




Стальные канаты впервые были применены в 1834 г. на одном из рудников в Германии. В настоящее время имеется большое разнообразие конструкций канатов, но по принципу построения они сводятся к нескольким основным конструктивным формам.
Канаты различаются, прежде всего, порядком их свивки. Так, проволоки могут быть свиты между собой один раз, что приводит к образованию так называемого спирального каната или каната одинарной свивки, возможные поперечные сечения которого показаны на рис. 8.1. Затем такие спиральные канаты (называемые теперь прядями) могут быть свиты снова в канат, в результате чего получается канат двойной свивки. Продолжая этот процесс дальше, можно получить канат тройной (кабельтовой) свивки и т.д. В транспортных системах шахт с канатной тягой преимущественно используются канаты двойной свивки [2, 3].

Рис. 8.1 Спиральные канаты (пряди)
Спиральные канаты могут также быть специальной, так называемой закрытой конструкции, изображенной на рис. 8.2.

| Рис. 8.2 Канат закрытой конструкции 1 – центральная проволока; 2 – проволоки первого слоя; 3 – круглые проволоки второго слоя;4 – х-образные проволоки второго слоя; 5 – z – образные проволоки третьего слоя. |
Центральная часть каната может состоять из нескольких слоев проволок. Слоев круглых и х-образных проволок также может быть несколько. Внешний слой z-образных проволок хорошо защищает внутренние проволоки от влаги и абразивных частиц, способствует длительному сохранению канатной смазки, а также эффективно противостоит истиранию.
Канаты закрытой конструкции применяются в качестве проводниковых канатов в вертикальных шахтных стволах, в качестве грузонесущих канатов подвесных дорог и др.

| Рис. 8.3 Канаты стальные с касанием проволок в пряди: а) линейное; б) точечное |
Каждая прядь каната двойной свивки состоит из центральной проволоки и нескольких слоев свитых проволок. Если шаг свивки («период» спирали) смежных слоев одинаков, то межслойный контакт проволок оказывается линейным (ЛK). В противном случае взаимное соприкосновение слоев проволок получается точечным (ТК) (рис. 8.3). При этом контактные напряжения в точках соприкосновения проволок при прочих одинаковых условиях значительно превосходят напряжения, которые возникают при линейном касании. По этой причине канаты типа ТК уступают в долговечности канатам типа ЛK. В многослойной пряди возможна также комбинация обоих вариантов свивки, и тогда имеет место точечно-линейный контакт (TЛK) между проволоками смежных слоев.
В последнее время получили распространение канаты с так называемым полосовым контактом проволок (ПК), что достигается предварительным пластическим обжатием прядей типа ЛK путем ее силового волочения через фильеру, благодаря чему проволоки всех слоев приобретают многогранный взаимообусловленный профиль. Такого типа канаты в меньшей степени подвержены механическому износу, и при этом контактные давления между проволоками распределяются не по линии, а по полосе, что способствует увеличению усталостной долговечности. В отечественной практике канаты из пластически обжатых прядей впервые были испытаны на ряде шахт с наклонными стволами в 1974—1976 гг.
Пряди (спиральные канаты или канаты одинарной свивки) с линейным касанием проволок (ЛK) принципиально могут быть трех следующих различных видов.
1. Прядь типа сил, в которой диаметры проволок в каждом слое одинаковы, как это изображено на рис. 8.1, а. Эти пряди характерны увеличенным диаметром внешних проволок, и поэтому являются более стойкими против истирания. Из такого рода прядей изготавливаются, например, канаты двойной свивки конструкции ГОСТ 3077—80, широко используемые на подъемных установках в шахтных наклонных стволах и выработках, где из-за неизбежного контакта каната с почвой происходит интенсивный износ наружных проволок.
2. Прядь типа варрингтон, содержащая слои проволок одинакового и различного диаметра (рис. 8.1, б). Из таких прядей изготавливаются, например, канаты двойной свивки конструкции ГОСТ 2688-80.
3. Прядь типа филлер, содержащая межслойные проволоки заполнения (рис. 8.1, в). Из такого рода прядей изготавливаются, например, канаты конструкции ГОСТ 7665—80. Канаты с проволоками заполнения отличаются повышенной степенью заполнения металлом поперечного сечения пряди. Их рекомендуется применять, например, в качестве тормозных канатов клетевых одноканатных подъемных установок, оборудованных парашютными устройствами. Примером пряди с точечно-линейным контактом проволок может быть прядь типа варрингтон (рис. 8.1, б), повитая сверху с точечным касанием проволоками одинакового диаметра (так называемый закрытый варрингтон). Считается, что наличие точечных контактов внешнего слоя проволок способствуют их усталостному разрушению в первую очередь, что является своеобразным индикатором для своевременной отбраковки каната, предотвращающей аварию (впервые такого типа канаты были применены на шахтах и рудниках Германии в 1939 году накануне второй мировой войны).
Если прядь в канате двойной свивки имеет практически круглое поперечное сечение (см. рис. 8.1), то такой канат называется круглопрядным. Канаты могут быть также трехграннопрядными, овальнопрядными и плоскопрядными, в которых поперечные сечения прядей по форме напоминают соответственно треугольник, овал и прямоугольник (рис. 8.4). Возможны также иные геометрические конфигурации.
