




Способи виробництва сталі
Сталь, як і чавун, є сплав заліза з вуглецем. Сталями називаються такі залізовуглецеві сплави, які мають до 2% вуглецю. Найчастіше використовують сталі з вмістом вуглецю від 0,05% до 1,3%.
Сталь виробляють з чавуну. Для того щоб чавун переробити в сталь, треба значно зменшити в ньому вміст вуглецю, а також шкідливих домішок – сірки і фосфору.
Сучасними способами переробки чавуну на сталь є конверторний, мартенівський і електрометалургійний.
Конверторний спосіб застосовують для переребки рідкого доменного чавуну на сталь.
Мартенівськії спосіб застосовують для переробки рідкого чавуну одночасно з переробкою стального і чавунного лому (скрапу). Мартенівські печі використовують на металургійних комбінатах поряд з доменними цехами, а також і на машинобудівних заводах. У нашій країні більше 80% сталі виплавляють в мартенівських печах.
Електрометалургійний спосіб виплавки сталі застосовують для одержання сталі високої чистоти, а також високолегованих машинобудівних та інструментальних сталей.

Рис. 1. Будова конвертора
1 – стальний кожух; 2 – вогнетривка футеровка; 3 і 8 – цапфи; 4 – повітропровід; 5 – повітряна коробка; 6 – приставне днище; 7 – фурми; 9 – стальний пояс; 10 – зубчасте колесо; 11 – зубчаста рейка; 12 – гідравлічний циліндр; 13 – поршень гідравлічного циліндра; 14 – стояки; 15 – заливна горловина конвертора

