




Области на деке под руку и живот делают маленьким рубанком (13), скобелем, рашпилем, скребком и наждачной бумагой (14).
 Фрезерование полостей.
Фрезерование полостей.
Деку можно сделать полой также вышеупомянутым фрезером. Для этого к основанию фрезера надо прикрутить большую, дополнительную опорную пластину, чтобы позволить проводить фрезеровку поперек ширины деки. Использование пластины из оргстекла позволит контролировать процесс фрезеровки.
Другой способ состоит в закреплении фрезера на двух длинных досках (как на лыжах). Позаботьтесь о сборе пыли на вашем фрезере.
Изготовление полой деки
 Полости в деке
Полости в деке
Дека, сделанная из двух частей – вершины (топа) и основания - позволяет делать выпуклые корпуса. Это добавляет дополнительные акустические свойства звуку электрогитары, но также и увеличивает вероятность обратной связи на более высоких частотах.
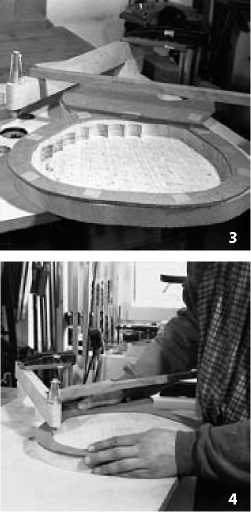
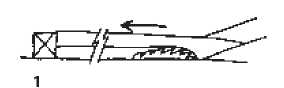
Сделайте шаблон для полостей. Если Вы оставите в середине древесину, датчики и бридж могут быть установлены обычным способом, при этом в области бриджа эта средняя часть должна быть достаточно широкой. Основание такой деки толщиной 40mm (l5/8″) показано на рисунке 1, а топ толщиной 6mm (1/4″). Полости глубиной 34mm (l 5/16″) и шириной, чтобы они могли быть сделаны фрезером. Удалите максимально возможное количество дерева фрезой «Фоснера» перед чистовой обработкой. Затем обработайте фрезером ведя фрезу с установленным шарикоподшипником по шаблону. При этом снимается меньше дерева и меньше напряжение на фрезе. Толщина основания деки в полостях должна быть не менее 6mm (1/4″).
Если дека имеет выгиб поперек ее ширины, середина топа должна быть более толстой, чтобы позволить установить бридж. Я сделал основание деки (2) толщиной 30mm (l 3/16″) и топ 15mm (19/32″). В этом случае полости должны быть глубиной 24mm (15/16″).
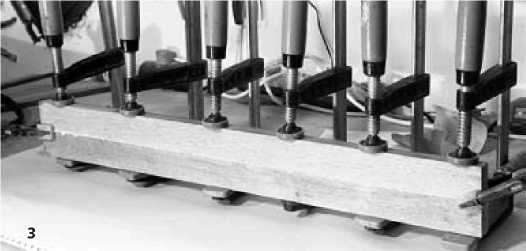
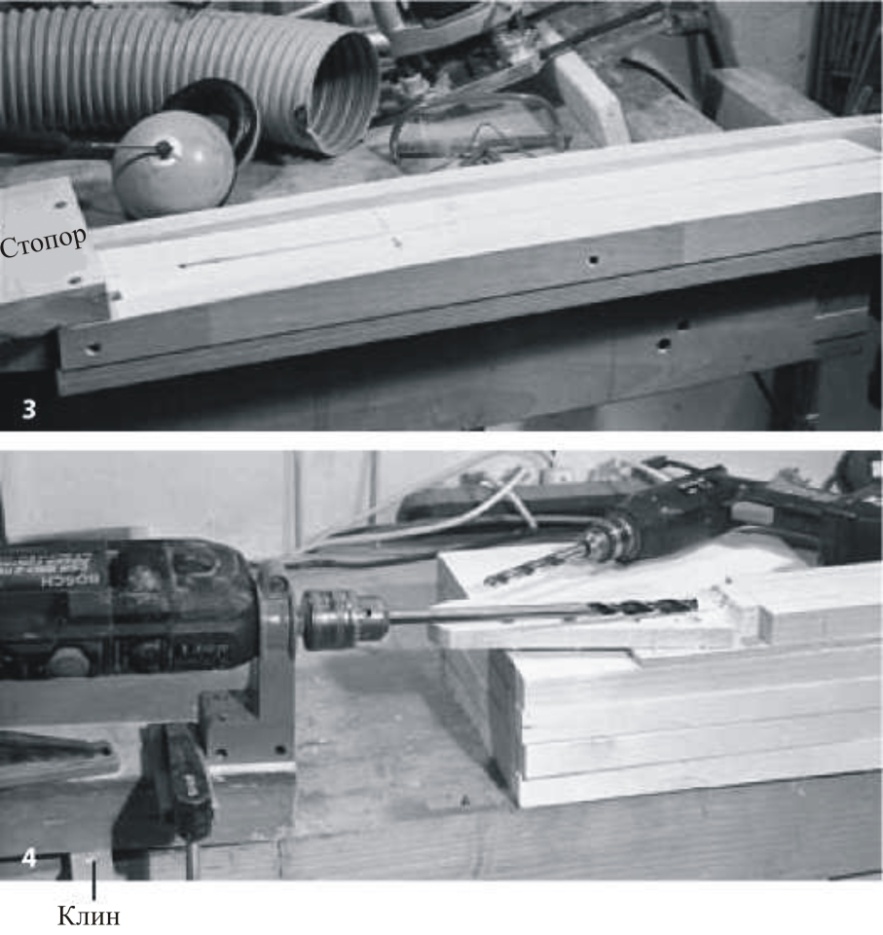
