




5.5 Исходный и рабочий контур зубчатой рейки.
С целью обеспечения единообразия изготовления и взаимозаменяемости колёс передач параметры зацепления стандартизованы. Для определения формы и размеров зубьев колеса и зубообрабатывающего инструмента служит исходный контур (стандартизованный профиль зубьев рейки – изделия в нормальном сечении).
Для модулей более 1 мм исходный контур характеризуется след. Параметрами (рис. 5.5):
а) профильным углом  ;
;
б) глубиной захода  (на глубине
(на глубине  профиль контура прямолинеен), где
профиль контура прямолинеен), где  - коэффициент высоты головки зуба;
- коэффициент высоты головки зуба;
в) толщиной зуба по делительной прямой  ;
;
г) радиальным зазором  - коэффициент радиального зазора);
- коэффициент радиального зазора);
д) радиусом закруглений у корня зуба 
Для обеспечения плавного вхождения зубьев в зацепление с целью уменьшения динамической нагрузки на вершине зубьев исходного контура предусматривается соответствующий срез профиля - фланк (рис.5.5,б) наличие фланка компенсирует изменение шага зацепления вследствие деформации зубьев под нагрузкой.
На основании исходного контура строится рабочий контур, совпадающий с очертанием впадин исходного контура (рис. 5.5, а) и служащий для проектирования зуборезного инструмента.
5.6. Способы изготовления зубчатых колёс. Понятие о стандартном зацеплении
Зубчатые колёса с эвольвентным профилем зубьев нарезаются на специальных зуборезных станках двумя методами:
1. Метод копирования
2. метод обкатки
Метод копирования. По чертежам построенных профилей зубьев изготавливается дисковая фреза. Режущая кромка фрезы имеет очертание впадины между зубьями. Вращаясь, фреза перемещается в направлении боковой образующей зуба. За каждый ход фрезы вдоль оси колеса получается нарезанной одна впадина. При прохождении всей впадины фреза возвращается в исходное положение. После этого нарезанное колесо поворачивается на величину угла – число зубьев нарезаемого колеса, и процесс повторяется.
Метод обкатки. Режущему инструменту и заготовке сообщают то относительное движение, которое имели бы два зубчатых колеса, находящихся в правильном зацеплении. Режущий инструмент должен представлять собой зубчатое колесо-инструмент может быть сделан в виде колеса или рейки. К такому колесу – инструменту относится долбяк. Долбяк совершает возвратно-поступательные движения параллельно оси нарезаемого колеса. Одновременно долбяку и колесу сообщаются вращательные движения с тем же отношением угловых скоростей, как если бы колесо и долбяк находились в зацеплении. Все эти движения согласованы кинематически. Профиль нарезаемого зуба получается как огибающая всех положений режущей кромки долбяка, т.е. инструмент как бы обкатывает нарезаемое колесо. Метод обкатки позволяет нарезать колёса с внутренним зацеплением.
В качестве инструмента может использоваться инструментальная рейка. Рейка совершает в вертикальном направлении возвратно – поступательное движение, параллельное оси нарезаемого колеса. Заготовка вращается вокруг своей оси и перемещается вдоль рейки, и профили зубьев нарезаемого колеса получаются процессом обкатывания.
Профиль червячной фрезы для нарезки колёс может быть получен путём перемещения рейки по винтовой линии с некоторым постоянным углом подъёма. Обычно угол подъёма  не превышает
не превышает  .
.
В последнее время получил распространение метод накатки. Инструментом служит зубчатое инструментальное колесо имеет  зубьев модуля m.Требуется из заготовки получить зубчатое колесо с числом зубьев
зубьев модуля m.Требуется из заготовки получить зубчатое колесо с числом зубьев  того же модуля m. Для этого необходимо обеспечить относительное движение инструментального колеса и заготовки с передаточным числом.
того же модуля m. Для этого необходимо обеспечить относительное движение инструментального колеса и заготовки с передаточным числом.
 (5.17)
(5.17)
где  и
и  - угловые скорости заготовки и инструментального колеса.
- угловые скорости заготовки и инструментального колеса.
Если материал заготовки достаточно эластичен, то инструментальное колесо выдавит, или, иначе говоря, накатает на заготовке требуемое число зубьев модуля m. С точки зрения кинематики можно одно из колёс остановить, тогда второе будет обкатывать первое или вращать оба колеса, но с угловыми скоростями, удовлетворяющими условию (5.17). Накатку можно проводить в холодную или в нагретом состоянии заготовки в зависимости от пластических свойств её материала. Обычно так обрабатывают мелкомодульные зубчатые колёса. Преимущество этого метода в том, что инструментальным колесом можно накатывать колёса с любым числом зубьев общего модуля m. Для этого должно выполняться условие (5.17).
