




Прибор JIAK-07 (рис. 12, табл. 1) предназначен для контроля диаметров шеек распределительных валов тепловозных двигателей, обрабатываемых на шлифовальных станках мод. 3164 Харьковского станкозавода им. Косиора. Он позволяет осуществлять непрерывный контроль диаметра по всей шлифуемой длине как гладких, так и ступенчатых валов, обрабатываемых в люнетах.
Воздух из сети под давлением 0,3—0,6 МПа, пройдя влагоотдели- тель 10, поступает в блок фильтра со стабилизатором 9 и далее под давлением 0,15 МПа поступает в измерительную пневматическую схему самобалансирующегося прибора 8 мод. 324 завода «Калибр». Чувствительным элементом этой схемы, воспринимающим изменения размера контролируемого диаметра, является измерительное сопло //, неподвижно закрепленное в призме 1, и пятка 12 подвижного измерительного рычага 2.
Измерительное устройство имеет шарниры 3, 5 и может самоустанавливаться на контролируемой поверхности, базируясь на твердосплавных опорах призмы 1.
В крайнем верхнем положении рычаг 4 вместе с измерительным устройством удерживается шариковым фиксатором, который включает трубу 6 с подпружиненным шаром и сектор-держатель 7, жестко связанный с рычагом 4.
Конструкция измерительного устройства прибора и его подвески вриведена на рис. 13. ■ <

|
Для контроля трех типоразмеров распределительных или ступенчатых валов на кожухе шлифовального круга (рис. 14) закреплено три самостоятельных измерительных устройства 1 с рычагами 2. Оси шарниров крайних рычагов 2 повернуты на угол и р2, а рычаги выполнены так, что при постановке измерительного устройства на контролируемую поверхность оно занимает положение, перпендикулярное к оси вала.
Каждое измерительное устройство включено в отдельный показывающий пневматический прибор. Настройка прибора аналогична настройке прибора ЛАК-01.
Прибор ЛАК-03 (рис. 15, табл. 1) предназначен для контроля ступенчатых колесных осей тепловоза, обрабатываемых на стайке мод. 3164. Контроль диаметра обрабатываемой детали осуществляется бесконтактным чувствительным элементом, состоящим из эжектор- ного'сопла 11 и заслонки (обрабатываемая поверхность детали 10). Величина зазора косвенно определяет размер диаметра. Эжекторное сопло включено в пневматическую измерительную схему компенсационного прибора мод. 324. Для построения этой схемы необходимо в приборе входное сопло нижней камеры заглушить, установив дополнительное сопло 2 с таким проходным сечением, чтобы стрелка прибора при максимальном зазоре Z = 0,4 мм занимала приблизительно положение, соответствующее середине линейного участка шкалы прибора. Рабочее
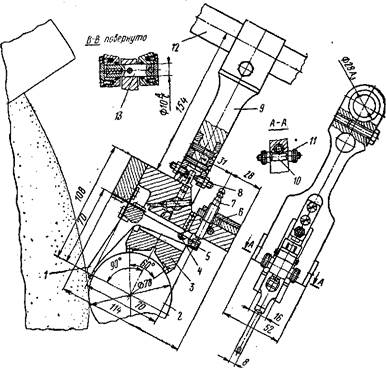 Рис. 13. Конструкция измерительного устройства прибора ЛАК-07:
/ — измерительный рычаг с твердосплавным цилиндрическим наконечником; 2 — контролируемая деталь; 3 — призма с двумя твердосплавными цилиндрическими опорами; 4 — пружина, создающая измерительное усилие; 5 — плоская заслонка измерительного сопла 7 (элемент сопло — плоская эаслояка преобразует перемещение измерительного рычага в изменение расхода сжатого воздуха); б — гайка, предназначенная для перемещения измерительного сопла прн настройке; 8 — винты, ограничивающие поворот призмы относительно кронштейна 9; 10, 11— соответственно клин и гайка, предназначенные для жесткого крепления измерительного сопла; 12 — подвижный рычаг; 13 — ось, обеспечивающая самоустановку призмы на контролируемой поверхности
Рис. 13. Конструкция измерительного устройства прибора ЛАК-07:
/ — измерительный рычаг с твердосплавным цилиндрическим наконечником; 2 — контролируемая деталь; 3 — призма с двумя твердосплавными цилиндрическими опорами; 4 — пружина, создающая измерительное усилие; 5 — плоская заслонка измерительного сопла 7 (элемент сопло — плоская эаслояка преобразует перемещение измерительного рычага в изменение расхода сжатого воздуха); б — гайка, предназначенная для перемещения измерительного сопла прн настройке; 8 — винты, ограничивающие поворот призмы относительно кронштейна 9; 10, 11— соответственно клин и гайка, предназначенные для жесткого крепления измерительного сопла; 12 — подвижный рычаг; 13 — ось, обеспечивающая самоустановку призмы на контролируемой поверхности
|
давление пневматической схемы 0,15 МПа. Параметры»жекторного преобразователя позволяют вести контроль деталей с припуском нк диаметр до 0,75 мм.
Конструкция измерительного устройства приведена на рис. 16. Ео время настройки прибора измерительную призму 3 устанавливают на деталь с окончательным размером и, перемещая эжекторный преобразователь 1 с помощью гайки 8, по щупу устанавливают зазор Z =
= 0,4 мм между торцом защитной коронки сопла и деталью, затем преобразователь крепят виитом 9 и шкалу прибора устанавливают на нуль.

|
При многократной постановке измерительной призмы на деталь показания прибора не должны меняться больше чем на одно деление шкалы. Окончательную установку шкалы на нуль производят при вращающейся детали с включением подачи охлаждающей жидкости.
? 6 S
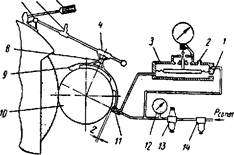 Рис. 15. Схема прибора ЛАК-03 для контроля ступенчатых колесных осей тепловоза:
Рис. 15. Схема прибора ЛАК-03 для контроля ступенчатых колесных осей тепловоза:
|
1 — входное сопло нижней камеры прибора, которое необходимо заглушить;
2 — дополнительное сопло; 3 — компенсационный прибор мод. 324 завода «Калибр»; 4 — подвижный рычаг; 5 — шариковый фиксатор; 6 — сектор- держатель; 7, 8 — шарниры, обеспечивающие самоустановку призмы 9 на поверхности контролируемой детали 10\ 11 — эжекторное сопло; 12 — манометр, контролирующий рабочее давление; 13 — блок фильтра со стабилизатором мод. 306 завода «Калибр»; 14 — влагоотделнтель В-41-13
Каждую ступень оси контролируют индивидуальным измерительным устройством, подвешиваемым к кожуху шлифовального круга аналогично схеме, показанной на рис. 14.

|
Рис, 16. Измерительное устройство прибора ЛАК-03 для контроля колесных осей тепловоза:
I — эжектораое сопло;! — твердосплавные цилиндрические опоры призмы 3; 4 — пружинный крестообразный шарнир, позволяющий призме самоустанав- лнваться на обрабатываемой поверхности; 5 — кронштейн с клеммиым зажимом для крепления призмы к подвижному рычагу 5; 7 — винты, ограничивающие поворот призмы; S — гайка для перемещения эжекторного сопла при настройке; 9 — винт клеммного зажима эжекторного сопла; 10 — коронка, предохраняющая торец сопла