Для обработки краев полостей я сделал следующее приспособление: фрезер установлен «вверх ногами» под столом, а над фрезой на направляющей закреплен поводок (металлический штырь) (3) такого же диаметра как и фреза. Направляющая откорректирована таким образом, чтобы поводок был расположен точно над фрезой. Моя фреза диаметром 19mm 3/4″, а поводок – шпунт диаметром 19mm (3/4″). Шаблон, который на рисунке 3 все еще лежит на деке, закрепляется на ее обратной стороне. После этого дека помещается между поводком и фрезой и фрезеровка ведется по шаблону (4); опилки проваливаются в отверстия в столе. Постоянно следите за точностью фрезеровки до тех пор пока края полости не станут гладкими (5). Такой метод очень безопасный, поскольку фреза полностью закрыта, а глубина выборки не может быть больше.





 Изготовление топа
Изготовление топа
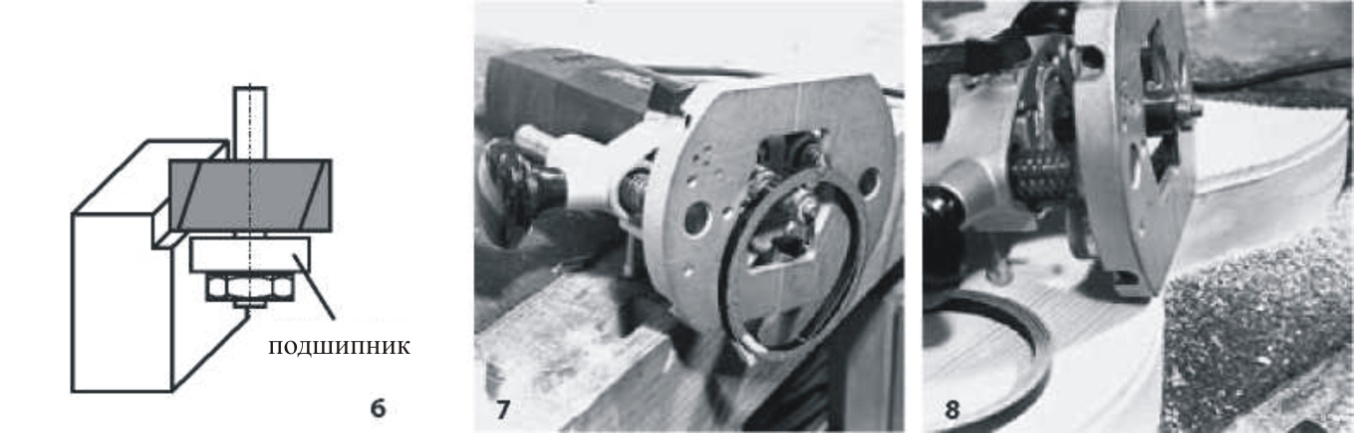
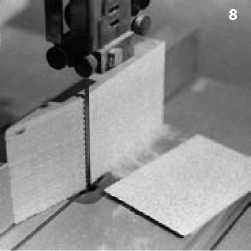
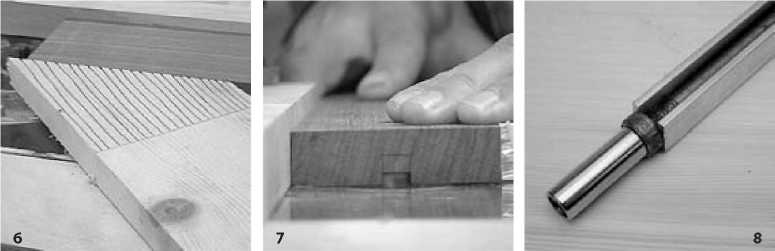
Большинство гитарных топов сделаны из одной доски по технике продольного распиливания (т.е. доска пилится на ленточной пиле вдоль длины по всей ширине, а полученные две половины раскладываются в противоположные стороны и склеиваются как показано на рисунке (6)). Результат – получаем почти совершенно симметричные, ровные поверхности. Для того что бы сделать такой распил направляющая должна быть установлена чрезвычайно точно. Поэтому я использовал дополнительную доску, прикрученную к направляющей. Конечно лучше использовать короткую направляющую только в области пилы, поскольку это позволяет делать небольшие исправления, если пила уходит в сторону. Полотно пилы, которое я использую на рисунке 7, узкое; используйте насколько это возможно более широкое полотно.
Будьте осторожны, распиливая древесину. Если что то пошло не так, как надо (напряженность полотна ленточной пилы очень большое), например доска двинута слишком резко, полотно пилы может согнуться или сломаться, немедленно остановите пилу. Так что держите ваши пальцы подальше от распил0а. Для безопасности всегда используйте толкатель чтобы двигать доску. Если ленточная пила была правильно отрегулирована, сделать такой распил не составит большой проблемы.
