




Измерительная система, основанная на электронном принципе действия, предназначена для управления автоматическим циклом обработки деталей на центровых круглошлифовальных станках. • Параметры и характеристики измерительной системы (табл. 1) " соответствуют ГОСТ 8517—70 и ГОСТ 18272—72.
' Для удовлетворения широкого круга требований, предъявляемых к современным средствам активного контроля при круглом шлифовании, измерительная система комплектуется в различном сочетании рядом типовых функциональных узлов. Предусмотрено 30 вариантов исполнения измерительной системы (табл. 2). Каждое исполнение комплектуют электронным отсчетно-командным устройством типа БВ-6119-01 или БВ-6119-02, выдающим во внешние цепи соответственно четыре или две управляющие команды. Эти устройства применяют в качестве основных моделей для решения многих задач активного контроля, в том числе контроля деталей с прерывистой поверхностью.
Контроль гладких валов и валов со шпоночными пазами в процессе обработки методами врезания или продольной подачи на круглошлифовальных автоматах и полуавтоматах обеспечивается рядом настольных индуктивных скоб типа БВ-3152-40, БВ-3152-80, БВ-3152-125 и БВ-3152-200 (рис.17). Скобы оснащают индуктивным преобразователем типа Б В-6067.
Автоматизация перемещения измерительной скобы и ее ориентация по отношению к шлифуемой заготовке обеспечивается гидравлическим подводящим устройством типа БВ-3102Т. Наряду с поставкой полного комплекта подводящего устройства предусмотрены варианты поставки только гидроцилиндров без деталей привязки к конкретной модели станка.
Рабочий цикл шлифования методом врезания с применением настольной скобы БВ-3152 осуществляется следующим образом (рис. 18). В начальной фазе цикла настольная _скоба шлифовальная бабка занимают исходное положение. Для исключения выдачи ложных команд в нерабочем положении скобы из схемы стайка в измерительную систему поступает сигнал, обеспечивающий блокировку цепей выдачи команд управления. После закрепления заготовки на позиции обработки без участия измерительной системы осуществляется ускоренный подвод шлифовальной бабки и переход на форсированную или черновую подачу. В момент, ттрр/гтрстиутщи^ снцутп цррнпяой части припуска, гидросистема станка реверсирует потоки масла, поступающие к гидроцилиндру. Благодаря этому измерительная скоба приобретает плавное движение в сторону заготовки. Одновременно для подготовки разблокирования командных цепей управления схема станка 10 (рис. 19) формирует сигнал, производящий запуск электронного реле времени И измерительной системы. Реле времени обеспечивает включение командных цепей с задержкой, превышающей на 1,5—2 с промежуток времени, необходимый для совершения рабочего хода и установки измерительной скобы в контролирующее положение.
В процессе обработки шток индуктивного преобразователя 2 воспринимает перемещение измерительных кареток скобы. Выходной сигнал преобразователя, пропорциональный изменению размера шлифуемого вала, после усиления электронной схемой преобразуется
2. Измерительная система БВ-4100
|
Примечания:
1. Исполнения от БВ-4100 и БВ-4100-26 до БВ-4100-32 поставляют без гидроцнлиндров.
2. Исполнения от БВ-4100-33 до БВ-4100-48 поставляют без узлов крепления к столам станков.
3. Исполнения БВ-4100-49 и БВ-4100-50 оснащают узлами крепления гндроцилиндров к столам станков мод. ЗА151 и ЗА161.
Пример обозначения при заказе: измерительная система с двумя управляющими командами, с диапазоном измерении настольной скобы 10—80 мм. без гидроцилнндра: «Система измерительная БВ-4100-26».

|
Рис. 17. Конструкция индуктивной настольной скобы БВ-3152!
1, 3 >— цилиндрические измерительные наконечники из твердого сплава;
2, 4 — измерительные каретки, снабженные направляющими типа ласточкина хвоста; 5, 25 — сменные измерительные ножки; 6 — стакан, предохраняющий от повреждений индуктивный преобразователь 22; 7 — микрометрический виит, взаимодействующий с измерительным наконечником преобразователя 22; 8, 24 — болты для закрепления измерительных ножек; 9. 23 — шестерни для наладочных перемещений измерительных ножек, зацепляемые с рейками на плоской поверхности направляющих типа ласточкина хвоста; 10, 12 — серьга и винтовая пружина, устраняющие зазор в резьбовом сопряжении микрометрического винта; 11, 21 — эксцентрики для регулировки измерительного усилия, обеспечиваемого винтовыми пружинами 14 и 18; 13, 19 — плоскопараллельные пружины подвески измерительных кареток; 15, 17 — упоры, служащие ограничителями хода измерительных кареток, используемые в качестве базы при настройке скобы; 16 — планка с резьбовыми отверстиями для крепления скобы к подводящему устройству; 20 — клеммный зажим для крепления индуктивного преобразователя 22
в аналоговый сигнал для показывающего прибора 6 ив дискретные команды для исполнительных органов станка.