Из фасоннопрядных канатов отечественной промышленностью освоено производство трехграннопрядных канатов в соответствии с ГОСТ 3085— 80.
 Рис. 8.4 Канаты стальные:
а – круглопрядные с одинаковыми и различными проволоками в слоях; б – трехграннопрядные; в – овальнопрядные; г – плоскопрядные; д - плоские
Рис. 8.4 Канаты стальные:
а – круглопрядные с одинаковыми и различными проволоками в слоях; б – трехграннопрядные; в – овальнопрядные; г – плоскопрядные; д - плоские
| В свое время (до 70-х годов) трехграннопрядные канаты рекомендовались для применения в качестве головных на многоканатных подъемных установках, исходя из соображений улучшения контактного взаимодействия каната с футеровкой канатоведущего шкива. Опыт эксплуатации показал, что срок службы футеровки практически остается таким же, как и при круглопрядных канатах при незначительном отличии долговечности канатов, но при производстве работ по смене - навеске трехграннопрядных канатов, обладающих повышенной крутимостью (см. ниже), не исключен травматизм рабочего персонала. |
В центральной части каната двойной свивки располагается сердечник (рис 8.5), который может быть металлическим (выполненным в виде спирального каната или каната двойной свивки), либо органическим (изготовленным из пеньки, сизали, искусственных полимерных волокон). Сердечник каната является естественной опорой для внешних прядей, а органический сердечник, кроме того, исполняет роль своего рода «аккумулятора» смазки для проволок.
| Диаметр сердечника принимается таким, чтобы между прядями был гарантированный, так называемый тангенциальный зазор, необходимый для надежной опоры прядей на сердечник. В противном случае канат после обтяжки нередко приобретает форму, весьма напоминающую штопор (в особенности это характерно для канатов с металлическим сердечником). Примером каната с металлическим сердечником является канат двойной свивки конструкции ГОСТ 7669—80, в котором сердечник представляет собой также канат двойной свивки из прядей типа «сил». |  Рис. 8.5 Канаты стальные:
а – одинарной свивки (спиральные); б – двойной свивки(тросы); 1 - с одним слоем прядей; 2 - с двумя слоями прядей (многопрядные); в – тройной свивки (кабели)
Рис. 8.5 Канаты стальные:
а – одинарной свивки (спиральные); б – двойной свивки(тросы); 1 - с одним слоем прядей; 2 - с двумя слоями прядей (многопрядные); в – тройной свивки (кабели)
|
Если, глядя сбоку на канат или на отдельную прядь, видно, что пряди в канате или проволоки в пряди свиваются слева вверх направо, то такая свивка считается правой (специального обозначения не имеет). В случае свивки справа вверх налево — свивка является левой (Л). Если проволоки в пряди и сами пряди в канате двойной свивки имеют одинаковое направление свивки, например, правое, то такой канат называется канатом односторонней (О) или альбертовой свивки (устаревший термин по имени немецкого изобретателя Альберта). В противном случае канат называется крестовой свивки (специального обозначения не имеет).
В канатах крестовой свивки внешние проволоки прядей на поверхности каната почти параллельны оси каната, а при односторонней — они почти перпендикулярны. Это обстоятельство послужило в свое время основанием рекомендации применения канатов односторонней свивки для систем подъема со шкивами трения, что якобы способствует увеличению сил сцепления каната с футеровкой шкива. Однако канаты односторонней свивки обладают значительно большей неуравновешенностью крутящих моментов, то есть большой крутимостью при действии растягивающей нагрузки, и по этой причине они, как и трехграннопрядные канаты, в шахтном подъеме не нашли применения. Можно изготовить канат также комбинированной свивки (К) с чередующимися прядями односторонней и крестовой свивок. На шахтах такие канаты не применяются.
В канатах одной конструкции правой и левой свивки крутящие моменты, вызванные продольной нагрузкой, направлены в противоположные стороны. Величину крутящего момента в канате можно рассчитать по формуле
 (8.1)
(8.1)
где dK — диаметр каната; Р — концевая нагрузка, приходящаяся на один канат, Н; Рк — сила тяжести отвеса каната, Н;  и
и  — безразмерные коэффициенты жесткости, зависящие только от конструкции каната, значения которых для наиболее распространенных типов стандартных канатов приведены в табл. 1.
— безразмерные коэффициенты жесткости, зависящие только от конструкции каната, значения которых для наиболее распространенных типов стандартных канатов приведены в табл. 1.
Таблица 8.1 - 
По формуле (8.1) с использованием данных табл. 8.1 нетрудно определить нормальную боковую нагрузку на проводник от направляющих устройств сосуда, следовательно, можно оценить возникающие при этом силы трения и ожидаемые величины истирания (износа) трущихся пар. В одноканатных системах подъема с фактором истирания проводников и направляющих устройств приходится мириться, но в многоканатных системах подъема с четным количеством канатов, благодаря использованию равного числа канатов правой и левой свивки, можно добиться практически полного уравновешивания горизонтальных нагрузок на проводники (их последовательность в присоединении к скипу или клети не имеет значения), компенсируя этим самым крутящие моменты канатов.
