







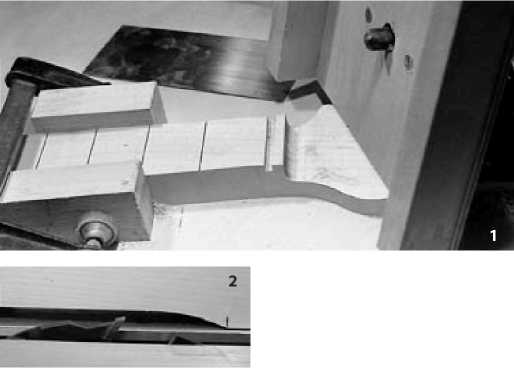
 Для того, чтобы приклеить фанеру на головку грифа нанесите клей тонким слоем равномерно по всей головке, положите на нее фанеру и выровняйте ее. Для зажима используйте шесть струбцин, стопор и прокладку (4). Сжимайте струбцины равномерно и одновременно.
Для того, чтобы приклеить фанеру на головку грифа нанесите клей тонким слоем равномерно по всей головке, положите на нее фанеру и выровняйте ее. Для зажима используйте шесть струбцин, стопор и прокладку (4). Сжимайте струбцины равномерно и одновременно.
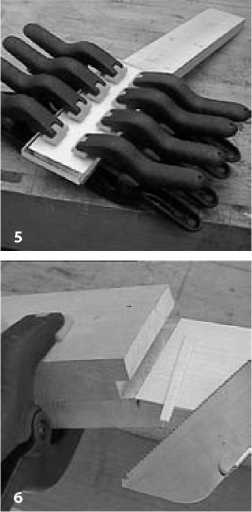
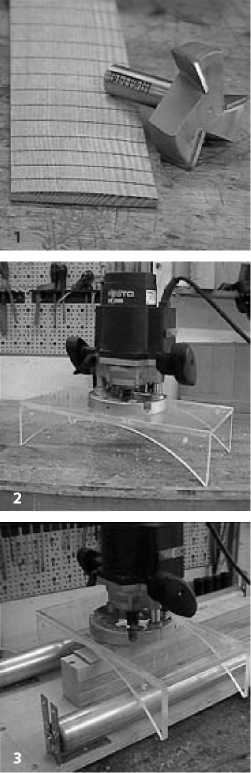
Вместо того, чтобы использовать тяжелые, обычные струбцины можно использовать легкие пружинные струбцины, сделанные из пластмассы. 2mm кленовая фанера, показанная на рисунке 5 приклеена с помощью прокладки толщиной 10mm (3/8″), сделанной из оргстекла.
В качестве альтернативы Вы можете отпилить фанеру впоследствии. После того, как клей засох, Вы можете использовать стопор как направляющую (как показано на рисунке 6) чтобы отпилить фанеру под правильным углом и по длине.
Склейка головки грифа из частей
Склеивая головку грифа из нескольких частей Вы можете сэкономить материал, поскольку это позволяет использовать заготовку для грифа не шире чем пятка грифа. Для надежной склейки используйте струбцины.
Вырезание головки грифа
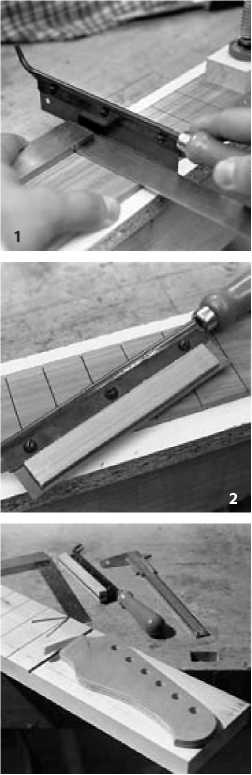
Перед выпиливанием головки грифа проведите осевую линию до конца головки. Приложите шаблон таким образом, что бы их осевые линии совпали и обведите шаблон карандашом. После этого закрепите гриф так, чтобы головка располагалась горизонтально. Головку выпиливают электролобзиком (7), ленточной пилой, или лучковой пилой. Ведите пилу чуть дальше проведенной линии.
Инкрустация головки грифа
Есть много способов сделать свою инкрустацию, т.к торговые марки, конечно, принадлежат соответствующим компаниям. Кроме этого по моему довольно странно написать Fender или Gibson или какое еще известное имя на вашей гитаре.
Только несколько способов:
- Используя фломастер или маркер
- Используя переводные символы и буквы
- Спроектировать эмблему на компьютере, распечатать ее на кальке и приклеить.
Важно, что бы надпись держалась на головке и не потекла при лакировке.
- Другой способ вырезать эмблему из металлической пластинки.
Инкрустации обычно сделаны из перламутра. Современный и альтернативный материал - AbaLam. При обработке его всегда надевайте респиратор, поскольку его пыль ядовита.
Инкрустация может также быть сделана из фанеры или металла. Даже из обычных компакт-дисков можно сделать инкрустацию.
Инструмент для инкрустаций – острый, тонкий нож (1), areaisrouteddeeper (не знаю как перевести)(2), мини-фрезер. После того, как инкрустация изготовлена, ее приклеивают эпоксидной смолой (3) или суперклеем. Когда клей высохнет, инкрустацию шлифуют вровень с поверхностью. Инкрустация, показанная на рисунке 4 - тонкая медная пластинка, вырезанная ножницами и отполированная шерстью.
Изготовление накладки
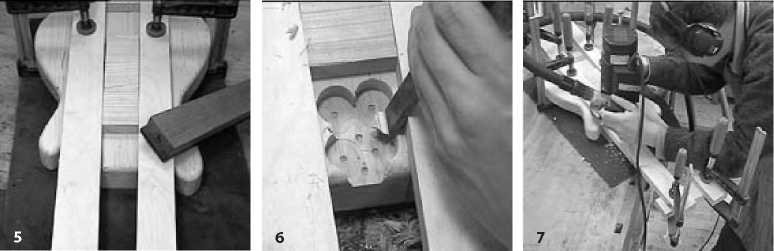
 Плотная, твердая древесина - идеальный материал для накладки. Вы можете использовать черное дерево (1), палисандр (2), пао ферро, клен, сливу (3) и грушу. Самый простой способ обработать накладку по толщине – рейсмусовым станком. Если Вам нужна более тонкая накладка, чем позволяет станок, закрепите накладку на 19mm (3/4″) доске и продолжите обработку на станке. Однако можно точно обработать накладку и вручную (4). Накладки обычно имеют толщину 6mm (1/4″). Что бы закрепить накладку на доске для обработки, используйте двухсторонний малярный скотч. Накладка в итоге должна быть правильным прямоугольником как в сечении так и по всей длине (далее она обрабатывается вместе с грифом).