Рис. 2. Положення конвертора
а – підчас заливки чавуну: б – підчас продувки: в – підчас зливання сталі
Конверторний спосіб виробництва сталі
Суть конверторного способу виробництва сталі полягає в тому, що рідкий чавун заливають в спеціальну посудину (конвертор) і через фурми у дні крізь нього продувають повітря. При цьому кисень повітря сполучається з вуглецем, а також з іншими активними хімічними елементами (Мn, Sі, S і Р), окислює їх, тобто відбувається згоряння, внаслідок чого температура металу підвищується, кількість вуглецю і домішок зменшується і утворюється рідка сталь. Деякі домішки з’єднуються з флюсами і переходять у шлак.
Застосовується три види конверторних процесів: бесемерівський, томасівський і з кисневим дуттям.
Бесемерівський процес застосовується для виробництва сталі з чавунів, що мають незначний вміст фосфору (до 0,06%) і сірки (до 0,07%).
Конвертор являє собою посудину грушовидної форми (рис. 1). Стальний кожух 1 конвертора має всередині вогнетривку футеровку 2. До стального пояса 9 прикріплені цапфи 3 і 8, якими конвертор встановлений у підшипники стояків 14.
Зверху конвертор закінчується заливною горловиною 15, а знизу – приставним днищем 6 з повітряною коробкою 5. Днище має до 300 отворів-фурм діаметром 10…20 мм.
На кінець цапфи 8 насаджено зубчасте колесо 10, яке зчеплене з зубчастою рейкою 11. Ця рейка з’єднана з штоком поршня 13,який перемішується вниз і вверх у гідравлічному циліндрі 12. Щоб рідкий чавун під час заливки в конвертор не потрапляв у фурми 7, конвертор повертають на цапфах 3 і 8 у похиле положення (рис. 2, а). Під час продувки конвертор повинен стояти вертикально (рис. 2, б), а для виливання готової сталі його повертають вниз горловиною (рис. 2, в). До повітряної коробки повітря підводиться через цапфу 3 під тиском до 2,5 ат.
Шар залитого в конвертор чавуну повинен дорівнювати 1/3…1/5 всієї висоти циліндричної частини конвертора.
Розміри конвертора залежать під його місткості. Конвертор місткістю 25 т має діаметр 3,4 м, а висоту 6 м. На 1 т чавуну треба подати до 300 м3 повітря. Футеровка конвертора витримує 1000…2000 плавок.
Процес бесемерування звичайно ділять на три періоди:
1) шлакоутворення (або період іскор);
2) вигоряння вуглецю (або період полум’я);
3) період бурого диму.
Перший період – відбувається вигоряння (окислення) кремнію і марганцю; температура значно підвищується (від 1200 до 1600°С). Внаслідок окислення Sі і Мn утворюється шлак. Перший період триває близько 4…5 хвилин.
Другий період – відбувається вигоряння вуглецю. Утворений при цьому окис вуглецю СО вилітає з горловини конвертора і догоряє за рахунок кисню повітря, тому над горловиною утворюються довгі язики яскравого полум’я. У зв’язку з інтенсивним виділенням СО чавун «кипить», утворюючи характерний шум. Другий період триває 3…6 хвилин.
Третій період – період бурого диму настає після значного вигоряння, вуглецю, коли полум’я зникає і з’являється бурий дим – свідчення процесу вигоряння заліза. Цей період триває 1…2 хвилини.
Для припинення процесу вигоряння конвертор повертають у горизонтальне положення і поступово виключають дуття.
Після закінчення продувки сталь розкисляють, тобто видаляють з неї кисень, який знаходиться в ній у вигляді закису заліза і надає сталі червоноламкості.
Для розкислення застосовують різні розкислювачі (доменні феросплави): феросиліцій і феромарганець.
Кремній й марганець, що знаходяться у феросплавах, вступають в реакцію з закисом заліза. Утворені окисли МnО і SіО2 переходять в шлак.
Остаточне розкислення сталі здійснюється додаванням алюмінію. Алюміній та інші легкі розкислювачі додають в струмінь рідкої сталі під час виливання з конвертора в ківш.
Бесемерування відбувається протягом 10…12 хвилин, а разом з розкисленням – 15…20 хвилин.
Томасівський процес застосовується для переробки в сталь високофосфористих чавунів. З цією метою томасівські конвертори футерують основними вогнетривами, а це дає змогу використовувати як флюс вапняк, який, з’єднуючись з фосфором, переводить його в шлак. Місткість конверторів до 100 т.
Томасівський процес також складається з трьох періодів. Протягом першого періоду вигоряють Sі і Мn, але цей період короткий, бо в томасівському чавуні кремнію і марганцю значно менше. Протягом другого періоду вигоряє вуглець. В третьому періоді вигоряє фосфор з виділенням тепла.
Температура металу внаслідок окислення фосфору підвищується. Окис фосфору (Р2О3) разом з окисом кальцію (СаО) утворюють міцне сполучення (СаО)4*Р2О5. Утворений при томасуванні шлак називається томасшлаком, який містить до 24% Р2О3. а тому використовується як добриво для сільського господарства.
Киснево-конверторний процес полягає в продуванні чавуну киснем зверху в глуходонному конверторі (рис. 3). Місткість конверторів для кисневого дуття значно збільшена.
Сучасний 250-тонний конвертор грушовидної форми має висоту до 10 м і діаметр до 11 м. 100-тониий конвертор має таку річну продуктивність, як і 500-тонна мартенівська піч. Якість сталі не нижча від якості мартенівської сталі, а собівартість значно менша.
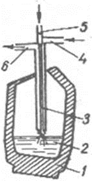
Рис. 3. Схема глуходонного кисневого конвектора
1 – конвектор; 2 – метал; 3 – фурма кисневого дуття; 4 – труба подачі холодної води; 5 – киснева труба; 6 – труба для відведення води

Рис. 4. Схема обертового конвектора з похилою віссю обертання
1 – станина; 2 – механізм обертання; 3 – конвертор; 4 – лоток для завантаження твердої шихти; 5 – поворотна труба для відводу газів під час конвертування; 6 – киснева труба з фурмою; 7 – ківш для готової сталі; а – конвертер під час завантаження твердої шихти; б – конвертер підчас заливання рідкого чавуну; в – конвертер під час виливання готової сталі
Для заливання і виливання сталі конвертор нахиляють так, як і бесемерівський.
Після заливання чавуну конвертор ставлять у вертикальне положення і спеціальною електролебідкою опускають в нього трубку з фурмою 3 на кінці (рис. 3).
Киснева трубка і фурма 3 охолоджуються проточною водою. Кисень вдувається під тиском 10…12 ат. Витрата кисню 50…60 м3 на 1 т сталі.
Крім вертикальних конверторів, застосовують роторні – обертові конвертори (рис. 4) з кутом нахилу до горизонту 15…17°, а також роторні горизонтальні циліндричні конвертори – печі. Обертання конвертора сприяє кращому перемішуванню металу, повнішому вигорянню фосфору та інших домішок, прискорює процес конвертування.
У конверторах з кисневим дуттям можна переробляти чавун з високим вмістом фосфору і додавати до 20%, з в роторні до 50% металевого брухту.

