




На свердлильних верстатах виконуються такі основні роботи: свердління і розсвердлення отвору, зенкерування, зенкування різноманітних фасонних отворів, підрізання бобишок та інших торцевих поверхонь, розгортання отвору циліндричними і конічними розвертками, нарізування різьби машинними мітчиками.
Нормування робіт, виконуваних на свердлильних верстатах, виконується як за диференційованими нормативами режимів різання і часу, так і за укрупненими нормативами. При розрахунку норм за диференційованими нормативами одним з основних факторів є визначення оптимальних режимів різання, на підставі яких розраховується основний час.
Розрахунок основного (машинного) часу.
Основний (машинний) час залежно від виду робіт, що виконуються, визначається за формулами:
1) свердління, розсвердлювання, зенкерування, розгортання і зенкування отвору, підрізання торця підрізною пластиною:
 (1)
(1)
де L - розрахункова довжина оброблення (шлях, що проходе інструмент у напрямку подачі), мм;
l - довжина поверхні, що обробляється, (при свердлінні, розсвердленні, зенкеруванні, зенкуванні, розгортанні — довжина отвору, для підрізання торця – величина припуску, що знімається на даному переході), мм;
l1 – величина врізання і перебігу інструменту;мм;
S – подача інструменту, мм/об;
n – кількість обертів інструменту за хв.
Кількість обертів інструменту за хвилину визначається за формулою:
n=(1000·V)/π·d (2)
де V — швидкість різання, м/хв;
d — діаметр отвору, що обробляється, мм.
Подачі при роботі на свердлильних верстатах розраховують, виходячи з механічних властивостей матеріалу, що обробляється, необхідної точності і шорсткості поверхні інструменту, що застосовується, жорсткості і кріплення деталі і та ін.
Подача повинна задовольняти умові:
Рх <Рв (3)
де Рх — осьова сила різання (сила подачі), кг;
Рв — осьова сила, що допускається механізмом подачі верстата (визначається за паспортом верстата), кг.
При роботі мітчиками величина подачі дорівнює кроку мітчика. Глибина різання визначається за формулою:
1) при свердленні в суцільному матеріалі:
t=Dн/2 (4)
де Dн — діаметр свердла, мм;
2) при розсвердленні, зенкеруванні, розгортанні:
t=(Dн – dв)/2 (5)
де Dн —діаметр свердла, зенкера, розгортки, мм; dв — початковий діаметр отвору, мм.
Швидкість різання визначається залежно від виду робіт, глибини різання і подачі, матеріалу різальної частини інструменту, довжини отвору та ін.
Вибраний режим різання для свердління, розсвердлення і зенкерування перевіряється за потужністю, а також за крутним моментом і повинен відповідати таким умовам:
Nріз<Nе або 2Мкр<2М
Розрахунок допоміжного часу, часу на обслуговування робочого місця і підготовчо-заключного не відрізняється від розрахунку при роботі на токарних верстатах. Виняток складає призначення часу, пов'язаного з переходом (проходом). У цьому випадку до нього необхідно додавати час на введення і виведення свердла для видалення стружки (свердління і розсвердлення).
Вихідні дані для розрахунку
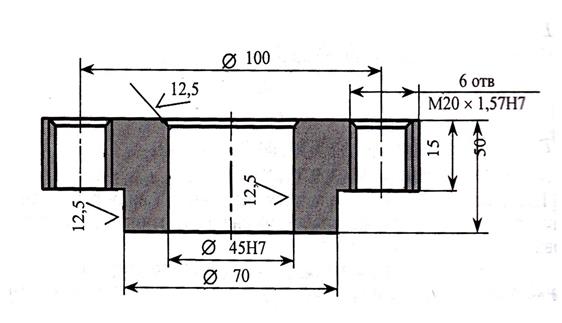
Деталь — втулка.
Матеріал — сталь 45, σв = 0,70 МПа.
Верстат — радіально-свердлильний 2А55.
Кількість деталей у партії – 6 шт.
Маса деталі – 3,8 кг.
Пристрій – лещата.
Матеріал різальної частини інструментів – Р6М5
Схема до роботи.
Порядок виконання роботи.
Розрахунок норми часу.
1. За таблицею визначити загальні норми часу.
2. Розрахунок штучного часу на операцію:
Тш1 = Тд +Тн.ш. (1)
де Тн.ш. – неповний штучний час з урахуванням поплавкових коефіцієнтів;
Тд. – допоміжний час.
3. Розрахунок штучного часу на операцію з урахуванням поплавкового коефіцієнта залежно від розміру партії деталей:
Тш=Тш1· к (2)
де к – поправковий коефіцієнт, к=1,05.
4. Підготовчо-заключний час на партію деталей складе:
Тп.з. = 21 хв.
5. Норма часу на виконання свердлильної операції на партію деталей:
Нч =Тш + (Тп.з./q)(3)
де Тш – норма штучного часу, хв.;
Тп.з.- підготовчо – завершальний час, хв.;
q - кількість деталей у партії, шт.
Таблиця 1. - Норми часу.
Варіант 8-10