Плотная, твердая древесина - идеальный материал для накладки. Вы можете использовать черное дерево (1), палисандр (2), пао ферро, клен, сливу (3) и грушу. Самый простой способ обработать накладку по толщине – рейсмусовым станком. Если Вам нужна более тонкая накладка, чем позволяет станок, закрепите накладку на 19mm (3/4″) доске и продолжите обработку на станке. Однако можно точно обработать накладку и вручную (4). Накладки обычно имеют толщину 6mm (1/4″). Что бы закрепить накладку на доске для обработки, используйте двухсторонний малярный скотч. Накладка в итоге должна быть правильным прямоугольником как в сечении так и по всей длине (далее она обрабатывается вместе с грифом).
Разметка ладов
Для разметки ладов возьмите длинную линейку, положите ее на накладку, выровняв по одной из сторон и закрепите ее на накладке струбцинами.
Используя 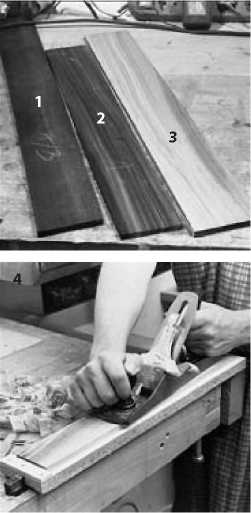 острый нож, сделайте небольшие углубления в крае накладки для всех ладов (5). Естественно при этом невозможно достичь точности до сотых или тысячных долей дюйма, по этому числа округляют до десятых или сотых дюйма. Пробуйте быть настолько точным насколько это возможно.
острый нож, сделайте небольшие углубления в крае накладки для всех ладов (5). Естественно при этом невозможно достичь точности до сотых или тысячных долей дюйма, по этому числа округляют до десятых или сотых дюйма. Пробуйте быть настолько точным насколько это возможно.
Когда все лады были отмечены, перепроверьте все расстояния. Ошибок быть не должно!
Пропилы под лады
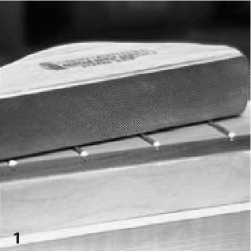
Пропилы можно сделать вручную пилой с подходящим полотном. Можно использовать дисковую пилу подходящей толщины. 0.6mm (0.024″) будет достаточно. Ручная ножовка, показанная на рисунках 1 и 2 может быть оснащена лезвиями различной толщины, с шагом в 0.1mm, что должно облегчить получение заданной ширины пропила.
Если у Вас будет нулевой лад, пропил под него должен быть на расстоянии 5mm (3/16″) от переднего края верхнего порожка.
Все пропилы под лады должны быть сделаны немного глубже ножка лада.
Пропилы в идеале должны быть такой же шириной как и ножка лада без зубца, либо немного (на 0.1mm) уже. Слишком узкие пропилы заставят гриф изогнутся назад под воздействием «эффекта клина», складываемого из всех забитых ладов, и наоборот, слишком широкие пропилы сделают гриф излишне гибким.
Пропилы на грифе из цельного куска
На таких грифах без накладки пропилы делают непосредственно в заготовка грифа. Верхний порожек, также, помещают в пропил, сделанный непосредственно в грифе. Передний край пропила под верхний порожек должен быть точно на линии нулевого лада.
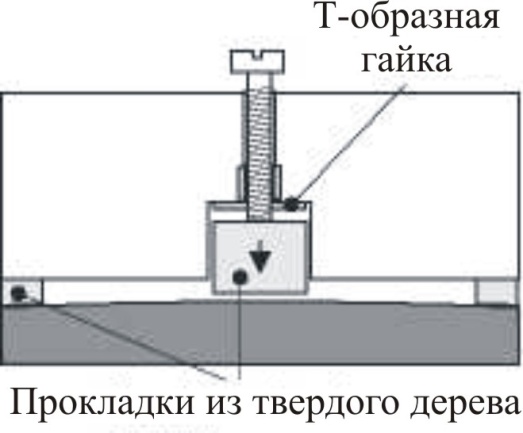
Создание пропилов при помощи электроинструмента может сэкономить немало времени. В промышленном гитарном производстве используются управляемые компьютером фрезеры, которые могут делать пропилы с точностью до 0.01mm. А Вы можете сделать пропилы на отрезном станке очень тонким лезвием. Пильные диски по металлу для этого подходят и их можно легко приобрести. Один из таких дисков показанный на рисунке - толщиной 0.6mm (0.024″). Если отверстие центра не соответствует вашему станку, Вы должны будете его увеличить. Мой диск, который показан на рисунке, имел диаметр отверстия 22mm, а станок - 30mm, по этому оно было увеличено на токарном станке. Пилы для пропилов шириной 0.6 mm (0.024″) также можно найти. При работе желательно использовать жесткие подкладки с обеих сторон пилы.
Кроме всего прочего можно использовать шаблон, который позволит сократить временя и ошибки при разметке ладов. Шаблоны для большинства мензур можно купить у гитарных поставщиков или сделать на станке. Обычно шаблоны сделаны из прозрачной пластмассы или металла и имеют метки в положении ладов на одной из граней.  рис 4, 5. Этим способом все пропилы можно сделать в течение нескольких минут.
рис 4, 5. Этим способом все пропилы можно сделать в течение нескольких минут.
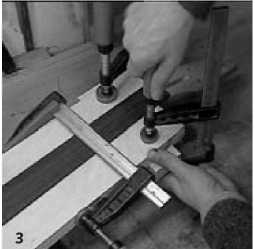
Обработайте накладку по ширине, выбранной при проектировании гитары. При помощи линейки как показано на рисунке 1 можно легко и быстро отметить осевую линию. Обратите внимание, как я положил линейку: ноль - точно на одном краю накладки а 80mm точно на другом. Центр между нолем и 80mm, то есть - 40mm.
Как уже упомянуто в главе по проектированию, форма накладки определена шириной верхнего порожка и шириной накладки на последнем ладу.  Нанесите эти размеры на накладку карандашом. Рисунок 2 показывает накладку, которая была закреплена вертикально на рабочем месте зажимом для обработки боковых граней.
Нанесите эти размеры на накладку карандашом. Рисунок 2 показывает накладку, которая была закреплена вертикально на рабочем месте зажимом для обработки боковых граней.
Более широкий пропил позади пропила для нулевого лада на рисунке 1 - под верхний порожек. Эта накладка будет наклеена на стратовский гриф. На гитарах с отклоненной назад головкой верхний порожек устанавливается между накладкой и шпоном головки грифа при помощи клея.
