




В настоящее время можно выделить три основных направления в исследовании точности:
· первое носит преимущественно геометрический характер и базируется на теории размерных цепей;
· второе связано с исследованием жесткостных характеристик (деталей станков) и их влияния на погрешность технологического оборудования (ТО);
· третье рассматривает весь комплекс факторов, в том числе геометрических и жесткостных.
Первое направление позволило разработать правила и принципы пгостроения техпроцессов:
1) принцип единства баз:
2) принцип кратчайшего пути,
3) принцип совмещения и постоянства баз,
4) условие наименьшей погрешности.
Второе направление. Общие методы решения основываются на связи между силовыми факторами и упруго-пластическими перемещениями поверхностей детали, полученных на основе известных соотношений сопротивления материалов и теории упругости. Эти соотношения называются функцией влияния.
Для сложной конструкции функцию влияния предлагается отыскивать численными методами, в частности, методом конечных элементов (МКЭ).
Третье направление. Точность исследуется с позиций учета совместного влияния всего комплекса геометрических, жесткостных и других факторов, сопутствующих процессу механической обработки.
Наиболее полная модель представлена Б. М. Базровым в виде метода координатных систем с деформируемыми связями.
{δi}= /{rФi}-{ri}/ (8.1)
где {δi} - погрешность обработки в i-й точке детали;
{rФi}- фактический радиус-вектор в i-й точке обработанной поверхности;
{ri}- заданный радиус-вектор в i-й точке обработанной поверхности.
Формообразование складывается из организованных программных движений, обеспечивающих этот процесс, и неорганизованных, формирующих реальную поверхность изделия. Положение точки Mg4 детали определяется выражением:
{δ}g = {δ1}g + {δ2}g + {δ3}g + {δ4}g (8.2)
где {δ1}g – установка (наладка) приспособления;
{δ2}g - установка (наладка) детали;
{δ3}g – деформаций зажима и веса;
{δ4}g – температуры и силы резания.

Рис. 8.1. Схема образования погрешности
Положение вершины Ми инструмента характеризуется соотношением:
{δ}и = {δ1}и+ {δ2}и + {δ3}и + {δ4}и (8.3)
где {δ1}и - наладки
{δ2}и – базирования
{δ3}и – деформаций зажима
{δ4}и – температуры и силы резания.
Отклонение реального профиля равно алгебраической сумме
{δ5M} = {δ}и - {δ}g (8.4)
Формулы (8.1) - (8.4) после преобразований с учетом износа инструмента и явлений релаксации в детали можно представить в следующем виде
{δ5M} = {δ51} + {δ52}. (8.5)
где {δ51} погрешности кинематических и размерных связей
{δ51} = {δ1}и - {δ1}g - {δ2}g + {δ2}и + {δb3}и, (8.6)
где{δb3}и -погрешность, возникающая вследствие износа инструмента;
{δ52} - погрешность обработки, вызванная собственными контактными деформациями и явлениями теплопереноса;
{ δ52}= {δ3}и - {δ3}g + {δ4}и - {δp}g, (8.7)
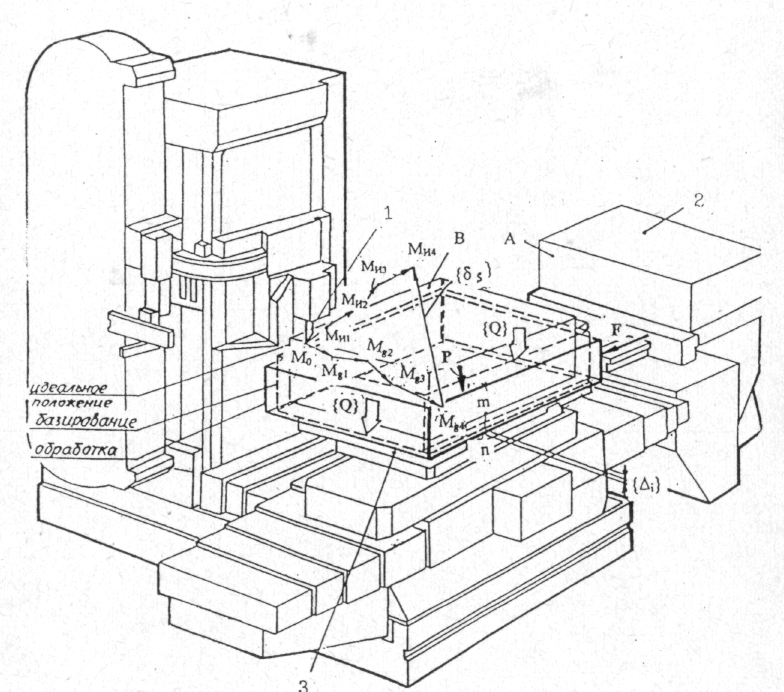
Рис. 8.2. Схема образования погрешности при механической обработке
{δ5M}={δ51}+{δ52}+{δ}деф+{δ}кол+{δ5} (8.8)
где {δ}деф – деформация от инерц. нагрузок;
{δ}кол – динамические колебания;
{δ5} – погрешность интерполяции.
Сочетание этих процессов приводит к изменению интенсивности и перераспределению областей приложения контактных напряжений, зазоров в стыках и законов сближения тел на всех этапах базирования, закрепления, наладки и обработки. Поэтому при переходе от одного этапа к другому погрешности на исследуемом этапе становятся функционально связанными с погрешностями предшествующего.
СОДЕРЖАНИЕ
| 3.3. | Определение погрешностей элементов технологической системы…………………………………………………………. | |
| 3.4. | Систематические и случайные погрешности………………… | |
| 3.5. | Основные зависимости надежности при постоянных и внезапных отказах……………………………………………… | |
| 3.6. | Порядок расчета надежности технологических систем……... | |
| 4. | ТЕОРЕТИЧЕСКИЕ ЗАКОНЫ РАСПРЕДЕЛЕНИЯ СЛУЧАЙНЫХ ВЕЛИЧИН………………………………….. | |
| 5. | ОЦЕНКА ГРУБЫХ ПОГРЕШНОСТЕЙ ИЗМЕРЕНИЙ И ОБРАБОТКИ………………………………………………….. | |
| 6. | ЗАКОНЫ РАСПРЕДЕЛЕНИЯ ПОГРЕШНОСТЕЙ ОБРАБОТКИ………………………………………………….. | |
| 7. | КОРРЕЛЯЦИОННЫЙ АНАЛИЗ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ……………………. | |
| 8. | МОДЕЛИРОВАНИЕ ТОЧНОСТИ ПРИ ИЗГОТОВЛЕНИИ ДЕТАЛЕЙ МАШИН………………….. |
Надежность в технологических системах