После того, как обе половины были обработаны, они склеиваются как показано на рисунке 8. Вес струбцины или молотка достаточен, чтобы удержать середину, а для склеивания достаточно только небольшого давления (реализуемого клиньями).
Красивые гитарные топы
Если Вы можете позволить себе приобрести любую древесину, можно наклеить симпатично-выглядящие топы из волнистого клена, огненного клена или птичьего глаза на цельную или полуполую деку.
Наклеивание топа
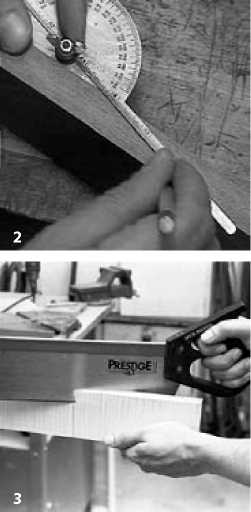
После того, как заготовка для топа была склеена и отшлифована, из нее по линии обвода деки вырезают собственно сам топ (1). Для склеивания деки и топа используйте все имеющиеся в наличии струбцины (2). Давление струбцин может быть распространено более равномерно, если использовать деревянные прокладки.
После того, как топ был наклеен, по шаблону деки ее обрабатывают как описано выше в случае с цельной декой (3). Крепеж шаблона также шурупами в районе кармана грифа и места под датчик. Мне повезло, так как в моем распоряжении оказались достаточно широкие заготовки ясеня и махагони для изготовления без склеек основания и топа деки соответственно. Обработку топа, наклеенного на обработанное основание, можно сделать используя основание деки в качестве шаблона и фрезу с подшипником на конце (4).
Изготовление грифа
Для успешной склейки головки необходимы некоторые приготовления. Для прижатия поверхностей надо как минимум пять струбцин. Прежде чем наносить клей, проверьте что склеиваемые поверхности хорошо прилегают друг к другу. Закрепите заготовку грифа на доске, используя две струбцины. Проверьте, что доска и заготовка грифа перпендикулярны друг к другу (1). Поместите под область склеивания чистую бумагу. Используйте третью струбцину, чтобы прижать стопор в конце грифа. Этот стопор будет препятствовать заготовке грифа сползать.