Приклеивание накладки
 Теперь нак ладку можно наклеить на гриф. Решать Вам когда наклеивать накладку – на вырезанный гриф (3) или на заготовку (4). Для склейки необходимы несколько струбцин, чтобы распределить давление равномерно по поверхности накладки. Для того, что бы накладка не съехала при приклеивании, наложите накладку на гриф и просверлите маленькие отверстия в пропилах 1 и 15 лада, углубившись в гриф (но не насквозь грифа!). В эти отверстия при
Теперь нак ладку можно наклеить на гриф. Решать Вам когда наклеивать накладку – на вырезанный гриф (3) или на заготовку (4). Для склейки необходимы несколько струбцин, чтобы распределить давление равномерно по поверхности накладки. Для того, что бы накладка не съехала при приклеивании, наложите накладку на гриф и просверлите маленькие отверстия в пропилах 1 и 15 лада, углубившись в гриф (но не насквозь грифа!). В эти отверстия при  склейке будут вставлены гвоздики.
склейке будут вставлены гвоздики.
Нанесите клей на обратную сторону накладки и распределите его равномерно по всей поверхности (7).
Вставку анкера или сам анкер желательно заклеиь узкой полосой изоляционной ленты, что бы на нее не попал клей. После нанесения клея изоленту надо снять (8). Давление струбцин выдавит клей к краям канала анкера.
При изготовлении грифа с отклоненной головкой верхний порожек всегда устанавливают перед наклеиванием накладки, чтобы гарантировать установку накладки в правильном месте.
Положите накладку на гриф и подтолкните ее  к установленному верхнему порожку. Поместите гвоздики в отверстия, просверленные ранее и легко постукивая молотком (6) закрепите их в грифе. Проверьте что накладка не сдвинулась.
к установленному верхнему порожку. Поместите гвоздики в отверстия, просверленные ранее и легко постукивая молотком (6) закрепите их в грифе. Проверьте что накладка не сдвинулась.
После этого зажмите накладку струбцинами через прокладку, типа деревянного бруска (9). Удалите выступивший клей и оставьте гриф сохнуть на сутки. После сушки плоскогубцами выдерните гвозди. Отверстия от гвоздей закроются ладами.
 Зажим для склейки радиусных и мультирадиусных накладок
Зажим для склейки радиусных и мультирадиусных накладок
Для того чтобы наклеить радиусную накладку Вы можете сделать приспособление показанное ниже. Оно используется обычно вместе со струбцинами (как показано справа) и прижимает оба края накладки. Дополнительная прокладка из дерева помещенная в середину и прижимаемая винтом оказывает давление на накладку по центру.
Инкрустация накладки
Любая инкрустация на поверхности накладки должна быть сделана перед склейкой накладки и грифа. Рисунок справа показывает пластмассовые шайбы, сделанные на токарном станке. Если Вы делаете радиусную накладку, мелкие инкрустации должны быть приклеены после того, как поверхности накладки был грубо был придан необходимый радиус. Что касается материала – см. выше, пункт об инкрустации головки грифа.
Выпиливание грифа


 Грубую обработку грифа можно сделать электролобзиком (1) или ленточной пилой (2), отступая 2mm (3/32″) от линии контура грифа. После этого на установленном под столом фрезере фрезой с шарикоподшипником по шаблону грифу придают точную форму (3) (См. раздел по обработке деки). При обработке грифа с накладкой я использую накладку как шаблон.
Грубую обработку грифа можно сделать электролобзиком (1) или ленточной пилой (2), отступая 2mm (3/32″) от линии контура грифа. После этого на установленном под столом фрезере фрезой с шарикоподшипником по шаблону грифу придают точную форму (3) (См. раздел по обработке деки). При обработке грифа с накладкой я использую накладку как шаблон.
Фрезы с установленным шарикоподшипником могут использоваться и для грифов с отклоненной головкой (4). При обработке таких грифов надо быть особенно осторожным и остановится перед местом где соединяются головка и гриф (5). Самый безопасный подход состоит в том, чтобы сделать для головки грифа тонкий шаблон и закрепить его так, чтобы он заканчивался у шейки грифа. Это обеспечит непрерывный шаблон для шарикоподшипника. Защита, которая была снята для того, чтобы сделать этот снимок, должна обязательно установлена.
Окантовка головки
Сделать желобок (фальц) вокруг головки можно при помощи фрезы, если ее шарикоподшипник удален, или на его место установлен подшипник меньшего диаметра. После нанесения клея при помощи малярного скотча закрепляют окантовку.
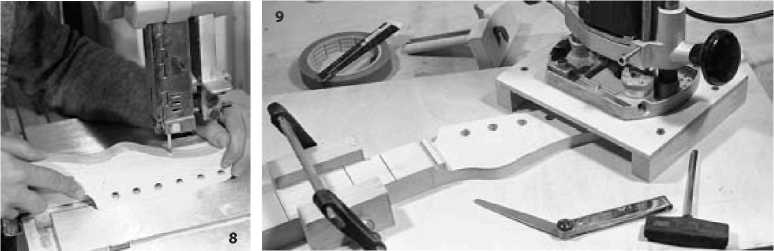
 Сверление отверстий под колки
Сверление отверстий под колки
Перед сверлением отметьте центры отверстий валов колков. Измерьте диаметр колков, установите соответствующее сверло в дрель, а дрель на стенд и затем просверлите отверстия. При сверлении, подложите под головку твердое дерево, чтобы воспрепятствовать древесине расщепляться при выходе сверла (6).



 Изготовление Фендеровской головки
Изготовление Фендеровской головки
Фендеровская головка находится ниже чем накладка и выпилить ее можно на ленточной пиле (8). Приближаясь к верхнему порожку, наклоняете гриф вниз, чтобы получить распил параллельный верхнему порожку. Перед верхним порожком пила должна выйти по равномерной кривой. Радиус этой кривой должен соответствовать радиусу одного из ваших шлифовальных барабанов.
Для обработки лицевой стороны головки можно использовать приспособление, показанное на рисунке 9. Такое приспособление также позволяет делать головку более тонкой без ленточной пилы.