Рис 5. Будова мартенівської печі
1 – газові регенератори; 2 – повітряні регенератори; 3 – повітряні канали; 4 – газоні канали; 5 – робочий простір печі; 6 – під печі; 7 – склепіння печі; 8 – завалочні вікна; 9 – отвір для випуску сталі; 10 – поворотна заслінка; 11 – димова труба
Мартенівський спосіб виробництва сталі
Мартенівський спосіб виник пізніше, коли з’явилась потреба переробляти металевий лом-скрап.
Сировиною для мартенівської плавки є переробний мартенівський чавун (рідкий або чушковий), а також скрап і частково залізна руда.
Залежно від виду сировини розрізняють два види мартенівських процесів:
1) скрап-процес;
2) рудний процес.
Скрап-процес застосовується головним чином на машинобудівних заводах. Шихтою є чушковий чавун, металевий лом (до 80%), стружка і відходи ковальсько-штампових та ливарних цехів.
Рудний процес застосовується на металургійних заводах поряд з доменними цехами. Сировиною є рідкий чавун (80…90%) і чиста збагачена руда.
Паливом для мартенівських печей є доменний, коксовий або природний гази.
Будова мартенівської печі. Робочий простір 5 (рис. 5) обмежений знизу полом 6, зверху – склепінням 7, спереду – передньою стінкою з завалочними вікнами 8 і задньою стінкою з отвором 9 для випуску сталі. В обох торцевих стінках замуровані головки з двома отворами, які каналами 3 і 4 з’єднуються з регенераторними камерами 1 і 2.
В регенераторних камерах 1 нагрівається газ, а в камерах 2 – повітря. На виході з отворів головки газ змішується з повітрям і інтенсивно згоряє. Завдяки підігріву газу і повітря температура газоповітряного полум’я досягає 2000 °С, а температура металу 1700…1800 °С, тобто цілком достатня для плавлення металевого скрапу, випалювання вуглецю і шкідливих домішок.
Місткість мартенівських печей – від 5 до 500 г. Найбільша мартенівська піч в нашій країні видає за одну плавку 900 т сталі. Довжина робочого простору такої печі 25 м, ширина 6,5 м, а глибина ванни металу 1,3 м.
Робота мартенівської печі розпочинається завантаженням шихти. При скраповому процесі спочатку завантажують скрап і вапняк, потім рідкий або чушковий чавун. Одночасно з завалкою скрапу подають газ і повітря.
При положенні заслінок 10, яке показано на рис. 5, газ поступає через правий регенератор 1, а повітря – через правий регенератор 2. При виході в робочий простір утворюється довгий факел полум’я, який розплавляє метал, а продукти згоряння при температурі 1600…1700 оС по лівих каналах 3 і 4 потрапляють в ліві регенераторні камери 1 і 2, нагрівають насадку цих камер до 1400…1500 оС і виходять в димову трубу 11.
Через кожні 15…20 хвилин поворотні заслінки 10 автоматично повертаються на 90° і напрямок газу, повітря і продуктів згоряння змінюється на протилежний; при цьому газ і повітря будуть нагріватись до 1000…1200 оС в лівих регенераторних камерах. Такі печі називаються регенеративними.
Мартенівські печі, які працюють на природному газі, мають лише дві регенераторні камери – для нагрівання повітря. Природний газ не нагрівають, бо його теплотворна здатність майже в 10 разів більша, ніж доменного газу.
Пронеси мартенівської плавки. Залежно від хімічного складу шихти футеровка мартенівських печей може бути основною або кислою.
У печах з основною футеровкою можна переробляти чавуни з високим вмістом фосфору і сірки. Для видалення фосфору і сірки додають вапняковий флюс.
У печах з кислою футеровкою можна переробляти чавуни (рідкі і чушкові) з малим вмістом фосфору і сірки, а також металевий лом.
Процес мартенівської плавки в основній печі складається з трьох періодів:
1) плавлення;
2) кипіння;
3) розкислення.
Плавлення починається одночасно з завалкою. У великих печах цей період триває 3…5 годин.
Період плавлення характеризується інтенсивним окисленням домішок. Спочатку окислюється трохи залізо, потім – кремній і марганець; їх окисли переходять в шлак; ошлаковується вапняком також і сірка.
Кипіння – інтенсивне вигоряння вуглецю. Окис вуглецю (СО), що утворюється, не розчиняється в металі, а виходить на поверхню металу, створюючи враження кипіння. Тривалість періоду 1…3 години залежно від того, яку сталь виплавляють (високо- чи низьковуглецеву). Вміст вуглецю в сталі контролюють, беручи проби на експрес-аналіз. Закінчують другий період, як тільки виявиться, що сталь містить потрібну кількість вуглецю.
Розкислення здійснюється тими розкислювачами, що і при конверторних способах (феросиліцій, феромарганець, алюміній). Легкі розкислювачі додають в жолоб, по якому тече струмінь сталі, або в ківш, в який ллється сталь.
Залежно від ступеня розкислення розрізняють сталь спокійну і киплячу.
Спокійна сталь розкислюється спочатку в печі доменними феросплавами, а остаточно – під час переливання в ківш і в ковші. Процес кипіння спокійної сталі закінчується в печі. Спокійна сталь твердіє у виливницях без виділення бульбашок.
Кипляча сталь розкислюється в печах лише частково тільки феромарганцем і заливається у виливниці киплячою; під час затвердіння утворення окису вуглецю.
У зливках киплячої сталі утворюється багато газових пузирів, більшість яких заварюється під час прокатки зливків на прокатних станах.
Для одержання спеціальних легованих сталей після розкислення в сталь додають легуючі домішки – хром, нікель, молібден, вольфрам, ванадій, кобальт тощо.
Мартенівські вуглецеві сталі широко застосовуються в машинобудуванні для виготовлення валів, шестерень, болтів, пружин, ресор, балок, труб і сортового прокату.
Техніко-економічними показниками роботи мартенівських печей є витрата палива на 1 т сталі і знімання сталі за добу з 1 м2 полу печі.
Витрата умовного палива па 1 т сталі при рудному процесі становить 120…180 кг, а при скрап-процесі – 150…250 кг. Середнє знімання сталі становить 8..12 т/м2 на добу.
Виплавка сталі в електричних печах
Основні переваги виробництва сталі в електропечах такі:
1) можливість одержання високоякісних сталей і тугоплавких сплавів з мінімальним вмістом газових, неметалевих і шкідливих домішок;
2) можливість швидкої зміни температури в широких межах і точного регулювання;
3) простота будови печей і обслуговування.
По виробництву електросталі СРСР займає перше місце в світі. Широке будівництво потужних електростанцій і зростаюча потреба у високоякісних сталях і сплавах обумовлює дальше швидке зростання електрометалургії сталі.
Для виплавки сталі застосовують електропечі двох типів: дугові та індукційні.
Найбільш поширеними є дугові печі. В них електроенергія перетворюється в теплову енергію дуги, яка передається до шихти безпосередньо або шляхом випромінювання.
Дугова піч (рис 6) складається з стального кожуха 1, викладеного вогнетривкою футеровкою 2, арочного склепіння 3, складеного із фасонної вогнетривкої цегли, трьох вугільних електродів 4 діаметром 200…300 мм, механізму регулювання довжини дуги в міру згоряння електродів і механізму нахилення печі під час виливання сталі.
Печі працюють на трифазному струмі; для зниження напруги використовують трифазні трансформатори. Місткість електродугових печей від 3 до 180 т. Витрата електроенергії 600…800 квт/ год на 1 т сталі.