Отпиливание головки грифа на циркулярке
Использование C-образных струбцин |



 Окантовка
Окантовка 





 Изготовление головки грифа
Изготовление головки грифа 
 Наложите головку на заготовку грифа так, чтобы скошенная область заготовки грифа и головка грифа формировали один длинный уклон (2). Другой струбциной, закрепите второй стопор в конце головки грифа.
Наложите головку на заготовку грифа так, чтобы скошенная область заготовки грифа и головка грифа формировали один длинный уклон (2). Другой струбциной, закрепите второй стопор в конце головки грифа.

 Фрезеровка головки
Фрезеровка головки  Отпиливание головки грифа ленточной пилой
Отпиливание головки грифа ленточной пилой Изготовление анкера

 Изготовление сдвоенного анкера
Изготовление сдвоенного анкера
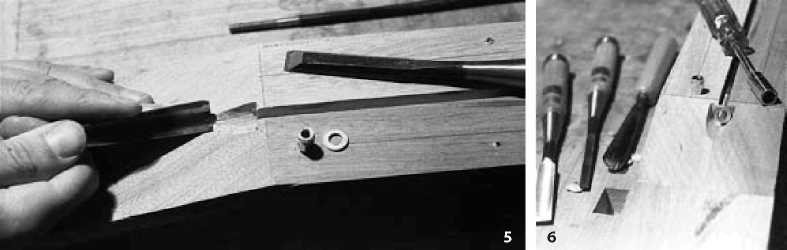
Самостоятельно сделать сдвоенный анкер не трудно. Возьмите стальной прут диаметром 5mm (3/16″), длиной вдвое большей длины канала анкера плюс приблизительно 50mm (2″) про запас, отметьте его середину, и используя треугольный напильник, сделайте в этом месте надпил глубиной около 2mm (1/16″). Поднесите это место к пламени горелки (1) и нагрейте его, поворачивая, пока это место не раскалится до красна. Далее надо действовать быстро, что бы прут не успел остыть. Перед тем как нагревать прут Вы должны зажать в тисках отрезок прутка или гвоздя в вертикальном положении. После нагрева согните прут вокруг гвоздя, сделанным углублением внутрь, как показано на рисунке 2. Согните прут до конца молотком на наковальне (3). Если Вы имеете навыки сварщика, Вы можете получить тот же самый результат, сваривая вместе концы двух отдельных прутов.

 Обрезку прута лучше всего сделать, поместив его в канал и отметить место обрезки первого конца на 10mm дальше от углубления для упорной шайбы. Второй конец должен быть обрезан точно посередине того же углубления. Ну и наконец, отшлифуйте и удалите заусенцы на концах анкера и всех гранях.
Обрезку прута лучше всего сделать, поместив его в канал и отметить место обрезки первого конца на 10mm дальше от углубления для упорной шайбы. Второй конец должен быть обрезан точно посередине того же углубления. Ну и наконец, отшлифуйте и удалите заусенцы на концах анкера и всех гранях.
Нарезка резьбы на конце прута (4). Резьба может быть нарезана на длинном конце прута по длине в 25mm (l”), используя 5mm плашку для 5mm прута и 10-32 плашку для 3/16″ прута. Закрепите один конец прута в тисках, вставьте клин между этими двумя прутками, чтобы отвести короткий конец в сторону, поместите плашку на длинный конец и нарежьте резьбу. Через каждые 2-3 поворота по часовой стрелке надо сделать 1 поворот против и капнуть на резьбу масло. При повороте против часовой стрелки Вы услышите небольшой треск – это ломается металлическая стружка.
Упорная шайба – высотой 14mm (9/16″); шириной 20mm (3/4″) и толщиной 5mm (3/16″) - плоская металлическая пластина (5). Отметьте в 3mm (1/8″) от края центр одного отверстия и в 9mm (11/32″) центр второго отверстия (6). Накерните центры отверстий и просверлите второе отверстие насквозь используя сверло диаметром 5,5mm (13/64″), а первое глубиной только 3mm (1/8″) сверлом диаметром 5mm (3/16″ (6). При сверлении зажмите шайбу в тисках.
Регулировочная гайка должна быть сделана из меди, потому что она мягче железа и не сможет повредить резьбу на анкере.