Для уменьшения величины крутимости каната его изготавливают, например, двухслойным, то есть состоящим из двух слоев прядей с противоположными направлениями свивки. Теоретически может существовать абсолютно некрутящийся канат, однако на практике это недостижимо (или, по крайней мере, трудно осуществимо), и поэтому канаты такого рода называются малокрутящимися (МК). Для малокрутящихся канатов параметр  оказывается более чем в 10 раз меньшим, чем для однослойных канатов [см. формулу (8.1)]. Примером может быть канат ГОСТ 3088—80, пряди которого относятся к типу варрингтон (рис. 8.1, б). Такие канаты используются в качестве уравновешивающих органов на шахтном подъеме.
оказывается более чем в 10 раз меньшим, чем для однослойных канатов [см. формулу (8.1)]. Примером может быть канат ГОСТ 3088—80, пряди которого относятся к типу варрингтон (рис. 8.1, б). Такие канаты используются в качестве уравновешивающих органов на шахтном подъеме.
Канат называется нераскручивающимся (Н), если при его свивке в результате специальной силовой пластической обработки в трехроликововых устройствах, так называемых преформаторах, прядям заранее придается спиральная форма, какую они имеют в готовом канате. В противном случае канат оказывается раскручивающимся (Р). На ответственных подъемах предпочтительно применять хотя и несколько более дорогие, но нераскручивающиеся канаты. Улучшение качества каната также достигается применением при изготовлении так называемой рихтовки, осуществляемой протяжкой готового каната через трехроликовое устройство, что приводит к частичной «разгрузке» каната от внутренних напряжений и придает ему прямолинейную форму в свободном состоянии.
Для защиты проволок каната от коррозии применяются специальные канатные смазки, для которых характерна повышенная «липучесть» к металлу (адгезия) и повышенная температура плавления (каплепадения). Для подъемных машин со шкивами трения применяются особые фрикционные смазки, которые не только предохраняют канат от коррозии, но и практически не снижают коэффициент трения во фрикционной паре «канат-футеровка» по сравнению с вариантом применения «сухих» (не смазанных) канатов. Большинство канатных смазок поставляется в двух исполнениях: для применения при изготовлении канатов и для применения в производственных условиях. В последнем варианте поставка иногда осуществляется в специальной аэрозольной упаковке.
Долговременной сохранности проволок способствует также их гальваническое (электролитическое) или горячее оцинкование (окунание проволоки в расплав цинка), чему в настоящее время уделяется повышенное внимание. В последнее время в зарубежной практике практически повсеместно отказались от гальванического метода оцинкования по экологическим соображениям, хотя этот способ экономически целесообразен. Цинковое покрытие может иметь различную толщину в зависимости от коррозионной активности среды: для особо жестких (ОЖ), жестких (Ж) и средних (С) агрессивных условий работы.
По назначению канаты изготавливаются как грузовые (Г) и грузолюдские (ГЛ). Последние отличаются от грузовых более жесткими требованиями к разбегу временных сопротивлений разрушению проволок, повышенными требованиями при испытаниях к количеству перегибов проволок до их разрушения, повышенным требованиям к разбегу диаметров проволок и др. Некоторые конструкции канатов изготавливаются исключительно как грузовые.
Отличительным признаком канатов является также механические свойства металла проволок: высшей марки (В) и первой марки (1). Такие канаты отличаются между собой по требованиям, предъявляемым к прокатной катанке, являющейся исходной «заготовкой» для волочильных агрегатов. Одним из важнейших отличительных признаком канатов является его маркировочная группа прочности, представляющая собой среднюю величину разрывного напряжения всех проволок, выраженное в МПа или в кгс/мм2.
Наконец, канаты подразделяются на нормальные (специального обозначения не имеет), которые и применяются на шахтах, и повышенной точности изготовления (Т), отличающиеся между собой различными требованиями к допускам на отклонения диаметров проволок и к диаметру каната в целом. Все изготавливаемые канаты имеют специальную маркировку (условное обозначение). Например, канат диаметром 46,5 мм, грузового назначения (Г), марки В, оцинкованный по группе С, левой (JI) односторонней (О) свивки, нераскручивающийся (Н), повышенной точности (Т), маркировочной группы прочности 1570 МПа, ГОСТ 7668— 80, имеет обозначение
Канат 46,5-Г-В-С-Л-Н-Т-1570 ГОСТ 7668-80.
Конструктивные признаки каната по назначению, типу, направлению и способу свивки, типу сердечника, точности изготовления, степени крутимости и форме поперечного сечения каната; типу свивки, форме поперечного сечения и виду прядей, типу контакта, механическим свойствам, виду покрытия проволок схематично изображены на рис. 8.6.
В настоящее время для подъемов в вертикальных стволах диаметр dK рекомендуется принимать из так называемого унифицированного ряда, представляющего собой следующую последовательность диаметров канатов конструкции ГОСТ 7668—80, оцинкованных, с маркировочной группой прочности 1570 МПа:
27; 33; 36,5; 42; 46,5; 50,5; 56 мм.
Унифицированный ряд типоразмеров канатов был научно обоснован и предложен для повсеместного внедрения НИИГМ им. М. М. Федорова в 1976 г. в связи с необходимостью скорейшего оснащения угольных шахт СССР оцинкованными канатами для радикального продления их сроков службы. В первую очередь это относилось к множеству в тот период вновь вводимых в эксплуатацию крупнейших в стране и в Европе подъемных комплексов с многоканатными машинами шахт-новостроек.
