




Вихідні дані
d-20x112H7x125H12x9D9
l=130 мм. 50
Ra=2,5 мкм.
Ø112Н7
 Аналіз і технічне обґрунтування прийнятої конструкції протяжки
Аналіз і технічне обґрунтування прийнятої конструкції протяжки
При центруванні по внутрішньому діаметрі можливе використання протяжок типу КФШ, ФКШ або ФШК. Однак варто мати на увазі, що для комбінованої протяжки, виготовленої по типів ФШК або ФКШ круглі зубці знімають припуск лише на ділянках, які залишилися після роботи фасочних і шліцьових зубців. Тому їх виконують несекціонованими, з підйом на кожен зубець і загальна кількість їх в два рази менша, ніж для протяжок типу КФШ. Усі зубці мають однакову форму без викружок. Через це ці протяжки коротші за протяжок тип КФШ, тому їм варто віддавати перевагу.
Обираємо протяжку ФШК.
Вибір матеріалу протяжки
Матеріал різальної частини протяжки вибирається в залежності від оброблюваного матеріалу, його фізико-механічних властивостей, типу протяжки, характеру виробництва (по табл.1).
Матеріал різальної частини протяжки Р6М5
Вибір типу хвостовика і його розмірів
 |
Тип хвостовика і його розміри вибирають у залежності від виду патрона протяжного верстата, перевагу варто віддавати швидкозмінним патронам.
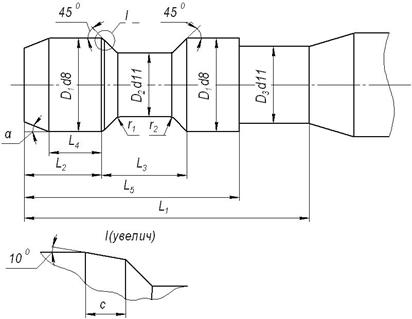
Рисунок 1 - Основні розміри хвостовика протяжки
Діаметр хвостовика повинний бути менше діаметра попередньо обробленого отвору D0 не менш, ніж на 0,5 мм для вільного входу хвостовика у заготовку. Остаточний діаметр хвостовика приймається рівним найближчому стандартному розміру. Хвостовик протяжки виконують з допуском по e 8, d 8 або f 8.
Форма хвостовика під швидкозмінний патрон для внутрішньої протяжки по ГОСТ 4844-78 показана на рис.1. Основні розміри хвостовиків обрані по табл.2.
Матеріал хвостовика сталь 40Х.
Таблица 1 - Основні розміри хвостовиків під швидкозмінні патрони, мм
| D1 | D2 | D3 | L1 | L2 | L3 | L4 | r1 | r2 | a | C | Fоп мм2 * |
| 79,2 | 0,8 | 0,6 | 30º | 2,0 | 2827,4 |
Визначення профілю і геометричних параметрів зубців протяжки
Вибір розмірів та профілю стружкових канавок
У протяжок шаг чорнових і перехідних зубців на всіх частинах протяжки приймається однаковим і рівним
 , мм,
, мм,
де L – довжина оброблюваної втулки, мм,
К –коефіцієнт заповнення стружкової канавки.
 ,
,
приймаємо t=24 мм.
Значення коефіцієнтів заповнення стружкової канавки обрані з табл.3.
Для забезпечення нормальної роботи протяжки без вібрацій та задовільної якості обробленої поверхні повинна виконуватись нерівність
2£ Zmax £(6...7),
де Zmax – максимальна кількість одночасно працюючих зубців Zодн, шт.,
 - кількість одночасно працюючих зубців.
- кількість одночасно працюючих зубців.

Приймаємо  зубців.
зубців.
Ціла частина Zодн показує мінімальну кількість одночасно працюючих зубців Zmin, а величина Zmax=Zmin+1 – максимальну кількість одночасно працюючих зубців. Якщо ця умова не виконується, необхідно змінити шаг зубців t.
Zmax=5+1=6 зубців
2£ 6 £(6...7),
 |
нерівність виконується.
Рисунок 2 - Форма і розміри профілю зубців протяжки
Таблица 2 - Розміри профілів зубців протяжки, мм
| t | h | r | q | R | Fa, мм2 |
| 78,5 |