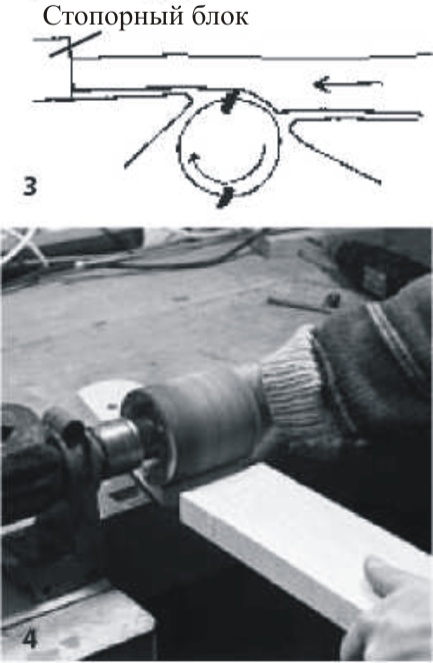
Кривую в районе верхнего порожка можно также сделать полукруглой фрезой. На рисунке 1 я использовал фрезу маленького радиуса только потому, что у меня не было большей.Больший радиус предпочтителен не только потому что это выглядит лучше, но также и потому, что это дает лучшую прочность. Рисунок только иллюстрирует основную идею. Проверьте что установили стопорные блоки очень точно. Вы можете также использовать циркулярку для грубого формирования кривой перехода (2). При таком способе радиус определяется диаметром пилы. Если ваш фуганок позволяет понижать стол на 10mm (3/8″) еще лучше (3), поскольку это даст гладкую поверхность. Кривая в этом случае определяется радиусом режущей головки фуганка. Обрабатывайте в несколько проходов, удаляя по 1.5mm (1/16″) за каждый проход. Для того, что бы головка фуганка оставила гладкую поверхность, направление волокон в головке грифа должно идти к верхнему порожку . Имейте это в виду при принятии решения о том, на каком конце заготовки грифа будет головка. Шлифовальная бумага – самый распространенный метод получения кривой. Таким же способом это делается и на грифах без накладки, как на рисунке 4. Необходимо быть внимательным при шлифовке, что бы не снять лишнее с головки и не сделать яму. Поэтому желательно перед шлифовкой кривой оставить головку толще чем надо. Шлифбарабан может также быть установлен вертикально в патроне дрели. После этого окончательно отшлифуйте головку (5,6). Будьте терпеливы, не допускайте неровностей кривых и делайте исправления если необходимо.
Инкрустация грифа
 Инкрустация накладки в виде точек хорошо выглядит и помогает гитаристу легко ориентироваться по ладам. Точки обычно делают между ладами как на боковой стороне, так и на лицевой стороне накладки. 3, 5, 7 и 9 лады отмечаются одной точкой каждый, в то время как 12 лад имеет две точки. Следующие 12 ладов отмечаются так же как и первые 12. На грифах с 24 ладами последний лад также отмечается двумя точками. Поскольку точки на накладке почти не видны музыканту они в принципе не нужны, в отличии от точек на боку накладки. Материал и форма точек может быть выбрана согласно собственным предпочтениям.
Инкрустация накладки в виде точек хорошо выглядит и помогает гитаристу легко ориентироваться по ладам. Точки обычно делают между ладами как на боковой стороне, так и на лицевой стороне накладки. 3, 5, 7 и 9 лады отмечаются одной точкой каждый, в то время как 12 лад имеет две точки. Следующие 12 ладов отмечаются так же как и первые 12. На грифах с 24 ладами последний лад также отмечается двумя точками. Поскольку точки на накладке почти не видны музыканту они в принципе не нужны, в отличии от точек на боку накладки. Материал и форма точек может быть выбрана согласно собственным предпочтениям.
Точки легко разметить. Проведите диагонали на промежутке между ладами две линии, чтобы определить центр, после маркировки этого центра, сверлите углубления глубиной приблизительно от 2mm до 3mm (3/32″ - 1/8″), предпочтительно сверлом, которое дает плоское дно (7). После этого вклейте точки в углубления и отшлифуйте их мелкой шлифбумагой. Точки можно сделать самому из черной пластмассы. Однако часто такая пластмасса содержит крошечные раковины из-за попавшего воздуха, по этому не все точки могут быть подходящими. Для темного грифа Вам понадобится яркие, цветные точки, сделанные или из синтетического материала или из перламутра (8).
Точки из дерева (9) также встречаются. На грифе, показанном выше я использовал для этих целей темные деревянные шпунты.
Изготовление точек на боку накладки
 Точки на боку накладки неоценимая помощь гитаристу. Эти точки часто сделаны из синтетического материала и или черные или белые, чтобы контрастировать с цветом грифа. Для изготовления их могут использоваться пластмассовые пруты, диаметром 1/16″, 3/321″, 1.5mm или 2mm. Их можно купить у гитарных поставщиков (через почтовый перевод). Также можно использовать толстую медную проволоку. Отметьте и просверлите по одному отверстию между 2-ым и 3-ьим, 4-ым и 5-ым, 6-ым и 7-ым, и 8-ым и 9-ое ладами, и два отверстия между 11-ым и 12-ым ладами.
Точки на боку накладки неоценимая помощь гитаристу. Эти точки часто сделаны из синтетического материала и или черные или белые, чтобы контрастировать с цветом грифа. Для изготовления их могут использоваться пластмассовые пруты, диаметром 1/16″, 3/321″, 1.5mm или 2mm. Их можно купить у гитарных поставщиков (через почтовый перевод). Также можно использовать толстую медную проволоку. Отметьте и просверлите по одному отверстию между 2-ым и 3-ьим, 4-ым и 5-ым, 6-ым и 7-ым, и 8-ым и 9-ое ладами, и два отверстия между 11-ым и 12-ым ладами.
Чтобы сверлить отверстия (1) я использовал стенд для дрели с подложенным под него деревянным бруском, чтобы соблюсти равные расстояния от края накладки (гриф закреплен в тисках). После сверления при помощи суперклея пластмассовый прут вклеиваивается в отверстие (2), обрезается (3) и затем шлифуется (4). Обратите внимание, что точки находятся не по середине толщины накладки, потому что толщина станет более уже после придания радиуса накладке.
Если Вы хотите придать радиус накладке перед наклеиванием на гриф, Вам понадобится специальное приспособление показанное выше. Я предпочитаю наклеивать накладку на гриф а подом придавать ей радиус, но все это вопрос вкуса.
Окантовка грифа
Профрезеруйте необходимый паз и затем наклейте окантовку. Сделайте это прежде, чем Вы делаете радиус на накладке, так как делать паз проще на плоской поверхности. На рисунке справа я использую тонкие полоски древесины как обязательный материал.
При радиусной накладке необходимы пропилы лады сделать глубже перед приклеиванием на окантовки.
О том как клеить пластмассовые части и какой клей использовать пожалуйста почитайте соответствующий раздел в главе о том как сделать полуакустическую деку.