До этого времени единственным средством защиты канатов от коррозии была канатная смазка, да и та на машинах со шкивами трения перед навеской практически полностью удалялась специальной обработкой перегретым паром для «профилактики» на подъемах со шкивами трения — снизить опасность скольжения канатов. Поэтому не удивительно, что на многих подъемах срок службы канатов составлял считанные месяцы. Но, тем не менее, несмотря на столь неблагоприятные обстоятельства, применение оцинкованных канатов на угольных шахтах долгое время оставалось практически неразрешимой проблемой. И вызвана она была следующими причинами.
Во-первых, из-за сложившейся в практике проектирования тенденции «экономии металла», коснувшейся и канатов, что вынуждало принимать неоправданно завышенные значения маркировочной группы прочности, и это приводило к пониженному диаметру заказываемого каната (экономия металла хоть и мизерная, но главным являлся довлеющий в то время принцип).
Во-вторых, из-за узаконенного требования, чтобы на угольных шахтах оцинкованные канаты применялись как изготовленные для особо жестких агрессивных условий работы, то есть с максимальной группой цинкового покрытия (порочная концепция: канаты, так сказать, можно вообще не защищать, но уж если защищать, то по максимуму). Но в то время ни на одном отечественном канатном заводе технологически невозможно было совместить повышенную маркировочную группу прочности с максимальной маркой цинкового покрытия, и поэтому канаты для угольной промышленности в течение многих лет поставлялись неоцинкованными. Надо заметить, что и сейчас проблема оцинкования канатной проволоки повышенной группы прочности остается открытой, в том числе и в зарубежных странах, что связано, в известной мере, с запретом электролитического способа оцинкования как экологически вредного.
Немалую отрицательную роль в этом сыграло также весьма жесткое требование к минимально допустимому отношению диаметра канатоведущего шкива к диаметру каната, равному 100 кратному значению, что приводило для конкретно принятой машины к необходимости использования канатов уменьшенного диаметра, а это в свою очередь еще тем более заставляло проектировщиков увеличивать маркировочную группу прочности проволок.
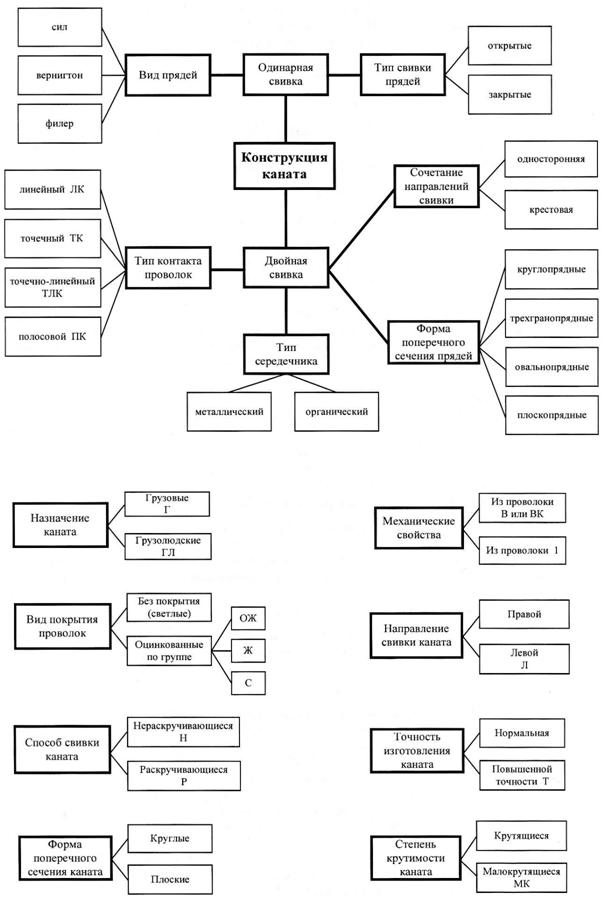
Рис. 8.6. Конструктивные признаки канатов, применяемых
в горной промышленности
Разрешить сложившуюся проблему удалось путем следующих организационных и технических мероприятий:
а) ограничением маркировочной группы прочности канатов числом 1570 МПа, наиболее подходящим для горячего оцинкования проволок с последующем волочением;
б) принятием допустимого отношения диаметра канатоведущего шкива к диаметру каната равным 95 вместо 100, так как изменение величин этих отношений в столь небольшой окрестности практически не сказывается на долговечности каната;
в) разрешением использовать на угольных шахтах оцинкованные канаты как предназначенные для средних агрессивных условий работы.
В результате этого, а также на основании соответствующих расчетов, и оказалось возможным получить унифицированный ряд, что не только обеспечило шахтные подъемы вполне качественными оцинкованными канатами со сроком службы более 2-х лет (на уровне мировой практики), но и значительно сократило номенклатурный перечень заказываемых и потребляемых канатов — семь типоразмеров одной конструкции вместо семидесяти более чем пяти различных конструкций. В связи с принятием унифицированного ряда также значительно сократилось количество применяемых типоразмеров уравновешивающих канатов, типоразмеров подвесных и прицепных устройств для головных и уравновешивающих канатов и т. д. Кроме того, производство в большом объеме оцинкованных канатов послужило для специалистов-канатчиков полезным практическим опытом и явилось, в известном смысле, действенным стимулом к непрерывному совершенствованию технологии и к улучшению качества оцинкования проволок.