Рис. 6. Схема будови електродугової печі
1 – стальний кожух; 2 – вогнетривка футеровка; 3 – склепіння; 4 – вугільні електроди; 5 – механізм піднімання і опускання електродів; 6 – трансформатор; 7 – кабель; 8 – механізм нахилення печі; 9 – напрямні балки фундамента; 10 – опорні сегменти
Вихідними матеріалами для виплавки сталі в дугових печах є шихта з брухту, чавуну і залізної руди. Основною складовою частиною є металолом (до 90%), а чавунні чушки додаються для навуглецювання сталі.
Процес плавки в дугових печах складається з трьох періодів. У першому періоді відбувається плавка (3500°С) і окислення домішок за рахунок кисню руди. Утворені окисли з’єднуються з вапняком, який додається до шихти як флюс, і переходять в шлак.
У другому періоді відбувається навуглецювання до заданого рівня; одночасно відбувається видалення і переведення в шлак сірки. Після цього сталь остаточно розкисляється феросплавами (феромарганцем і феросиліцієм).
У третьому періоді плавки в піч додають легуючі феросплави (ферохром, феровольфрам та ін.), доводять вміст кожного з них до заданої норми і одержують леговані сталі.
Індукційні печі. Плавка металу (рис. 7) відбувається у вогнетривкому тиглі 1 за рахунок тепла вихрових струмів, які виникають в металі при проходженні в індукторі струмів високої частоти (від 500 до 2000 періодів за секунду).
Обмотка індуктора викопується з мідної трубки, всередині якої циркулює: вода, а по стінках проходить струм високої частоти.
Місткість індукційних печей від 0,1 до 12 т. Процес плавки триває 3…7 годин. Під час плавки сталь перемішується за рахунок електромагнітних сил вихрових струмів.
|