Предварительные команды обеспечивают переход от форсированной к черновой и чистовой подачам абразивного круга. На завершающей фазе цикла в режиме чистового нли доводочного шлифования с заготовки снимается оставшаяся часть припуска. В момент достижения заданного размера формируется окончательная команда для ускоренного отвода шлифовальной бабки и измерительной скобы на исходную позицию.
Для контроля деталей с прерывистой поверхностью электрическая схема устройства снабжена пиковым детектором 5, который в со-
|
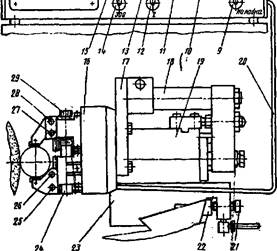
Рис. 18. Измерительная система бв-4100, комплектуемая^ настольной индуктивной скобой н подводящим устройством: I 1 — отсчетно-коыандное устройство; 2 — показывающий прибор, оснащенный Явумя шкалами с ценой деления 0,001 и 0,002 мм; 3 — лампа сигнализации включения командных цепей по окончании периода задержки, определяемого установкой реле времени РВ; 4—7 — лампы для визуальной индикации срабатывания окончательной и предварительных команд; S. 10, 11, 13 — потенциометры настройки уровней срабатывания команд; 9 — тумблер переключения в режимы «Наладка» н «Работа»; 12 — тумблер подключения к от- счетно-командному устройству одного или двух индуктивных преобразователей для работы в режиме суммирования двух сигналов; 14 — тумблер нереклю- чения_{«1сштабов шкалы показывающего прибора; 15 — потенциометр элек- *°£рйческой корректировки нуля; 16 — настольная индуктивная скоба; 17 — кронштейн для крепления измерительной скобы к колонке 18 гидравлического цилиндра 19: 20 — соединительный кабель индуктивного преобразователя 24', 21, 22 — болт и клиновидный сухарь для крепления основания гидроцнлиндра 23 к верхнему столу" шлифовального стайка; 25, 28 — шестерни для наладочных перемещений измерительных ножек; 26, 27 — болты для крепления измерительных ножек; 29 — микрометрический винт скобы 16
| 1 г j + s s у в |

|
четании с элементами электронной памяти пропускает в отсчетно-ко- мандную часть устройства сигналы, соответствующие размеру выступов шлифуемой поверхности, и исключает прохождение ложной информации, когда измерительные наконечники попадают в разрывы этой поверхности.
В случае обработки валов методом продольной подачи команды управления, поступающие от измерительной системы, воспринимаются схемой электроавтоматики станка в конце продольного хода стола.
Все элементы электронной схемы отсчетно-командного устройства, размещены в пылезащищенном корпусе. Назначение органов управления, сигнализации и регулировки, установленных на передней и задней панелях устройства, поясняется соответственно иа рис. 18 и 20.
Контроль гладких валов в процессе обработки методом врезания на круглошлифовальных полуавтоматах или на универсальных станках обеспечивается измерительной системой БВ-4100, оснащаемой рядом навесных трехконтактиых индуктивных скоб типа БВ-3154-40 (рис. 21).
При обработке методом врезания скобу устанавливают на станке с помощью унифицированного кронштейна БВ-3221, закрепляемого обычно на кожухе шлифовального круга. При обработке с продольной подачей практикуется установка кронштейна со скобой на одной из бабок или на столе шлифовального стайка. Оба способа крепления навесной скобы обеспечивают измерение диаметра шлифуемой детали в одном сечении.
Рабочий,.цикл круглошлифовального полуавтомата при использовании измерительной системы с навесной скобой БВ-3154 аналогичен описанному выше циклу шлифования с настольной скобой. Отличие заключается в том, что запуск реле времени РВ осуществляется не внешними цепями, а элементами собственной электросхемы по сигналу индуктивного преобразователя, возникающему в момент установки измерительных наконечников на заготовку, имеющую припуск. Уровень срабатывания этого сигнала в отсчетно-комаидном устройстве БВ-6119 соответствует точке —15 мкм. Установку навесной скобы в контролирующее положение и возврат на исходную позицию производят вручную.