Лабораторная работа №9
Шахтные подъемные машины
9.1. Основные типы подъемных машин
Подъемная машина входит в состав подъемного оборудования и является основной частью шахтной подъемной установки. Из всех машин, применяемых при подземной добыче в горной промышленности, подъемная машина занимает наиболее ответственное место. Вынужденный останов машины фактически прекращает всю добычу шахты, принося огромные убытки. Это определяет высокие требования к техническому уровню подъемных машин и качеству их изготовления.
Подъемная машина состоит из главного вала, включающего орган навивки, механизм перестановки и коренные подшипники, тормозного устройства, соединительных муфт, редуктора, электропривода, аппаратуры управления, защиты и блокировок.
Подъемные машины подразделяются по типу органа навивки.
Машины однобарабанные одноконцевые — состоят из одного цилиндрического барабана, на который наматывается канат с грузом на конце. Такие машины применяются, главным образом, при проходке вертикальных стволов и в наклонных выработках.
Машины однобарабанные с разрезным барабаном двухконцевые состоят из одного цилиндрического или бицилиндроконического барабана. Концы двух несвязанных между собой канатов закреплены у противоположных реборд барабана, при этом один канат навивается, а второй в это время сматывается, то есть происходит одновременно подъем и спуск двух сосудов. Обечайка цилиндрического барабана вблизи одной из реборд имеет поперечный круговой разрез. При этом большая часть барабана жестко соединена с коренным валом, а меньшая, благодаря механизму перестановки, — может поворачиваться или жестко соединяться с валом в любом положении. Эти две части барабана так и называются — заклиненная и переставная части. Машины с разрезным барабаном могут быть эффективными при обслуживании нескольких рабочих горизонтов в вертикальном шахтном стволе. Однако на практике наличие переставной части барабана используется, как правило, лишь в процессе смены-навески канатов и для точной установки сосудов на приемной площадке основного обслуживаемого горизонта.
Машины двух барабанные двухконцевые состоят из двух автономных барабанов. Концы двух несвязанных между собой канатов закреплены у противоположных реборд разных барабанов. При этом один канат навивается на один барабан, а второй в это время сматывается со второго, то есть происходит одновременно подъем и спуск двух сосудов, как и в системе с одним разрезным барабаном. Один из барабанов жестко соединен с коренным валом, а второй, благодаря специальному «механизму перестановки», — может поворачиваться или жестко соединяться с валом в любом положении. Эти два барабана так и называются — заклиненный и переставной.
Машины многоканатные со шкивами трения представляют собой цельносварной барабан с четным количеством канавок под канаты (ручьями). Работа таких машин основана на передаче тягового усилия подъемным канатам за счет сил трения между канатами и футеровкой шкива.
В отечественной практике используются машины с количеством канатов 2, 4, 6, 8. [2]. Машины, при числе канатов 4 и более, как правило, устанавливаются на башенных копрах. В последнее время все чаще используются многоканатные машины с наземным расположением с металлическими копрами укосного типа, которые значительно дешевле башенных копров.
Шахтные подъемные машины подразделяются на три группы: малые барабанные подъемные машины с диаметром барабана до 3,5 м включительно; крупные барабанные подъемные машины с диаметром барабана 4 м и более; машины со шкивами трения.
Малые барабанные подъемные машины предназначены для подъема и спуска людей и груза по вертикальным и наклонным горным выработкам и применяются для оборудования подземных и поверхностных подъемных установок. Машины могут работать в среде, опасной по газу или пыли, могут применяться при проходке стволов.
Крупные шахтные подъемные машины предназначены для подъема и спуска людей и грузов в основном по вертикальным горным выработкам и применяются для оборудования поверхностных подъемных установок глубоких шахт и рудников угольной и горнорудной промышленности, а также для оборудования проходческих подъемных установок. Машины предназначены для работы в среде, не опасной по газу и пыли, в закрытых помещениях с температурой воздуха от +5 до +40°С.
В Украине подъемные машины выпускают ЗАО «Новокраматорский машиностроительный завод», г. Краматорск (далее НКМЗ) и ОАО «Донецкий завод горного машиностроения» (далее Донецкгормаш).
9.2 Подъемные машины ЗАО «НКМЗ»
В 1935 г. в условиях НКМЗ была изготовлена первая подъемная машина. Машина была рассчитана на подъем 6 т груза с глубины 500 м и создана в сотрудничестве с Харьковским электромеханическим заводом, который поставил аппаратуру управления и асинхронный двигатель мощностью 700 кВт. В 1946 г. выпущена первая подъемная машина со шкивом трения типа ШТ 7,2 (рис. 9.1) для шахт глубиной 1000 м, в 1948 г. — первая подъемная машина с бицилиндроконическим барабаном (рис. 9.2), в 1954 г. — первая однобарабанная подъемная машина с цилиндрическим разрезным барабаном (рис. 9.3, рис. 9.6). С 1958 г. начинается выпуск многоканатных подъемных машин наземного исполнения.
Одноканатная подъемная машина со шкивом трения типа ШТ 7,2 (рис. 9.1) состоит из коренной части 1, тормоза 2, редуктора 3, подъемных двигателей 4, соединительных муфт 5, сигнального табло 6, скоростемера 7, указателя глубины с ретардирующими дисками 8, пульта управления 9 и воздушной системы управления тормозом. Передача движущего усилия на канат осуществляется за счет сил трения между канатом и футеровкой приводного шкива трения.