Придание радиуса накладке
На гитаре с накладкой, имеющей радиус легче играть (5). Типичные радиусы - 7 “, 7.25″, 9.5″, 10 “, 12 “, 14 “, 16″ или 20″. На накладках с большими радиусами, типа 12″ или 16″, легче делать бенды, в то время как меньшие радиусы лучше подходят для игры аккордами.
Цилиндрический и коническая поверхность накладки существенно отличаются и важно понимать это различие. Возьмите например трубу: если провести воображаемую линию на поверхности трубы параллельно оси цилиндра она будет лежать на поверхности, а передвижение концов этой линии заставит ее касаться поверхности цилиндра только в одной точке. Две внешних струны на гитаре находятся в подоб  ном «непараллельном положении». Струны по отношению к накладке с ладами образуют своего рода конус, который называется «составной радиус». Под этот конус возможно сделать и накладку, имеющую различные радиусы у верхнего порожка и в конце накладки. Такие мультирадиусные накладки ставят например на все скрипичные инструменты.
ном «непараллельном положении». Струны по отношению к накладке с ладами образуют своего рода конус, который называется «составной радиус». Под этот конус возможно сделать и накладку, имеющую различные радиусы у верхнего порожка и в конце накладки. Такие мультирадиусные накладки ставят например на все скрипичные инструменты.
Иллюстрации ниже показывают продольный вид цилиндрической (а) и мультирадиусной (b) накладок. На них Вы можете увидеть, что на цилиндрической накладке (a) края становится все более и более тонкими к более широкому концу. В действительности же, различие - меньше чем на lmm, то есть очень маленькое.
Если гриф имеет составной радиус (b), края накладки остаются более или менее одинаковыми на всем  протяжении. Главная цель составного радиуса – расположение струн параллельно поверхности накладки и ладам.
протяжении. Главная цель составного радиуса – расположение струн параллельно поверхности накладки и ладам.
Тем не менее поверхность накладки зачастую делают цилиндрической, для чего используют вогнутые шлифовальные блоки. Если, желательно придать маленький составной радиус, это можно сделать при шлифовке и полировке ладов.
Использование ленточно-шлифовального станка
Лучшим способом сделать точный радиус грифа является использование специального приспособления установленного на ленточно-шлифовальном станке, как показано на рисунке справа: накладка или гриф с накладкой, закреплены между двумя кронштейнами, могут перемещаться и опускаться на шлифовальную ленту постепенно, пока радиус не станет правильным.
Приспособление, показанное на рисунке используется изготовителем акустических гитар «Martin Guitars», позволяет держать расстоянием между поверхностью накладки и 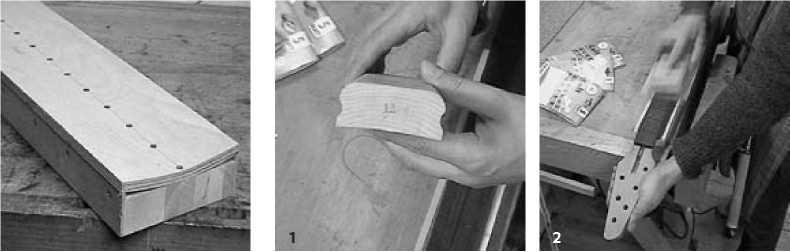 осью точно 12″. Опуская обрабатываемый пакет на шлифленту и качая закрепленную накладку получают точный радиус. (Другие изготовители используют подобные приспособления, в основе которых лежит тот же самый принцип).
осью точно 12″. Опуская обрабатываемый пакет на шлифленту и качая закрепленную накладку получают точный радиус. (Другие изготовители используют подобные приспособления, в основе которых лежит тот же самый принцип).
Создание таких сложных устройств целесообразно только если Вы производите гитары в больших количествах., Однако, если у Вас есть ленточно-шлифовальный станок, Вы можете подумать о постройке такого приспособления.
С таким приспособлением очень легко сделать мультирадиусную накладку, просто используя кронштейны различной длины так, чтобы, например, передний кронштейн позволял делать радиус 10″ а противоположный 16″.
Цилиндрическую накладку можно сделать шлифуя заготовку параллельный осевой. Для этой цели используются бруски с наклеенной на вогнутую поверхностью под необходимый радиус шлифовальной бумагой. Деревянные или синтетические бруски для формирования самых распространенных радиусов можно купить посредством почтового перевод у гитарных поставщиков (1).
Карандашом рисуют на накладке осевую, затем наклеивают на брусок самоклеющуюся шлифбумагу № 80 и шлифуют вдоль осевой (2). Обязательно контролируйте процесс обработки шаблоном радиуса, который можно 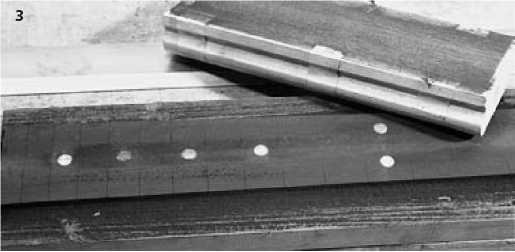 сделать самостоятельно. Чтобы предотвратить снятие слишком большого количества древесины с одной стороны по отношению к другой надо регулярно менять направление обработки, разворачивая накладку на 180°. Скорость обработки будет зависеть от материала накладки - с эбони, например (3), это займет больше времени. Когда останется необработанной только узкая полоса в центре накладки шлифовку надо продолжить более мелкозернистой бумагой, например № 120. Если на накладке будут (тонкие) инкрустации, установите их на этом этапе, прежде чем шлифовать бумагой № 120. На цилиндрических грифах ровность поверхности надо проверять по отношению к осевой (b). Приложите край линейки к накладке и проверьте ровность на просвет (4). Отметьте выступающие места на накладке и подвигайте брусок в этих местах поперек ширины. Когда все недостатки устранены переходите к тонкой шлифовке начиная с бумаги № 180 (5) и пока качество Вас не устроит. Накладку из эбони можно еще и отполировать.
сделать самостоятельно. Чтобы предотвратить снятие слишком большого количества древесины с одной стороны по отношению к другой надо регулярно менять направление обработки, разворачивая накладку на 180°. Скорость обработки будет зависеть от материала накладки - с эбони, например (3), это займет больше времени. Когда останется необработанной только узкая полоса в центре накладки шлифовку надо продолжить более мелкозернистой бумагой, например № 120. Если на накладке будут (тонкие) инкрустации, установите их на этом этапе, прежде чем шлифовать бумагой № 120. На цилиндрических грифах ровность поверхности надо проверять по отношению к осевой (b). Приложите край линейки к накладке и проверьте ровность на просвет (4). Отметьте выступающие места на накладке и подвигайте брусок в этих местах поперек ширины. Когда все недостатки устранены переходите к тонкой шлифовке начиная с бумаги № 180 (5) и пока качество Вас не устроит. Накладку из эбони можно еще и отполировать.