2 3 4$ S 78
9
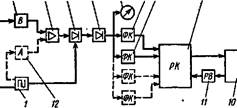 Ряс. 19. Структурная схема отсчетно-комаидного устройства БВ-6119:
1 — генератор переменного напряжения прямоугольной формы 1,5 В, 10 кГц, служащий источником питания измерительной схемы; 2 — индуктивный преобразователь В; 3 — усилитель переменного напряжения; 4 — фазочувствн- тельный детектор для преобразования переменного напряжения в постоянное; S — пиковый детектор, обеспечивающий прохождение полезных сигналов при контроле валов с прерывистой поверхностью; 6 — показывающий прибор; 7,8 — формирователи команд, предназначенные для включения обмоток исполнительных реле команд 9 прн достижении деталью заданного размера; в — исполнительные реле команд, служащие для коммутации цепей электрической схемы управления станком 10; 11 — реле времени для задержки включения командных электрических цепей иа период, необходимый для введения измерительных наконечников скобы в контакт с обрабатываемой деталью; 12 — индуктивный преобразователь А, подключаемый к схеме в случае необходимости суммирования сигналов от двух индуктивных преобразователей
Ряс. 19. Структурная схема отсчетно-комаидного устройства БВ-6119:
1 — генератор переменного напряжения прямоугольной формы 1,5 В, 10 кГц, служащий источником питания измерительной схемы; 2 — индуктивный преобразователь В; 3 — усилитель переменного напряжения; 4 — фазочувствн- тельный детектор для преобразования переменного напряжения в постоянное; S — пиковый детектор, обеспечивающий прохождение полезных сигналов при контроле валов с прерывистой поверхностью; 6 — показывающий прибор; 7,8 — формирователи команд, предназначенные для включения обмоток исполнительных реле команд 9 прн достижении деталью заданного размера; в — исполнительные реле команд, служащие для коммутации цепей электрической схемы управления станком 10; 11 — реле времени для задержки включения командных электрических цепей иа период, необходимый для введения измерительных наконечников скобы в контакт с обрабатываемой деталью; 12 — индуктивный преобразователь А, подключаемый к схеме в случае необходимости суммирования сигналов от двух индуктивных преобразователей
|
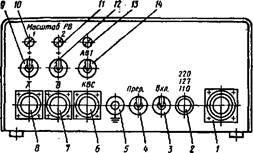 Рве. 20. Задняя панель отсчетно-командного устройства БВ-6119:
/ — вилка для подключения кабеля связи с электрической схемой станка; 2 — держатель плавкого предохранителя; 3 — тумблер включения питания; 4 — тумблер переключения схемы в режим контроля деталей с прерывистой или гладкой поверхностью; 5 — клемма заземления; 6 — розетка для подключения кабеля микровыключатолн КВС, контролирующего исходное положение настольной скобы н произиодищего запуск реле времени РВ (используется в случае, когда запуск РВ схемой станка не обеспечинается); 7 — розетка для подключения кабеля индуктивного преобразователя В, встроенного в настольную скобу; 8 — розетка для подключения второго индуктивного преобразователя А (в измерительной системе БВ-4100 не используется); 9, 12 — тумблеры для переключения нолярности сигналов преобразователей Ли В; 10, 11 — потенциометры настройки масштабов выходных сигналов индуктивных преобразователей; 13 — потенциометр настройки периода задержки срабатывания реле времени РВ
Рве. 20. Задняя панель отсчетно-командного устройства БВ-6119:
/ — вилка для подключения кабеля связи с электрической схемой станка; 2 — держатель плавкого предохранителя; 3 — тумблер включения питания; 4 — тумблер переключения схемы в режим контроля деталей с прерывистой или гладкой поверхностью; 5 — клемма заземления; 6 — розетка для подключения кабеля микровыключатолн КВС, контролирующего исходное положение настольной скобы н произиодищего запуск реле времени РВ (используется в случае, когда запуск РВ схемой станка не обеспечинается); 7 — розетка для подключения кабеля индуктивного преобразователя В, встроенного в настольную скобу; 8 — розетка для подключения второго индуктивного преобразователя А (в измерительной системе БВ-4100 не используется); 9, 12 — тумблеры для переключения нолярности сигналов преобразователей Ли В; 10, 11 — потенциометры настройки масштабов выходных сигналов индуктивных преобразователей; 13 — потенциометр настройки периода задержки срабатывания реле времени РВ
|
При подготовке измерительной системы к работе осуществляют следующие операции. Отсчетно-командное устройство закрепляют на установочной площадке, размещенной в зоне, удобной для обслуживания и наблюдений, исключающей попадание влаги от системы СОЖ станка. Шину заземления присоединяют к соответствующей клемме на корпусе отсчетно-командного устройства. Держатель предохранителя устанавливают в положение, соответствующее напряжению питания, поступающего из схемы станка. Электрические и гидравлические соединения осуществляют с учетом требований документации на конкретную модель станка.