Когда гриф закончен, к анкеру уже не возможно добраться. Я не нашел медной гайки длиной 20mm (3/4″) на резьбу 5mm под шестигранник и я не уверен, найдете ли ее Вы, так что Вам, возможно, придется сделать ее самостоятельно (7,9). Для этого например можно взять медный стержень диаметром 10mm, отрезать от него 25mm и просверлить в нем отверстие по центру сверлом диаметром 4,2mm для нарезки 5mm резьбы (если у Вас прут 3/16″, используйте соответствующее сверло). Если у Вас есть доступ к токарному станку, сделать это будет легче и быстрее. Затем нарежьте 5mm резьбу в просверленном отверстии. Используйте 5mm винт под шестигранник для головки гайки. Винт должен иметь резьбу длиной 5mm. Лишнее отрежьте.
Нанесите немного суперклея на резьбу винта и вкрутите его в гайку. Затем просверлите отверстие диаметром 2mm в гайке, в 3mm от ее края. Это отверстие должно пройти точно через середину винта, но не полностью через гайку. Нанесите немного клея в отверстие и забейте в него например гвоздь, диаметром 2mm. В итоге Вы получите собственную регулировочную гайку анкера под шестигранник. Таким же образом можно сделать гайку с прорезью под отвертку. Также разумно использовать длинную шестигранную гайку, если конструкция  позволит добраться к ней гаечным ключом или головкой.
позволит добраться к ней гаечным ключом или головкой.
Прежде, чем установить анкер, наденьте на него шайбу, накрутите гайку и плотно оберните оба прута по всей длине изолентой или тканью (8). При намотке избегайте большого перекрытия слоев, что бы анкер не стал слишком толстым.
Аккуратно уложите анкер в канал. Он должен плотно входить в канал, но не быть зажатым и не болтаться в канале, т.к. первое сделает регулировку трудной, а второе вызовет при игре нежелательные шумы. Если анкер не лезет в канал, сделайте канал шире фрезером.
Рисунок 9 показывает готовый к установке сдвоенный анкер. Канал для анкера имеет паз под упорную шайбу и регулировочную гайку в  конце грифа. Проверьте правильность расположения прутов анкера – тот, который длиннее и на который накручена гайка, устанавливается вниз канала к задней части грифа. Сам канал глубиной 13mm (7/16″) (ИМХО если толщина грифа в районе первого лада стратоподобных грифов и Ибанезов около 20 мм, глубина канала в 13 мм оставляет только 1 мм или меньше дерева от анкера до края грифа – 6мм накладка + 13мм канал = 19мм, что по моему мало. По этому я рекомендовал бы делать канал не глубже 12 мм). Регулировка такого типа анкера всегда находится со стороны деки, в
конце грифа. Проверьте правильность расположения прутов анкера – тот, который длиннее и на который накручена гайка, устанавливается вниз канала к задней части грифа. Сам канал глубиной 13mm (7/16″) (ИМХО если толщина грифа в районе первого лада стратоподобных грифов и Ибанезов около 20 мм, глубина канала в 13 мм оставляет только 1 мм или меньше дерева от анкера до края грифа – 6мм накладка + 13мм канал = 19мм, что по моему мало. По этому я рекомендовал бы делать канал не глубже 12 мм). Регулировка такого типа анкера всегда находится со стороны деки, в  пятке грифа.
пятке грифа.


 Изготовление компрессированного анкера
Изготовление компрессированного анкера
Изготовить компрессированный анкер просто. Возьмите стальной прут диаметром 5mm (3/16″) и загните один конец, примерно 10mm (3/8″), нагрев его на горелке (см. выше). Этот загнутый конец не позволит анкеру провернуться при регулировке. На другом конце нарежьте резьбу под регулировочную гайку 5mm (10-32) плашкой (3). Резьба должна быть около 19mm (3/4″) длиной. Промышленные анкеры имеют резьбу на обоих концах, т.к. в серийном производстве легче перевернуть прут и нарезать резьбу. Готовые анкеры можно приобрести у поставщиков гитарных мастерских. Они имеют маленькую блокировочную пластину или гайку вместо загнутого конца. Если Вы захотите, Вы можете сделать такой анкер самостоятельно, навернув гайку и запрессовав ее молотком или приварив ее к анкеру (4). Стопор должен крепко держать анкер и не позволять ему провернуться, иначе анкер не будет работать. Я лично предпочитаю делать загнутый конец, поскольку он надежно удерживает анкер.