Самостоятельное изготовление шлифовального бруска
Лучшие для шлифовки длинные бруски. Такой брусок закрепляется на столе, а накладка двигается по нему. Поскольку я к сожалению не знаю где взять готовые такие бруски их надо сделать самостоятельно.
Описываемый здесь брусок я сделал из трех полос 3mm фанеры. С более толстой фанерой будет сложно добиться нужного радиуса. Еще лучше было бы использовать пять полос 2mm фанеры.
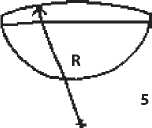
Основу можно сделать из пяти дощечек. Необходимый выступ (h) двух крайних дощечек можно рассчитать для любого радиуса по формуле приведенной справа. Полосы фанеры проклеиваются и стягиваются шурупами.
Составной радиус можно сделать рубанком. Для этого рубанок, а затем брусок со шлифовальной бумагой надо двигать по направлению струн (6, a). Составной радиус сделать конечно намного труднее делать чем цилиндрический радиус.
Техника обработки ладов длинным, узким бруском также может пригодится для того, чтобы сделать накладку мультырадиусной. Детали читайте в разделе о том, как настроить гитару.



 Создание радиусной накладки при помощи фрезера
Создание радиусной накладки при помощи фрезера
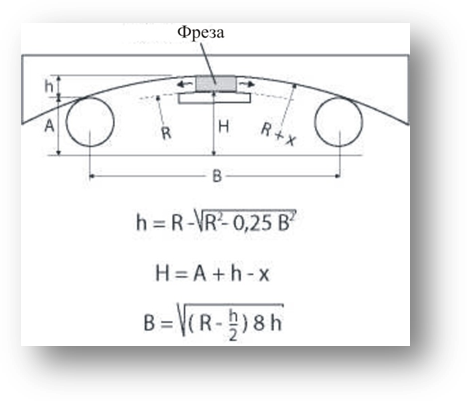
Цилиндрический радиус накладки можно сделать фрезером. Для этого Вам понадобится широкая фреза, насколько позволяет ваш фрезер. Показанная на рисунке 1 – диаметром 50mm (приблизительно 2″). Приспособление для установки фрезера представляет собой опорную площадку с радиусными направляющими, двигающуюся по железным салазкам - трубкам (2). Закрепите фрезер на площадке, а площадку установите на закрепленные параллельные трубки (3). При помощи двухстороннего скотча закрепите накладку на необходимой высоте и точно параллельно трубкам. Двух направляющих достаточно. Радиус направляющих надо сделать больше на 6mm (1/4″) (x), чем радиус накладки, по тому что фреза будет установлена на 6mm (1/4″) ниже края направляющих. Как только Вы установили высоту фрезы больше ее не меняйте. Если необходимо, поднимите накладку. Высоту накладки (H) легко найти по формулам справа. Перемещайте фрезер по накладки в поперечном направлении до окончания обработки всей накладки. Неровности оставленные фрезой удалите с шлифбумагой.
Это - весьма простое приспособление, которое можно конечно улучшить, установив регуляторы. Создание такого относительно сложного приспособления действительно стоит затраченного времени и средств, если Вы обрабатываете много накладок. Однако «метод шлифовки на ленточно-шлифовальном станке», используемый Martin Guitars (см. выше), более быстр. Если Вы - любитель, я рекомендую Вам ограничиться шлифбруском.
Это приспособление - типичный пример того, как не будучи уверенным о некоторых моментах гитаростроения любитель может иногда создать весьма сложный, и чсто действительно нужный инструмент.

 На рисунке 4 показана ранняя версия моего приспособления, которое я использовал чтобы сделать радиус безнакладочного грифа. В одном конце гриф прижат к опорной доске снизу, в другом закреплен струбциной за головку грифа. Для отклоненных назад головок опорная доска должна быть короче. Расстояние между двумя трубками (B) было выбрано таким образом, чтобы самая высокая точка направляющих была точно на 6mm (1/4″) выше поверхности грифа. Так как заготовки грифа обычно толщиной 1″, я не предусматривал возможность снижения или поднятия грифа.
На рисунке 4 показана ранняя версия моего приспособления, которое я использовал чтобы сделать радиус безнакладочного грифа. В одном конце гриф прижат к опорной доске снизу, в другом закреплен струбциной за головку грифа. Для отклоненных назад головок опорная доска должна быть короче. Расстояние между двумя трубками (B) было выбрано таким образом, чтобы самая высокая точка направляющих была точно на 6mm (1/4″) выше поверхности грифа. Так как заготовки грифа обычно толщиной 1″, я не предусматривал возможность снижения или поднятия грифа.
Такое приспособление может также быть объединено с приспособлением по контролю деформации грифа, которое моделирует напряжение струн (гриф под напряжением струн может принимать весьма странные деформации). Детали такого приспособления Вы найдете в каталоге Stewart-Macdonald’s.
Теперь надо восстановить глубину пропилов под лады. После придания накладке радиуса пропилы под лады стали менее глубокими или исчезли около граней. Повторно пропилите их и сделайте их глубже везде, где необходимыми (5).
Установка ладов
Перед установкой ладов надо обезжирить лады тканью пропитанной бензином (6). Не удивляйтесь, если ткань станет черной.
После этого подточите грани зацепов ладов треугольным надфилем. Это облегчит установку ладов и позволит удалить лады при необходимости без раскалывания древесины накладки.
 Изгиб ладов
Изгиб ладов
Радиус устанавливаемого лада должен всегда быть немного меньше чем радиус накладки. Прямые лады необходимо согнуть перед установкой. Лады поставляемые в рулонах уже могут иметь правильный радиус, но не всегда. В любом случае желательно позаботиться о создании специального приспособления для изгиба ладов. Такое приспособление быстро дает очень хорошие результаты. Мое приспособление сделанное из древесины (7), снабжено колесиком, которое можно поднимать или опускать, для установки требуемого радиуса. Регулировку надлежащего радиуса проводят методом проб и ошибок, но когда-то нужный радиус подобран согнуть лады очень просто, просто надо вращать колесико и подталкивать лад вперед или тянуть назад. При этом ножка лада должна быть направлен вверх. Если оба нижних колесика установлены на одной и той же высоте, лад останется прямым. Верхнее колесико состоит из двух узких колес с проложенной между ними шайбой, которая образует между ними щель, в которую ложится ножка лада. Все колесики закрепляются болтиками с гайками. Гайки должны позволять колесикам крутиться. Диаметр колесиков не важен.