После включения электрического питания проверяют правильность взаимодействия измерительной оснастки с отсчетно-командным устройством. При плавном воздействии на измерительные наконечники скобы стрелка показывающего прибора должна отклониться в правую область шкалы, а в свободном состоянии наконечников — в левую. В случае, если направления перемещений стрелки не совпадают с указанными, следует переключить тумблер полярности выходного сигнала индуктивного преобразователя.
При закреплении основания гидроцилиндра 23 (см. рис. 18) на столе станка измерительные наконечники скобы размещают против контролируемого сечения детали. Для ориентации скобы 16 передвигают кронштейн 17 на колонке 18 так, чтобы точки соприкосновения измерительных наконечников с деталью находилась в середине этих наконечников и размещались в диаметральной плоскости контроле руемой детали.
Рис. 21. Индуктивная навесная скоба БВ-3154 с О» кронштейном БВ-3221:
1 — скалка для шарнирной И подвески корпуса 21 скобы;
2 — ось, установленная в К подшипниках качения 4 и " 7, взаимодействующая с пра- ~ вым кондом пружины 5; 3 — 1з корпус плунжера 12, за-
крепляемый в необходимом s угловом положении на ста- g каие 6 с помощью винта 15\ ■ 5 — спиральная пружина, создающая крутящий момент для отвода скобы в исходное положение и обеспечивающая измерительное усилие на нижнем измерительном наконечнике 29; 6 — стакан заводного механизма, связанный с левым концом пружины 5, закрепляемый винтом 14; 8 — кронштейн, закрепляемый на кожухе шлифовальной бабкн при помощи болта 10; 9, 11 — болты для ориентации измерительных поверхностей наконечников 29, 30 и 31 в плоскости, перпендикулярной осн контролируемого вала; 12 — подпружиненный плунжер- амортизатор, взаимодействующий с поверхностью 13 для ограничения поворота
держателя 36 скалки 16 при отводе скобы в исходное положение; 17 — микрометрический винт, взаимодействующий с измерительным наконечником индуктивного преобразователя 33; 18 — подпружиненная серьга для устранения зазора в резьбовом сопряжении микрометрического вннта; 19, 24 — плоскопараллельные пружины для подвескн измерительного штока 32-
20 — спиральная пружина, обеспечивающая измерительное усилие иа верхнем измерительном наконечнике 31; 22 _______________________ шкала
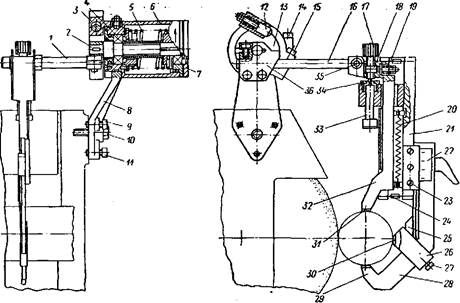
для установки на заданный размер сменной штанги 28; 23 — винты для крепления штанги после настройки на размер; 25 — упор для установки в заданное положение движка 26 с боковым наконечником 30, закрепляемого болтом 27; 34 — стакан, ограничивающий ход микрометрического винта 17 для предохранения от повреждений индуктивного преобразователя 33; 36 — шарнир подвески корпуса скобы
Перед настройкой измерительной системы потенциометр 15 электрической корректировки нуля устанавливают в среднюю часть зоны регулирования, переключают устройство в режим «Наладка» и устанавливают переключатель преобразователей 12 в режим «2».
Индуктивный преобразователь 24 крепят в отведенной на исходную позицию скобе так, чтобы стрелка показывающего прибора установилась в зоне шкалы от —50 до —75 мкм. В центры станка устанавливают образцовую деталь (аттестованную с требуемой точностью меру), исполнительный размер которой соответствует середине операционного поля допуска. Ослабив затяжку крепежных болтов 26 и 27 с помощью шестерен 25 и 28, разводят ножки с измерительными наконечниками так, чтобы они не соприкасались с образцовой деталью в рабочем положении скобы.
