо. При достижении обрабатываемой деталью требуемого размера замкнутся настроенные на этот размер контакты 6, 9, при замыкании которых реле Р2 окажется под током. Контакты 19, 22 этого реле замкнутся, а контакты 19, 21 разомкнутся, выдавая в цепь управления станка команду на прекращение обработки. Контакты 9, 10 реле Р2 замкнутся, и реле станет на самопитание по цепочке 6, 10, 9, 7, 5, благодаря чему оно не может выключиться при размыкании контактов 6, 9 датчика. Контакты 5, 15 этого реле разомкнутся, выключая лампу ЛС2 световой сигнализации, а контакты 5, 14 замкнутся, включая лампу ЛСЗ «Размер».
После окончания обработки измерительная скоба 25 будет отведена в нерабочее положение и зазор Z у сопла 26 станет минимальным, контакты 6, 9 датчика останутся замкнутыми. При отводе скобы замкнутся контакты ПВ 6, 8 на станке, виовь включится реле Р1, которое своим размыкающим контактом 5, 7 обесточит реле Р2. На световом табло прибора включится лампа ЛС1 «Черновое» по цепи 5, 15, 12, 6 через замыкающий контакт Р1 и размыкающий Р2. Выдающие команды на станок контакты 16, 17 и 19,22 разомкнуты, контакты 16,18 и 19, 21 замкнуты. Схема придет в исходное положение, прибор и станок будут подготовлены к обработке следующей детали.
При наладке и настройке прибора контакты ПВ 6, 8 должны быть разомкнуты, а реле наладки РН обесточено. При этом его контакты 11, 8 окажутся замкнутыми, а 6, 10 разомкнутыми.
Использование прибора без постановки реле Р1 и Р2 на самопитание требует установки перемычки вместо контакта РН И, 8", цепи 6, 8 (ПВ) и 6, 10 (РН) при этом должны быть постоянно разомкнуты.
 Рис. 25. Измерительная скоба БВ-3153-80 прибора БВ-П6060: 1,7 — подвижные каретки; 2,5 — измерительные иожки с твердосплавными цилиндрическими наконечниками; 3 — упоры, ограничивающие перемещение кареток; i — винт для регулировки зазора; 6 — пружина растяжения для создания измерительного усилия; 8 — плоские пружины параллелограмма подвески кареток; 9 — основание скобы с двумя болтами Мб для крепления скобы к подводящему устройству; 10 — измерительное сопло; II — защитная коронка, ограничивающая перемещение измерительных наконечников при контроле прерывистых поверхностей
Рис. 25. Измерительная скоба БВ-3153-80 прибора БВ-П6060: 1,7 — подвижные каретки; 2,5 — измерительные иожки с твердосплавными цилиндрическими наконечниками; 3 — упоры, ограничивающие перемещение кареток; i — винт для регулировки зазора; 6 — пружина растяжения для создания измерительного усилия; 8 — плоские пружины параллелограмма подвески кареток; 9 — основание скобы с двумя болтами Мб для крепления скобы к подводящему устройству; 10 — измерительное сопло; II — защитная коронка, ограничивающая перемещение измерительных наконечников при контроле прерывистых поверхностей
|
Работа пневматической и электрической частей прибора БВ-П6060 с четырьмя командами принципиально не отличается от описанной выше работы двухкомандного прибора.
Измерительные скобы прибора БВ-П6060 (рис. 25, табл. 3) позволяют контролировать как прерывистые, так и гладкие цилиндрические поверхности деталей, обрабатываемых на круглошлифоваль- ных станках.
В ряде случаев на круглошлифовальных станках производят последовательную обработку одним шлифовальным кругом нескольких участков или ступеней вала. Если эти ступени неодинакового диаметра, на каждую ступень должна быть установлена своя измерительная скоба, которая подводится в рабочее положение и управляет циклом обработки в тот промежуток времени, когда шлифуется соответствующая ступень вала.
При таком цикле обработки на станок могут быть установлены пневматические отсчетные устройства типа БВ-П6060, связанные каждый со своей измерительной скобой. Однако такое их использование нерационально, так как в каждый момент обработки в работе находится только одно отсчетное устройство.
3. Пневматические измерительные скобы выпускаемые ЧИЗ
|
Чтобы одно отсчетное устройство могло быть использовано для последовательного подключения четырех измерительных скоб на базе нормализованного пневматического переключателя ПП-4, разработан переключатель типа БВ-3110-4П (рис. 26), в котором используется для работы из шести пять пневматических клапанов 3, 4, 6, 7, 8, управляемых кулачками 14, закрепленными на оси 12 рукоятки 13.
Сжатый воздух из измерительной ветви отсчетного устройства 5 поступает в изолированные камеры А пяти пневматических клапанов. При установке рукоятки 13 в определенное положение кулачок нажимает на шток соответствующего клапана и камера А соединяется с камерой Б, связанной с измерительным соплом.
На рис. 26 показано положение переключателя при измерении диаметра вала скобой I. В этом случае измерительная ветвь отсчетного устройства 5 через канал V', камеры Л и £ клапана 3 и канал Г связана с измерительным соплом скобы I. Одновременно воздух из камеры Б поступает в выходное сопло 1 (2, 9, 10, 11) механизма корректировки настройки.
Остальные клапаны при этом положении рукоятки закрыты, и показания отсчетного устройства 5 зависят только от диаметра вала в скобе I и зазора у сопла 1 механизма корректировки, конструкция которого показана на рис. 27.
Механизм корректировки имеет устройство для тонкой регулировки величины зазора Z у выходного сопла 3 в пределах ±0,010 мм и позволяет с помощью винта 1 и рукоятки 2 производить настройку отсчетного прибора для контроля заданного размера. Величину и направление корректировки отсчитывают по лимбу микрометрических винтов этих механизмов.
Аналогичным образом работают и три остальные измерительные скобы II, III и IV, соединяемые через каналы II', III'и IV' с отсчет- ным устройством 5.
Клапан 8 и выходное сопло И (см. рис. 26) с фиксированной величиной образцового зазора служат для контроля смещения уровня настройки отсчетного устройства. При установке рукоятки 13 в поло- | Pconsf -i т -г I
-----:
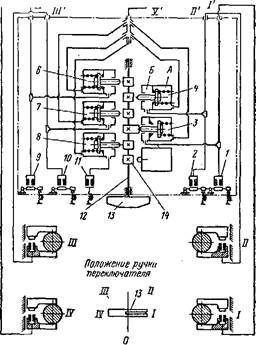 Рис. 26. Пневматический переключатель ББ-3110-4П
Рис. 26. Пневматический переключатель ББ-3110-4П
|
г

|
| Рис. 27. Механизм корректировки настройки переключателя БВ-3110-411 |
жение «нуль» отсчетное устройство соединяется с соплом 11 и его стрелка должна находиться против нулевой отметки шкалы. Наличие такого контроля значительно облегчает эксплуатацию прибора и поиск причины смещения настройки.