 Фреттинг (закатка ладов)
Фреттинг (закатка ладов)
Обычно лады закатывают легкими ударами молотка. Этот метод неплох, и для него нужен молоток из материала более мягкого чем лады, чтобы предотвратить их повреждение. Обычный пластмассовый молоток, купленный в магазине «Сделай сам» идеально для этого подходит. Кроме того можно использовать медный молоток или лучше специальный молоток «dead-blow». Будьте аккуратны, что бы не повредить поверхность накладки.
Как я уже говорил лад должен быть согнут немного больше (иметь меньший радиус) чем радиус на накладке. Начинайте закатку от краев лада постепенно переходя к центру (1). Концы лада должны немного выступать за накладку. При условии, что пропилы имеют правильный размер, зубец ножки не позволит ладу вылезти из пропила. Если такое происходит, лады надо закрепить. Некоторые гитаростроители перед закаткой обрабатываю ножку суперклеем. Клей заполнит существующие пустоты в пропиле и таким образом закрепит лады. Можно намазать клеем только концы ладов или наклонив накладку, залить немного суперклея в пропилы, позволив ему протечь от одного конца другому. На кленовых грифах можно капнуть воду в пропилы перед закаткой. Дерево немного разбухнет, и лады плотно сядут. При использовании клея помните о технике безопасности.
В принципе у каждого мастера свой метод. Я, например, заливал в щели органический клей (2), сажал лады и немедленно вытирал избыток влажной тканью.
Закатка ладов прессом.
Метод, наиболее часто используемый в настоящее время гитарными фирмами состоит в закатке ладов специальными прессами, рабочая головка которых соответствует радиусу лада.
Такой пресс от Stewart-MacDonald’s включает головки под лады 6″-, 7.25″-, 9.5″ - и 12″ (рисунок слева).Этот полезный инструмент позволяют провести легкую и быструю, а также гарантирует высококачественную закатку ладов.
Закатка ладов от краев накладки
Лад, закатываемый от одного края надо обязательно поддерживать с другого края, что бы он не вылезал из пропила. Если лад не поддерживать и если Вы стучите по нему слишком сильно, он может согнуться.
Лады должны быть установлены настолько плотно, насколько это возможно, чтобы гарантировать хорошую передачу звуковых колебаний в накладку. Клей заполняет полые места и улучшает передачу звука.
Когда лады были закатаны, их концы надо отрезать специальными кусачками (3). Передние поверхности губок кусачек должны быть почти прямыми (4). Остатки удаляются на наждаке. При откусывании надо обязательно прижимать лад рукой, чтобы он не выскочил из пропила.
Для ладов, устанавливаемых в гриф с окантовкой надо обрезать часть ножки на краях (6). Это можно сделать вручную, сточив надфилем часть ножки, или же купив специальный инструмент (5). Откусите ножку с одной стороны и отметьте с другой (7).


 Щипцы подрезают лад чисто (8) и его не надо обрабатывать (9). Подрезанные лады можно также устанавливать и на грифы без окантовки.
Щипцы подрезают лад чисто (8) и его не надо обрабатывать (9). Подрезанные лады можно также устанавливать и на грифы без окантовки.
Использование эпоксидного клея
Некоторые мастера также используют эпоксидную смолу для вклеивания ладов. Для этого пропилы под лады делаются шире, чтобы позволить установить лады в пропилы одним пальцем. При этом при необходимости лады могут тогда быть удалены легко и без раскалывания накладки. Используйте 24-часовую эпоксидную смолу с временем отвердения приблизительно 20 минут. Два компонента эпоксидного клея должны быть смешаны вместе очень тщательно: налейте их в стеклянный стакан в соответствующих пропоциях и смешивайте пока цвет клея не станет равномерно белым или серым (зависит от компонентов). Обезжирьте накладку, заклейте малярным скотчем места на накладке вдоль пропилов, что бы клей не попал на накладку. С помощью маленькой лопаточки поместите клей в каждый пропил. Потом снимите скотч и установите лады в пропилы, нажимая на них пальцем. Затем надо прижать лады до высыхания клея. Для этого надо положить на лады 2 железный прута, на них деревянные прокладки и зажать их (a), а под гриф профильную подставку. На следующий день удалите выступивший клей долотом.
Удаление ладов
Заклейте н акладку слева и справа от ладов малярным скотчем, нагрейте один лад мощным паяльником. Затем вытащите лад специальными плоскогубцами, губки которых могут захватывать лад под корону, не повреждая накладки. Будьте осторожны при удалении ладов, чтобы не расколоть накладку, если все таки получились сколы – вклейте их назад.
Использование суперклея
Лады можно также посадить на цианоакриловый клей (суперклей). Чтобы закрыть накладку, вместо малярного скотча используйте тефлоновую (политетрафторэтиленовую) пленку, потому что суперклей не прилипает к тефлону. Если Вы используете суперклей, пропилы под лады должны быть менее широкими чем при применении эпоксидки.
Если по некоторым причинам лад входит в пропил свободно, нанесите на ножку лада немного суперклея, вставьте в пропил и прижмите на 5 минут его струбциной. Прежде чем клеить обрежьте лады по необходимой длине и расположите их в правильном порядке.
Можно также использовать 5-минутную эпоксидную смолу вместо суперклея.
Концы ладов подточите вровень с краями накладки мелким напильником или надфилем. Я использую напильник наклеенный на брусок. Обрабатывайте края ладов, пока напильник не коснется накладки.
Сошлифуйте корону концов ладов, держа напильник под небольшим углом к накладке. Это необходимо что бы острые концы ладов не мешали пальцам музыканта. Угол не должен быть меньше 70°, так как чем меньше угол тем меньше места остается для струн. Прекратите шлифовку как только напильник коснется края грифа (1).
Обработка грифа
Профиль грифа - вопрос вкуса. Гриф должен быть удобным для гитариста и не быть «слишком толстым». Восприятие «удобства» у каждого свое. В основном есть три различных профиля грифа: (a) овал, (b) V-образный, и (c) U-образный. И почему бы не сделать асимметричный профиль грифа, в особенности если его считают «более удобным»? Профиль грифа мог бы даже изменяться по длине, от первого лада до последнего. Все, что повышает удобство игры, должно быть реализовано. Однако слишком тонкий гриф согнется, а толстый даст больше прочности. Если Вы понятия не имеете какой профиль Вам подходит, выберете овал. По крайне мере позднее его можно доработать по удобству.
После того, как Вы приняли решение о профиле грифа, я рекомендовал бы Вам сделать шаблон профиля по рисунку справа, для проверки грифа.