Создание канала под анкер
На грифах без накладки анкер устанавливается сзади грифа, а на грифах с накладкой непосредственно под накладкой. В обоих типах регулировочная гайка анкера может быть выведена как в головку так и в пятку грифа.
На заготовке под гриф проведите осевую линию и по шаблону перенесите на заготовку форму головки. Отметьте место верхнего порожка и проведите на этом месте перпендикулярную линию, на которой отмерьте ширину грифа в этом месте. Осевая должна быть параллельна краю заготовки грифа, который будет позже служить направляющим фрезеру. После этого отметьте ширину грифа в его конце и проведите перпендикуляр осевой. Соедините отметки ширины в районе порожка и в конце грифа. Таким образом Вы получите две линии, показывающие форму грифа (3).

 Создание прямого анкерного канала
Создание прямого анкерного канала
Сделать прямой анкерный канал можно легко фрезером. Установите направляющую на фрезер и фрезу диаметром 6mm (1/4″). Если направляющая фрезера короткая, приложите к ней доску. Чтобы закрепить заготовку грифа я прикручивал деревяшку к грифу, в тех местах, которые будут удалены при выпиливании грифа (4).
Наиболее подходящая для фрезеровки канала фреза диаметром 6mm (1/4″) поскольку анкер диаметром 5mm (3/16″) обматывается слоем изоляционной ленты. Более тонкие фрезы обычно имеют толстые хвостовики, что делает невозможным фрезеровку канала на необходимую глубину.
Установите направляющую так, чтобы фреза двигалась точно по осевой линии. Пробуйте сначала провести фрезер не включая его, опустив фрезу близко к поверхности. Затем включите фрезер. Фрезеруйте канал в несколько проходов. Остановитесь перед верхним порожком. Не опускайте фрезу больше чем на 3mm (1/8″) при первом проходе. Глубина канала делается в зависимости от используемого анкера. Под стопор анкера необходимо сделать прямоугольное углубление.
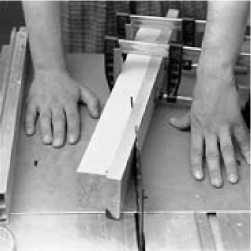
Использование установленного под столом фрезера (5) – другой способ сделать прямой анкерный канал. При этом необходимо использовать скошенную доску, которая не даст заготовке грифа отклоняться при фрезеровке и будет подталкивать заготовку в направлении движения (6). Такую скошенную доску легко изготовить напилив в ней много длинных пропилов. Фрезеровка идет в несколько проходов (7). В канал, фрезеровка которого показана на рисунке (7), будет уложен 10×10mm U-образный анкер (8).
Циркулярная пила может также использоваться для изготовления прямого анкерного канала. Желательная ширина канала получается головкой для выбора поперечных пазов или двумя и более пилами, закрепленными вместе.
Если канал не проходит под верхним порожком (регулировочная гайка в пятке грифа), радиус дисковой пилы необходимо принимать во внимание (1). Доработку канала после этого можно сделать долотом.
Создание изогнутого канала
Для того, чтобы сделать изогнутый канал изготовляют две изогнутых направляющих и закрепляют их двусторонним малярным скотчем с обеих сторон заготовки грифа, параллельного друг другу. Если анкер вкладывается сверху, требуются вогнутые направляющие (2). Установите направляющую фрезера в соответствующее положение, чтобы фреза была точно над осевой линией. При фрезеровке удаляйте не более 4mm (5/32″) за один проход. Кривая, которую я использую на 6mm (1/4″) ниже в середине чем на концах (3). Канал должен быть на концах глубиной 8mm (5/16″), чтобы осталось около 3mm (1/8″) для деревянной  вставки. В середине канал будет глубиной 8+6=14mm (5/16″ + 1/4 “=9/16″). Это означает, что только 5mm (3/16″) древесины останется под анкером. Когда Вы наконец закончите гриф, оно будет еще меньше. Анкер может также к концу грифа быть полностью прямым, но сохранит свою функцию.
вставки. В середине канал будет глубиной 8+6=14mm (5/16″ + 1/4 “=9/16″). Это означает, что только 5mm (3/16″) древесины останется под анкером. Когда Вы наконец закончите гриф, оно будет еще меньше. Анкер может также к концу грифа быть полностью прямым, но сохранит свою функцию.
