




Ќайчаст≥ше використовуваною у св≥т≥ серед м≥кролог≥стичних Ї концепц≥€ "just-in-time" Ц JIT ("“очно у терм≥н"). ќдн≥Їю з перших спроб њњ практичного впровадженн€ стала розроблена корпорац≥Їю Toyota Motor м≥кролог≥стична система KANBAN, що в переклад≥ з €понського означаЇ "карта".
ћ≥кролог≥стична система KANBAN, вперше застосована корпорац≥Їю Toyota Motor у 1972 р. на завод≥ "“акахама" (м. Ќаго€, япон≥€), €ка здатна до швидкоњ перебудови ≥ практично не потребуЇ страхових запас≥в.
—утн≥сть системи KANBAN: вс≥ виробнич≥ п≥дрозд≥ли заводу, включаючи л≥н≥њ к≥нцевого складанн€, забезпечуютьс€ матер≥альними ресурсами т≥льки в т≥й к≥лькост≥ й у так≥ строки, €к≥ необх≥дн≥ дл€ виконанн€ заданого п≥дрозд≥лом-споживачем замовленн€.
«асобом передач≥ ≥нформац≥њ в систем≥ Ї спец≥альна картка "kanban" у пластиковому конверт≥. ѕоширено два види карток: в≥дбору ≥ виробничого замовленн€.
” картц≥ в≥дбору зазначаЇтьс€ к≥льк≥сть деталей (компонент≥в, нап≥вфабрикат≥в), €ку потр≥бно вз€ти на попередн≥й д≥л€нц≥ обробки (складанн€), у той час €к у картц≥ виробничого замовленн€ Ц к≥льк≥сть деталей, €ку потр≥бно виготовити (скласти) на попередн≥й виробнич≥й д≥л€нц≥.
артки виробничого замовленн€ ≥ в≥дбору робл€ть р≥знокольоровими Ц наприклад, б≥лими ≥ чорними. ÷≥ картки циркулюють €к усередин≥ п≥дприЇмств корпорац≥њ Toyota, так ≥ м≥ж корпорац≥Їю та компан≥€ми-сп≥вроб≥тниками, а також на п≥дприЇмствах ф≥л≥й.
ѕриклад
ѕри виготовленн≥ продукц≥њ ј, ¬, — на складальн≥й л≥н≥њ (мал.3) детал≥ а ≥ b, €к≥ застосовуютьс€, виготовл€ютьс€ на попередн≥й технолог≥чн≥й стад≥њ (поточн≥й л≥н≥њ).
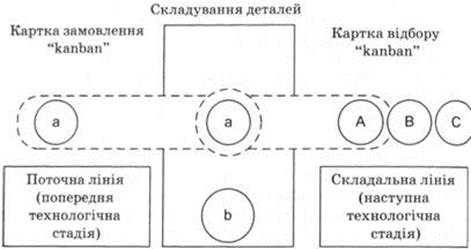
ћал. 3. ѕриклад перем≥щенн€ карток "kanban"
ƒетал≥ а ≥ b, створен≥ на попередн≥й стад≥њ, складують уздовж конвеЇра, прикр≥плюючи до них картки замовленн€ "kanban". –об≥тник з≥ складальноњ л≥н≥њ, €ка виготовл€Ї продукц≥ю ј, на автонавантажувач≥ або з технолог≥чним в≥зком прибуваЇ з карткою замовленн€ на м≥сце складуванн€ детал≥ а, щоб вз€ти певну к≥льк≥сть €щик≥в деталей ≥з прикр≥пленими до них картками в≥дбору. Ќа м≥сц≥ складуванн€ роб≥тник завантажуЇ навантажувач (технолог≥чний в≥зок) необх≥дною к≥льк≥стю деталей а зг≥дно з карткою в≥дбору, зн≥маючи при цьому з €щик≥в прикр≥плен≥ до них ран≥ше картки виробничого замовленн€. ѕот≥м роб≥тник доставл€Ї отриман≥ детал≥ на складальну л≥н≥ю з картками в≥дбору "kanban".
артки виробничого замовленн€ залишаютьс€ на м≥сц≥ складуванн€ деталей а в поточн≥й л≥н≥њ, вказуючи к≥льк≥сть вз€тих деталей. ¬они формують замовленн€ на виготовленн€ нових деталей а, обс€г €ких буде строго в≥дпов≥дати к≥лькост≥, зазначен≥й в картц≥ виробничого замовленн€ "kanban".
“ак у систем≥ п≥дтримуЇтьс€ м≥н≥мальний р≥вень запас≥в, €кий забезпечуЇ безперервну роботу виробничо-технолог≥чних д≥л€нок ≥ персоналу та регульований за допомогою розрахунку середньоњ денноњ потреби в кожн≥й детал≥ та визначенн€ на нењ к≥лькост≥ карток "kanban". оли матер≥альн≥ ресурси витрачен≥, картка замовленн€ "kanban" в≥дправл€Їтьс€ постачальникам, щоб поповнити резерви. ќск≥льки прогнозован≥ к≥льк≥сть ≥ час постачанн€ невелик≥, парт≥њ, що замовл€ютьс€, мають невелик≥ розм≥ри. р≥м того, запас, €кий збер≥гаЇтьс€ на пер≥од постачанн€, п≥дтримуЇтьс€ у м≥н≥мальних розм≥рах.
|
|
|
¬ажливими елементами м≥кролог≥стичноњ системи KANBAN Ї ≥нформац≥йна система, €ка включаЇ не лише картки, але ≥ виробнич≥, транспортн≥ ≥ постачальницьк≥ граф≥ки, технолог≥чн≥ карти, ≥нформац≥йн≥ св≥тлов≥ табло ≥ т. ≥н.; система регулюванн€ потреби ≥ профес≥йноњ ротац≥њ кадр≥в; система тотального (TQM) ≥ виб≥ркового ("ƒз≥дока") контролю €кост≥ продукц≥њ; система вир≥внюванн€ виробництва ≥ р€д ≥нших.