После установки скобы в позицию измерения вращением микрометрического винта 29 достигают нулевого показания прибора. При помощи шестерни 25 вводят в соприкосновение с образцовой деталью нижний измерительный наконечник. Перемещение ножки прекращают, когда на приборе будет достигнуто показание +100 мкм. В таком положении ножку крепят зажимным болтом 26. Далее при помощи шестерни 28 верхнюю ножку перемещают до соприкосновения измерительного наконечника с поверхностью образцовой детали. Закрепляют ножку болтом 27, когда стрелка показывающего прибора установится против отметки шкалы «+ 2С0 мкм». В результате выполненных настроечных операций обе измерительные каретки отрываются от упоров, служащих ограничителями рабочего хода. При этом обеспечиваются условия правильной работы плоскопараллельных пружин подвески этих кареток.
С помощью микрометрического винта 29 производят предварительную установку нуля. Затем, включив вращение образцовой детали и обеспечив подачу охлаждающей жидкости от системы СОЖ станка, совмещают стрелку с нулевой отметкой шкалы посредством потенциометра 15. С нулевой отметкой шкалы при помощи потенциометра 13 совмещают уровень срабатывания окончательной команды. Для ориентировочного отсчета при настройке уровней срабатывания предварительных команд служат шкалы, нанесенные возле рукояток потенциометров. Окончательно правильность настройки команд проверяют по шкале показывающего прибора в момент включения соответствующей лампы визуальной индикации. При этом проверку перемещения стрелочного указателя вдоль шкалы прибора производят с помощью потенциометра корректировки нуля 15.
По окончании настройки стрелочный указатель совмещают с нулевой отметкой шкалы. Скобу возвращают на исходную позицию.
Наладку измерительной системы, оснащенной навесной скобой (см. рис. 21), осуществляют следующим образом. Сначала корпус 21 скобы подвешивают к кронштейну, закрепленному на кожухе абра- аивного круга. С учетом номинального размера контролируемого вала производят установку необходимого типоразмера сменной штанги 28. Передвигая штангу вдоль направляющих, совмещают соответствующую отметку шкалы 22 со штриховым индексом, нанесенным на корпус. Крепление штанги осуществляют винтами 23. Движок 26 с боковым наконечником прижимают к торцу упора 25 и фиксируют стопорным болтом 27. В центры станка устанавливают образцовую деталь. Шлифовальную бабку подводят в рабочее положение. Измерительные наконечники сксбы вводят в соприкосновение с образцовой деталью. С помощью болтов 9, 10, 11 добиваются установки измерительных наконечников в одну плоскость, перпендикулярную к оси детали. Правильно ориентированные наконечники должны оставлять на поверхности вращающейся детали общий след.
Регулировку измерительного усилия на нижнем измерительном наконечнике 29 обеспечивают изменением крутящего момента пружины 5 за счет поворота стакана 6.
По окончании наладочных операций включают вращение образцовой детали, затем с помощью микровинта 17 совмещают стрелку показывающего прибора с нулевой отметкой шкалы.
Настройку команд осуществляют методами, изложенными выше при описании наладки настольной скобы. Перед началом цикла измерения скобу отводят в исходное положение и переключают электросхему в режим «Работа».
После шлифования в полуавтоматическом режиме первых деталей и оценки их размера универсальными измерительными средствами может быть внесена дополнительная корректировка настройки потенциометром смещения нуля.
В процессе эксплуатации измерительной системы возможно возникновение отдельных неполадок. Если при включении прибора в сеть не отклоняется стрелка и не загораются сигнальные лампы, следует проверить, нет ли обрыва в кабеле индуктивного преобразователя, и проконтролировать напряжение в линии питания. Кроме того, следует проверить, не перегорели ли сигнальные лампы или предохранитель, и, если необходимо, заменить их. В случае повторного выхода из строя необходимо установить причину короткого замыкания.
Правильное функционирование измерительной системы может быть нарушено вследствие проникновения влаги внутрь корпуса индуктивного преобразователя из-за механического повреждения герметизирующих уплотнений. После просушки узлов преобразователя поврежденные детали уплотнений следует заменить новыми. Увеличение погрешности измерения может появиться при ослаблении крепления деталей и узлов, входящих в измерительную цепь индуктивной скобы. На точностные показатели отрицательно влияет износ контактных поверхностей измерительных наконечников. Обновление изношенных поверхностей осуществляется путем поворота цилиндрических наконечников вокруг собственной оси. Смещение настройки в процессе работы измерительной системы, обусловленное небольшим износом измерительных поверхностей наконечников, легко компенсируется потенциометром электрической корректировки нуля в диапазоне ±60 мкм.
Устранение возникающих неисправностей и ремонт измерительной системы следует поручать квалифицированным специалистам.