Для анкеров с загнутым концом в грифе необходимо просверлить отверстие (4).



 Создание углубления под гайку
Создание углубления под гайку
На гитарах с головкой под углом в ней необходимо сделать углубление под гайку анкера. В случае гаек под шестигранник ширина углубления будет чуть больше диаметра гайки, но для других гаек необходимо больше места под ключ. Для этого можно использовать долото и 12mm (1/2″) шаблон, чтобы удалить необходимое количество древесины и позволить доступ ключа к гайке (5). Шайба, используемая для 5mm гайки и показанная на рисунке, диаметром 8mm, а отверстие под гаечный ключ диаметром 12mm (6).
Рисунок 7 показывает гриф, готовый к установке анкера. Сторона деревянной вставки должна иметь профиль в соответствии с кривой анкера как показано на рисунке выше.
Склеивание пятки грифа
На клееных грифах пятка часто приклеивается до обработки грифа, чтобы увеличить поверхность склеивания (8). Высокие пятки могут быть сделаны из одной заготовки, однако их можно сделать из нескольких частей, того же материала 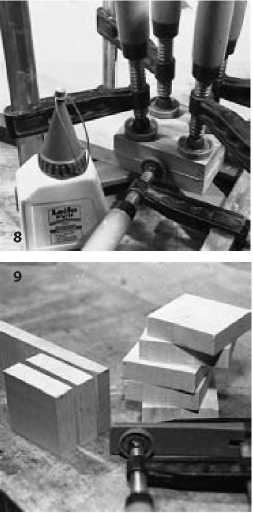 что и гриф (9). Красиво оформленная пятка может внести свой вклад в привлекательный внешний вид гитары.
что и гриф (9). Красиво оформленная пятка может внести свой вклад в привлекательный внешний вид гитары.
Установка анкера



 Установка анкера в цельный гриф
Установка анкера в цельный гриф
На цельных грифах (без отдельно-сделанной накладки) анкер должен устанавливаться с задней части грифа (1). Для этой цели направляющие, используемые для фрезеровки канала, должны быть выпуклыми. Вместо того, чтобы клеить направляющие на скотч к заготовке грифа, заготовку с направляющими можно поместить в приспособление, похоже на тиски (2,3).
Для грифов с устанавливаемым таким образом анкером и регулировочной гайкой в головке требуется просверлить отверстие, которое соединит головку грифа с каналом анкера. Как делать Фендеровскую головку грифа (без наклона) будет рассказано ниже. На изготовление надежного зажимного приспособления для сверления может занять много времени. Нарисуйте глубину канала и необходимый угол сверления на край заготовки грифа. Закрепите дрель в держателе, вставив прокладку (4) под нее так, чтобы дрель имела наклон приблизительно в 3 градуса. Установите заготовку грифа на требуемой высоте, помещая доски под нее (4). Применяемые сверла должны иметь длину не менее 30cm.
Вставка анкера
Вставка, закрывающая анкер с задней части грифа делается обычно из другой древесины, нежели сам гриф.
Сначала сверлим отверстие диаметром, равным диаметру регулировочной гайки. Глубина зависит от длины гайки плюс шайба. Регулировочная гайка может также немного высовываться. Чтобы не испортить заготовку сделайте несколько оборотов сверла, зажатого в ручной дрели, а затем переставьте его в электродрель и сверлите до конца. Двигайте заготовку грифа к дрели, перемещая ее по направляющим. После этого установите 6mm (1/4″) сверло и сверлите гриф пока сверло не выйдет в канал анкера. Не ошибиться с глубиной поможет отметка на сверле.
Изготовьте вставку, которая будет закрывать анкер. Она должна точно соответствовать профилю анкера (1). По чисто эстетическим соображениям желательно использовать вставку из древесины темного цвета. Вставку сделайте немного шире и толще чем необходимо и затем тщательно обработайте ее так, чтобы она плотно, без зазоров входила в канал. Используйте напильник, чтобы сделать вставку вогнутой, по профилю анкера. Будьте внимательными и аккуратными – одна ошибка и придется делать новую вставку. Слишком толстая вставка при высыхании клея может повредить заготовку грифа, в то время как слишком узкая может быть в последствии выдавлена анкером. Эти проблемы становятся незначительными при установлении анкера и вставки под накладкой.