ѕереваги системи KANBAN пол€гають:
1) значне пол≥пшенн€ €кост≥ продукц≥њ, €ка випускаЇтьс€;
2) скороченн€ лог≥стичного циклу, €к насл≥док ≥стотно п≥двищити обертанн€ об≥гового кап≥талу ф≥рм;
3) зниженн€ соб≥вартост≥ виробництва;
4) практично виключен≥ страхов≥ запаси ≥ зменшене незавершене виробництво.
јнал≥з св≥тового досв≥ду застосуванн€ м≥кролог≥стичноњ системи KANBAN показуЇ, що вона даЇ можлив≥сть зменшити виробнич≥ запаси на 50%, запаси готовоњ продукц≥њ Ц на 8% за умови значного прискоренн€ обертанн€ об≥гових засоб≥в ≥ п≥двищенн€ €кост≥ готовоњ продукц≥њ.
—ама ж ф≥рма Toyota домоглас€ значного зниженн€ виробничих запас≥в пор≥вн€но з≥ своњми конкурентами. “ут запас деталей ≥з розрахунку на один випущений автомоб≥ль складаЇ 77 дол., у той час €к на ≥нших автомоб≥льних ф≥рмах цей показник дор≥внюЇ приблизно 500 дол.
8.ћ≥кролог≥стична концепц≥€ "ќптим≥зована виробнича технолог≥€"
—истема орган≥зац≥њ виробництва ≥ постачанн€, €ку назвали "ќптпим≥зованою виробничою технолог≥Їю" (optimized production technology Ц ќ–“), розроблена ≥зрањльськими та американськими фах≥вц€ми ≥ в≥дома також €к "≥зрањльський KANBAN".
ќсновний принцип ќ–“ Ц ви€вленн€ у виробництв≥ вузького м≥сц€ або критичних ресурс≥в. ” њх €кост≥ можуть виступати:
Ц запаси сировини ≥ матер≥ал≥в;
Ц машини й устаткуванн€;
Ц техпроцеси;
Ц персонал.
” систем≥ ќ–“ в автоматичному режим≥ вир≥шуЇтьс€ р€д завдань (модул≥в):
1) формуванн€ граф≥ка виробництва на один день, тиждень.
2) формуванн€ технолог≥чного маршруту;
3) розрахунок завантаженн€ кожного ресурсу та впор€дкуванн€ цих ресурс≥в за ступенем њх використанн€;
4) зд≥йсненн€ пошуку критичних ресурс≥в у виробнич≥й програм≥;
5) оптим≥зац≥€ використанн€ критичних ресурс≥в у виробнич≥й систем≥;
6) ранжуванн€ використанн€ некритичних ресурс≥в;
7) пошук ≥ виправленн€ помилок.
ѕереваги системи ќ–“: 1) зб≥льшенн€ виходу готовоњ продукц≥њ; 2) зниженн€ виробничих ≥ транспортних витрат; 3) зменшенн€ обс€г≥в незавершеного виробництва; 4) скороченн€ виробничого циклу; 5) зниженн€ потреби в складських ≥ виробничих площах; 6) п≥двищенн€ ритм≥чност≥ в≥двантаженн€ виготовленоњ продукц≥њ замовнику.
9. ћ≥кролог≥стична концепц≥€ "’уде виробництво"
Ћог≥стична концепц≥€ "’уде виробництво" (lean production Ц LP) Ї розвитком концепц≥њ "“очно у терм≥н" ≥ м≥стить так≥ елементи, €к система KANBAN ≥ "ѕлануванн€ потреб/ ресурс≥в".
÷€ концепц≥€ поЇднуЇ переваги масового (велик≥ обс€ги виробництва Ц низька соб≥варт≥сть) ≥ др≥бносер≥йного виробництва (розмањт≥сть продукц≥њ та гнучк≥сть).
ѕ≥д час використанн€ ц≥Їњ концепц≥њ Ї:
|
|
|
Ц зменшенн€ п≥дготовчо-заключного часу;
Ц невеликий розм≥р парт≥й виробленоњ продукц≥њ;
Ц контроль €кост≥ вс≥х процес≥в;
Ц загальне продуктивне забезпеченн€ (п≥дтримка);
Ц партнерство з над≥йними постачальниками;
Ц еластичн≥ потоков≥ процеси;
Ц безперервна готовн≥сть технолог≥чного устаткуванн€, висока €к≥сть його техн≥чного обслуговуванн€ та ремонту;
Ц в≥дпов≥дна п≥дготовка персоналу середньоњ та нижчоњ ланки виробничого ≥ лог≥стичного менеджменту;
Ц партнерство з над≥йними постачальниками.
ѕереваги застосуванн€ системи "’уде виробництво":
1) зниженн€ р≥вн€ запас≥в (в≥дсутн≥сть склад≥в, ус≥ запаси Ц на робочих м≥сц€х);
2) сп≥вроб≥тництво з над≥йними постачальниками;
3) скороченн€ лог≥стичних витрат ≥ тривалост≥ виробничого циклу за рахунок усуненн€ зайвих операц≥й (складуванн€, оч≥куванн€ у виробничому цикл≥).
Ќедол≥ки застосуванн€ системи "’уде виробництво":
1) необх≥дн≥сть у висококвал≥ф≥кованих менеджерах-лог≥стах;
2) велика залежн≥сть безпереб≥йност≥ роботи п≥дприЇмства в≥д над≥йност≥ постачальник≥в.