Рис. 9.1. Одноканатная подъемная машина со шкивом трения типа ШТ 7,2
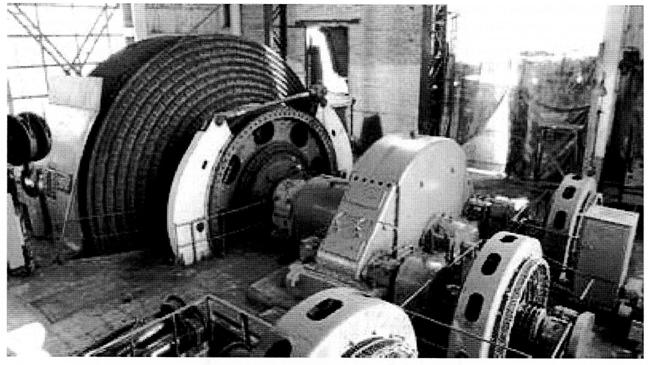
Рис. 9.2. Подъемная машина с разрезным бицилиндроконическим барабаном
Подъемная машина с разрезным бицилиндроконическим барабаном (БЦКБ) предназначалась для работы с глубин до 1100 м без уравновешивающего каната. В начальный момент подъема груженого сосуда канат наматывается на малый диаметр, а канат пустого сосуда сматывается с большого диаметра, что позволяло уменьшить мощность подъемного двигателя. Машины с БЦКБ были очень громоздкие. Например, машина БЦК 9/5×2,5 имела диаметр большого барабана 9,0 м, а малого – 5,0 м. Масса машины без двигателей составляла 360 тонн. Грузоподъемность машины с максимальной глубины не превышала 20 т при диаметре подъемного каната около 60 мм. С появлением многоканатных подъемных машин как башенного, так и наземного исполнения, машины с БЦКБ утратили свою актуальность, хотя в номенклатуре завода эти машины ещё сохранились.

Рис. 9.3. Подъемная машина с одним цилиндрическим разрезным
барабаном 1—6,3 × 4,2/06
Подъемные машины с цилиндрическим разрезным барабаном практически заменили двух барабанные подъемные машины классического исполнения, так как они меньше по габаритам и дешевле в производстве. Функциональное назначение и область применения указанных подъемных машин практически одинакова.
Определенным достижением можно считать производство с 1981 г. подъемных машин серии МПБ с прогрессивными для того времени техническими решениями (рис. 9.4, 9.8). Расположение тормоза внутри барабана позволило полностью использовать наружную цилиндрическую поверхность барабана под навивку каната, тем самым увеличить его канатоемкость и уменьшить габариты. Тормоза — колодочные, самоустанавливающиеся, полностью уравновешенные, нейтральные к направлению вращения барабана. Тормозные приводы — пружинно-пневматические, безгрузовые. Для удобства монтажа и обслуживания тормоз и тормозные приводы установлены на качающихся рамах. Навивка каната производится на металлическую нарезную обечайку. При двухслойной навивке барабаны снабжены переходными полосами для плавного вывода каната на второй слой и упорядочения его навивки. Машины имеют зубчатый механизм перестановки барабанов.

Рис. 9.4. Подъемная машина типа МПБ
Эти машины в сравнении с классическими двух барабанными подъемными машинами отличаются меньшей металлоемкостью и габаритами, повышенной производительностью и надежностью, высокой степенью унификации узлов. Благодаря оригинальному технологическому решению в компоновке узлов сборки барабанов и встроенных в них тормозов существенно упрощается фундамент подъемной машины.
Подъемные машины типа МПБ выпускаются с двумя цилиндрическими барабанами одинаковой ширины под одно- и двухслойную навивку. Машины изготавливаются с редукторным или безредукторным приводом.
С 1958 года завод НКМЗ начал выпускать многоканатные подъемные машины наземного исполнения (рис.9.5). Данный тип машин позволяет работать с глубин не менее 1500 м, используя сосуды грузоподъемностью 20 т и более. В сравнении с расположением МКПУ на башенных копрах, машины наземного исполнения выигрывают в стоимости строительства, при одинаковых эксплуатационных затратах.
Отечественною промышленностью многоканатные подъемные машины наземного исполнения выпускаются только заводом НКМЗ, а башенного исполнения - заводом «Донецкгормаш».
Рис. 9.5. Многоканатная подъемная машина наземного исполнения типа МПМН
С 2000 года у НКМЗ появились заказы на подъемные машины, оснащенные дисковыми пружинно-гидравлическими тормозами. Первая подъемная машина 2Ц-5х2,4Д-ТД с дисковыми тормозами была спроектирована и изготовлена НКМЗ в 2000 г. совместно с «МИДИЭЛ» (г. Донецк). Машина была укомплектована пружинно-гидравлическими тормозными модулями и системой управления фирмы ABB (более подробно об этих машинах будет изложено позже в специальном разделе).



9.3 Подъемные машины ОАО «Донецкгормаш»
ОАО «Донецкий машиностроительный завод» («Донецкгормаш»), созданный в 1889 г. (завод Боссе, затем имени Ленинского комсомола Украины) с 1930 г. начал серийное изготовление электрических лебедок и барабанных подъемных машин, которые стали основной продукцией завода. С 1950 г. начался серийный выпуск многоканатных подъемных машин.