Рис. 7. Схема будови індукційно? печі:
1 – тигель; 2 – теплоізоляція: 3 – стальний кожух; 4 – індуктор-обмотка; 5 – каркас- 6 – трубка, що підводить охолоджувальну воду; 7 – кабель високої частоти; 8 — метал; 9 – шлак; 10 – кришка
В індукційних печах виплавляють високоякісні високолеговані сталі. Ці сталі мають менше кисню, азоту, водню, шкідливих і неметалевих домішок. Особливо високоякісні сталі виплавляють в індукційних печах з великим розрідженням.
Розливка сталі
Розливка є важливою операцією при виробництві сталі. Під час розливки можна поліпшити якість сталі, а можна і зіпсувати добре зварену сталь.
Сталь, виплавлену в печах, випускають по жолобу в розливні підігріті ковші, а з ковшів виливають у виливниці.

Рис. 8. Схема будови ковша:
1 – стальний кожух; 2 – футеровка; 3 – втулка; 4 – стопор; 5 і 6 – важільний механізму підняття стопора

Рис. 9. Схема розливки сталі:
а – зверху; б – сифоном.
Ковші виготовляють з листової сталі і всередині викладають вогнетривкою цеглою. У дні ковша встановлена вогнетривка втулка 3 (рис. 8), через яку випускають сталь у виливницю. Отвір втулки закривається стопором 4 за допомогою стопорного механізму 5 з важелем 6.
Сталь виливають з ковша через отвір у дні так, щоб шлак, що є на поверхні, не потрапляв у виливницю.
Є три способи розливки:
Ø зверху,
Ø сифонний;
Ø безперервний.
При заливці зверху (рис. 9, а) одночасно наповнюється дише одна виливниця і під час перенесення ковша до другої виливниці доводиться переривати струмінь сталі. Цей спосіб застосовується лише при відливанні крупних зливків. При сифонному способі (рис. 9, б) розливки одночасно заповнюється 2, 4, 16 і більше виливниць, тобто цей спосіб більш продуктивний.
При безперервному способі розливки (рис. 10) сталь із розливною ковша 1 виливають в проміжний ківш 2, в якому завжди повинен бути рідкий метал, щоб розливка була безперервною. З ковша 2 сталь надходить у кристалізатор 3, який інтенсивно охолоджується водою. З кристалізатора сталь виходить у вигляді затверділого прямокутного зливка, всередині якого ще є рідкий метал. Цей зливок нижче охолоджується бризками води і остаточно твердіє всередині. Ще нижче зливок обтискується двома парами ведучих валків 5, які витягують зливок з швидкістю від 0,5 до 1,5 м/хв. У нижній частині установки зливок розрізають кисневим різаком в на відрізки потрібної довжини.
Продуктивність такої установки 25…35 т сталі за годину при розмірах зливка 175х420 мм. Спосіб безперервної розливки сталі, розроблений в СРСР, економить до 25% металу і, крім того, дає можливість відливати зливки потрібних розмірів без застосування важких прокатних станів (блюмінгів і слябінгів).

Рис. 10. Схема безперервної розливки сталі
1 – ківш; 2 – проміжний ківш; 3 – кристалізатор; 4 – бризкалки; 5 – ведучі (захваті) валки; 6 – твердий зливок сталі; 7 – відрізаний зливок: 8 – кисневий різак