 Отметьте место на грифе где он выходит из деки (2). Нарисуйте изогнутую линию приблизительно в половине расстояния в один дюйм (13 mm) от отметки, как показано на рисунке 3. Затем нарисуйте осевую линию (4). При обработке надо, что бы профиль грифа к концу плавно перешел в пятку.
Отметьте место на грифе где он выходит из деки (2). Нарисуйте изогнутую линию приблизительно в половине расстояния в один дюйм (13 mm) от отметки, как показано на рисунке 3. Затем нарисуйте осевую линию (4). При обработке надо, что бы профиль грифа к концу плавно перешел в пятку.
На мой взгляд лучший инструмент, для профилирования грифа – скобель. Чтобы Вам было удобно работать, гриф надо закрепить достаточно высоко относительно вашего тела (как показано на рисунке 5).
Начинайте обработку между пяткой грифа и головкой (7). Начинайте строгать сначала один край под углом 45°, затем переходите на другой.


Таким же образом обрабатывайте весь гриф, для получения желательной формы (1). На этой стадии главное не переусердствовать. Переход в пятку грифа смотрите на рисунке 2,3, а в головку 4,5. Более тонким гриф можно сделать позже. Подойдите к этому процессу очень тщательно, проверяя равномерность обработки и толщину в районе верхнего порожка и первого лада – она должна быть одинаковой. В районе верхнего порожка до анкера должно быть крайней мере 3mm (1/8″) древесины, если анкер прямой. Если анкер изогнутый, 3mm (1/8″) древесины должно быть до его самой близкой к обратной ладам стороне грифа. Штангенциркулем контролируйте процесс обработки (6). Я однажды на этом этапе дострогался до анкера, и был очень недоволен. Я думаю и Вы, если такое случится, не будете особо рады! Так что будьте внимательны!

Время от времени используйте шаблоны, как показано на рисунке 7 - проверяя процесс.
После того, как гриф был грубо обработан скобелем, продолжайте скребком (8) и зачистите переход между грифом и головкой (9). Строгайте только по волокнам.
Периодически снимайте гриф и осматривайте его, поворачивая в различных направлениях, чтобы отметить неровности (10). Очень важно осматривать гриф под различными углами против света. Также проведите по нему рукой, что бы почувствовать неровности.
Этап грубой обработки завершайте наждачной бумагой № 80, № 120 (11), пока не пол учите равномерную округлую поверхность по всей длине. После этого шлифовка должна идти только по волокнам. Проверьте ровность, прикладывая линейку (12). Не торопитесь и продолжите шлифовку, пока не исчезнут все царапины (13). Итак, гриф закончен и может быть отложен в сторону (14). Если впоследствии Вы увидите недостатки, их можно всегда исправить позже.
Машинная шлифовка грифа
Большинство гитаростроителей обрабатывает грифы на ленточно-шлифовальном станке. При использовании станка переходы к пятке и головке - шлифуются на крае ленты станка. При этом надо обеспечить сбор пыли. Ленточно-шлифовальный станок довольно простой электроинструмент и построить его самостоятельно имеет смысл.
Правда я лично предпочитаю обрабатывать мои грифы скобелем, без шума и пыли.
 Установка грифа
Установка грифа

 Место под пятку грифа
Место под пятку грифа
Правильно выровнять гриф чрезвычайно важно: внешние струны должны идти параллельно краям накладки от верхнего порожка до бриджа, и осевая грифа должна быть продолжением осевой деки. Место под пятку лучше всего выбрать фрезой с шарикоподшипником по шаблону. Для этой цели Вам нужен точный 1:1 шаблон формы грифа. Такие шаблоны для стандартных Фендеровских грифов можно купить. Лично я предпочитаю использовать приспособление, составленное из двух длинных, толщиной 19mm (3/4″) и шириной 50mm (2″) досок плюс короткая деревяшка, чтобы обозначить форму пятки. Доски должны иметь прямые грани.
Разместите гриф точно в позиции, в которой он будет закреплен на деке и временно закрепите его струбциной (1). После этого положите две узких доски справа и слева от грифа и прижмите их к нему в районе 1-ого и 14-оого лада, как показано на рисунке 2 (вторую струбцину на рисунке не видно). Линейка, лежащая поперек деки в области бриджа помогает выровнять доски и гриф по размерам. Позицию бриджа отмечают по мензуре от переднего края верхнего порожка. Если у Вас нет такой длинной линейки для разметки бриджа по мензуре, можно исходит из ее половины, т.е от 12-ого лада или от последнего лада - мензура минус расстояние от верхннго порожка до последнего лада. Если гитара будет иметь декоративную панель, ее надо временно закрепить чтобы выровнять гриф. Гриф теперь может быть установлен очень точно (2). Когда правильное положение грифа было найдено, доски закрепляют струбцинами, и гриф снимают. (3,4).
Теперь у Вас есть точный 1:1 шаблон для вашего фрезера с фрезой с шарикоподшипником (5). Толщина шаблона зависит от длины фрезы - шарикоподшипник должен касаться края шаблона. Обычно такие фрезы длиной рабочей части 25,4 mm (1″). Есть также 19 mm (3/4″) и 12 mm (1/2″) фрезы, но они менее распространены. Wealden Tools предлагает широкий диапазон фрез (см. адреса поставщиков в конце этой книги). Я использую 19 mm (1″) фрезу, для которой необходим достаточно толстый шаблон.
Глубина посадочного места под гриф зависит от используемого бриджа, как я уже упоминал в главе «Проектирование». Когда бридж установлен в самую низкую позицию, струны должны касаться грифа. Отсюда глубина = «толщина грифа (25mm или 1″)» минус «высота седел в самой низкой позиции». Насверлите фрезой «Фоснера» углубления и удалите долотом остатки древесины н  асколько возможно (6). После этого в несколько проходов фрезером по шаблону выфрезеруйте точно посадочное место (7). Установите фрезу на глубину более lmm (0.04″) от поверхности оставленной фрезой «Фоснера». Это позволит удалить ямки от направляющей фрезы. Чем плотнее гриф входит в деку, тем лучше будет передача звука. Если по ошибке место под гриф получилось глубже, надо будет наклеить на дно полоску дерева.
асколько возможно (6). После этого в несколько проходов фрезером по шаблону выфрезеруйте точно посадочное место (7). Установите фрезу на глубину более lmm (0.04″) от поверхности оставленной фрезой «Фоснера». Это позволит удалить ямки от направляющей фрезы. Чем плотнее гриф входит в деку, тем лучше будет передача звука. Если по ошибке место под гриф получилось глубже, надо будет наклеить на дно полоску дерева.