Барабанные подъемные машины типа Ц (однобарабанные) и 2Ц (двух барабанные) обладают хорошей надежностью и долговечностью работы. Однобарабанные малые подъемные машины служат 20 лет, а подъемные машины с диаметром барабана 2,5; 3 и 3,5 м — 25 лет.
Все типы машин имеют два исполнительных органа тормоза колодочного типа с поступательным перемещением колодок, что повышает безопасность и обеспечивает равномерное распределение усилий и равномерный износ колодок. Подъемные машины с диаметром барабана 1,2; 1,6 и 2 м имеют два пружинно-гидравлических привода с электрогидравлическим регулятором давления, а подъемные машины с диаметром барабана 2,5; 3 и 3,5 м - два пружинно-пневматических привода с электропневматическим регулятором давления, что позволяет осуществлять дистанционное управление подъемными машинами.
Управление механизмом перестановки двухбарабанных подъемных машин осуществляется с пульта машиниста, что требует не более 2—3 мин. для выполнения операций по регулировке длины канатов или смены горизонтов. Основные узлы (главный вал в сборе, исполнительные органы тормоза, тормозные приводы, станция управления тормозами) собраны на одной жесткой разъемной раме и испытываются при изготовлении, а это упрощает устройство фундамента подъемной машины и облегчает и ускоряет ее монтаж на месте установки.

Подъемные машины с диаметром барабана 1,2; 1,6; 2,0; 2,5 и 3,0 м предназначены для подъема полезных ископаемых и породы, спуска и подъема людей, материалов и оборудования по вертикальным и наклонным горным выработкам (рис.9.9). Машины могут работать в среде, опасной по газу или пыли.
Двухбарабанные подъемные машины предназначены для двухконцевых подъемов и позволяют эффективно обслуживать за счет перестановки барабанов несколько горизонтов (рис. 9.10, 9.11). Все машины изготавливаются и поставляются в нормальном и взрывобезопасном исполнениях. В комплект поставки машин входят: механическая часть со встроенным электрооборудованием, аппаратура избирательного предохранительного торможения для исключения набегания подъемных сосудов на канат при подъеме груза (только для машин исполнения АР), запасные части, инструмент, невстроенное электрическое оборудование.

В комплект невстроенного электрооборудования входят: главные приводные электродвигатели — для подъемных машин с диаметром барабана более 2 м, пускорегулирующая аппаратура, пульт управления, аппаратура контроля хода машины, ограничитель скорости и др.
«Донецкгормаш» выпускает и многоканатные подъемные машины с канатоведущими шкивами от 2,25 до 5,0 ми количеством подъемных канатов 2, 4, 6, 8.
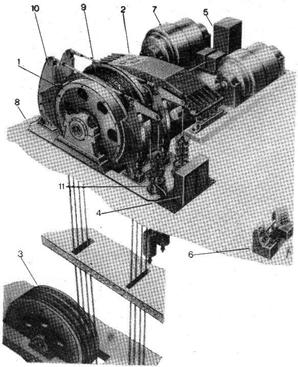 Рис 9.12 Многоканатная подъемная
машина башенного исполнения
Рис 9.12 Многоканатная подъемная
машина башенного исполнения
| Многоканатная подъемная машина состоит из следующих основных узлов: (рис.9.12) коренной части 1, редуктора 2, отклоняющих шкивов 3, панели тормоза 4, аппарата задания и контроля хода 5, пульта управления 6, электродвигателя 7 и установки воздухосборника с компрессором. Коренная часть является основным узлом подъемной машины. В нее входят рама 8, сборка главного вала 9, тормоз 10 и привод тормоза 11. На раме сварной конструкции установлены корпуса подшипников, опоры тормозов и привод тормоза. Это облегчает монтаж и эксплуатацию подъемной машины. На раме установлен также стопор, которым подъемная машина стопорится при ремонте тормозной системы. |
Многоканатная подъемная машина в зависимости от типа электропривода может быть редукторной (привод от быстроходного асинхронного электродвигателя) и безредукторной (привод от тихоходного электродвигателя постоянного тока).
В зависимости от схемы подъема многоканатная подъемная машина может быть с отклоняющими шкивами или без них. Для предохранения оборудования машинного зала от воды, приносимой подъемными канатами из ствола шахты, канатоведущий шкив закрыт специальным щитком.
Сборка главного вала многоканатной подъемной машины (рис. 9.13) состоит из канатоведущего шкива 1, главного (коренного) вала 2 и коренных подшипников 3. Канатоведущий шкив сварной конструкции соединен с литой стальной ступицей 4 сваркой. Ступица, насаженная на коренной вал по горячей посадке, сварена из двух частей. Тормозные ободья 5 закреплены на обечайке сваркой. Обечайка 6, лобовины 7, тормозные ободья и ребра жесткости 8 выполнены из листовой стали. К дискам и ребрам ступицы приварены лобовины и ребра жесткости канатоведущего шкива. На обечайке под каждый подъемный канат укладывают футеровку 9, изготовленную из брусков износостойкого пластиката или из прессмассы. Крепление футеровки производят алюминиевыми прямыми 10 и клиновыми 11 крепежными колодками, которые болтами крепятся к обечайке канатоведущего шкива. Болты попарно стопорят проволокой.
Опорами коренного вала являются подшипники качения. Левый — двухрядный сферический самоустанавливающийся роликоподшипник, правый — двухрядный конический роликоподшипник.
 Рис. 9.13 Сборка главного вала многоканатной подъемной машины
Рис. 9.13 Сборка главного вала многоканатной подъемной машины
|  Рис. 9.14 Конструкция отклоняющего шкива многоканатной подъемной машины
Рис. 9.14 Конструкция отклоняющего шкива многоканатной подъемной машины
|
Для соединения коренного вала подъемной машины с редуктором правый конец вала (со стороны конического подшипника) выполнен в виде фланца, на котором имеются сквозные отверстия. Соединение с редуктором производят с втулкой 12, соединяемой, в свою очередь, стяжными шпильками с фланцем вала. При без редукторном приводе к фланцу коренного вала втулкой и шпильками крепят фланец с цапфой. На цапфу насаживают втулку зубчатой муфты, соединяющей подъемную машину с валом тихоходного электродвигателя. Такая конструкция позволяет использовать сборку главного вала для редукторного и безредукторного приводов.
С левой стороны к крышке подшипника крепят коническую зубчатую передачу, передающую вращение коренного вала приводу аппарата задания и контроля хода A3К.
В корпусах подшипников установлены термосигнализаторы для автоматического контроля температуры.
Подшипниковые опоры коренного вала устроены следующим образом. Внутреннее кольцо сферического роликоподшипника левой опоры закреплено тормозной шайбой 13. Наружное кольцо роликоподшипника помещено в чугунный корпус и зажато боковыми крышками 14.
Сборки главных валов всех многоканатных подъемных машин по конструкции канатоведущего шкива и способу его крепления на коренном валу, могут иметь еще два варианта исполнения:
· канатоведущий шкив сварной конструкции соединяют с литыми чугунными лобовинами болтами и пасованными втулками. Одна из лобовин закреплена на коренном валу тангенциальными шпонками. Тормозные ободья проточены на литых лобовинах;
· канатоведущий шкив сварной разъемной конструкции соединяют с литыми стальными ступицами болтами и пасованными втулками. Ступицы насажены на коренной вал по горячей посадке. Тормозные ободья приварены к обечайке.
Отклоняющий шкив устанавливают в тех случаях, когда расстояние между осями подъемных сосудов меньше диаметра канатоведущего шкива (рис. 9.14). На валу 1 расположено необходимое по числу подъемных канатов количество шкивов. Шкив 2 закреплен на валу неподвижно по прессовой посадке, остальные шкивы с бронзовыми втулками надеты на вал по ходовой посадке. Это позволяет шкивам в процессе работы проворачиваться относительно друг друга и избегать проскальзывания канатов из-за различия в диаметрах шкивов. Для подвода смазки к подвижным шкивам в центре и по радиусу вала просверлены отверстия и установлены тавотницы. Шкивы — сварной конструкции. В обод укладывается футеровка или на нем протачивается канавка для подъемного каната. Вал отклоняющих шкивов опирается на радиальные самоустанавливающиеся роликоподшипники, помещенные в литые чугунные корпуса.
9.4 Подъемные машины с дисковыми тормозными устройствами
В настоящее время в техническом развитии подъемных установок на передний план выдвигается задача обеспечить их максимальную безопасность и эксплуатационную надежность при минимальных затратах на техническое обслуживание. Выход из строя подъемной установки ощутимо сказывается на общем производственном процессе шахты, как под землей, так и на поверхности.
Большинство зарубежных фирм применяют короткоходовые, безрычажные многоэлементные дисковые тормоза. Известны пружинно-гидравлические дисковые тормозные устройства шахтных подъемных машин производства шведской фирмы ABB (Asea Brown Bovery), немецкой фирмы ZIEMAG Transplan GmbH, немецкой фирмы SIEMENS и другие с рабочим давлением 11.. 14 МПа в своей работе делает упор на использование новейших достижений в мировой практике в области шахтного подъема. Последнее время фирмой «МИДИЭЛ» (Донецк) поставлен целый ряд подъемных машин, механическая часть которых изготовлена заводами НКМЗ и Донецкгормаш, а дисковые тормоза, электропривод постоянного тока и система управления фирмой ABB (Швеция).
 Рис. 9.15 Подъемная машина ЦШ 4×4
фирмы «МИДИЭЛ»
Рис. 9.15 Подъемная машина ЦШ 4×4
фирмы «МИДИЭЛ»
| Высокая стоимость дисковых тормозов компенсируется высоким качеством изготовления и заводской настройки и совершенными системами управления, что обеспечивает им ведущие позиции среди основных мировых производителей тормозных систем шахтных подъемных машин. Для снижения стоимости дисковых тормозных устройств фирмой «МИДИЭЛ» были разработаны три типоразмера тормозных элементов на усилия 3, 6,5 и 13 т, а также применен регулятор давления РДУ-1МГ отечественного производства (рис.9. 15). |
Максимальное рабочее давление указанного регулятора составляет 1,2 МПа (12 кгс/см2). Существенное снижение рабочего давления тормозной системы по сравнению с тормозными системами ведущих зарубежных фирм было одной из основополагающих идей при разработке тормозных систем НПФ «МИДИЭЛ». Низкое давление позволило значительно удешевить гидросистему (почти в 5 раз), существенно упростить ее эксплуатацию и повысить безопасность.
Лабораторная работа №10