Стандартное зацепление производится реечным инструментом, в основе которого лежит стандартная инструментальная рейка, причём эвольвентная часть зуба не зависит от того, каким инструментом колесо будет нарезано. Если колесо будет нарезано долбяком, имеющим к тому же различные степени износа, то при этом могут оказаться несколько отличными от расчёта по рейке размер радиуса ножек колеса и форм переходной кривой. Однако отклонение этих параметров не влияет на качество передачи и обычно лежит в пределах допусков.
5.7. Определение монтажного угла зацепления ( )
)
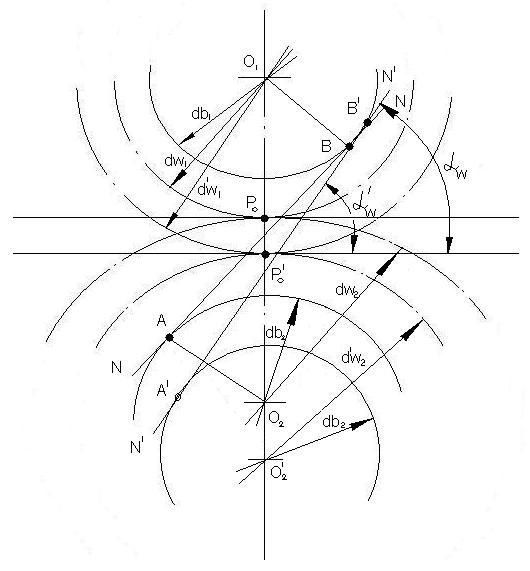
Рис. 5.6. К вопросу об изменении межцентрового расстояния двух колёс с эвольвентным зацепление.
Из свойства эвольвентного зацепления следует, что при изменении расстояния  передаточное отношение
передаточное отношение  не изменяется, если при этом сохранены радиусы основных окружностей. Отступление от расчётного расстояния может иметь место при монтаже и сборке механизма. На рис. 5.6 показаны два колеса с центрами в точках
не изменяется, если при этом сохранены радиусы основных окружностей. Отступление от расчётного расстояния может иметь место при монтаже и сборке механизма. На рис. 5.6 показаны два колеса с центрами в точках  и
и  , находящиеся в зацеплении. Пусть центр
, находящиеся в зацеплении. Пусть центр  переместится в положение
переместится в положение  . Тогда прямая
. Тогда прямая  займёт положение
займёт положение 
 . Полюс зацепления будет не в точке
. Полюс зацепления будет не в точке  , а в точке
, а в точке  . Тем самым изменяются диаметры начальных окружностей
. Тем самым изменяются диаметры начальных окружностей  и
и  на
на  и
и  .
.
Изменяется и угол зацепления , который примет значение  . Передаточное отношение окажется по прежнему равно
. Передаточное отношение окажется по прежнему равно
И  ,
,
Т.к. диаметры  и
и  основных окружностей не изменились.
основных окружностей не изменились.
Из указанного свойства колёс с эвольвентными профилями зубьев следует, что угол зацепления определяется только после сборки и монтажа сопряжённых колёс. Поэтому различают расчётный угол зацепления  , который называют монтажным углом зацепления и обозначают
, который называют монтажным углом зацепления и обозначают  .
.
Явление подрезания зубьев
При производстве зубчатых колёс по методу обкатки головки режущего инструмента иногда врезаются в ножки зубьев нарезаемого колеса. В результате этого ножки зубьев нарезаемого колеса оказываются как бы подрезанными (явление подрезания). При подрезании ножки зубьев ослабляются. При этом срезается часть эвольвенты, образующей профиль ножки зуба.
Если зацепление двух эвольвент, скреплённых двумя основными окружностями, которые вращаются вокруг неподвижных центров и , то при непрерывном зацеплении точка касания будет перемещаться по одной из эвольвент, удаляясь от начальной точки. Наоборот, по другой эвольвенте точка соприкасания будет перемещаться, приближаясь к начальной точке. При продолжающемся вращении основных окружностей точка касания в определённый момент времени совпадает с начальной точкой одной из эвольвент, что произойдёт в конце В теоретической линии зацепления АВ. Такое относительное расположение двух рассматриваемых эвольвент является пределом, далее которого эвольвентное зацепление невозможно. В самом деле, если вращение основных окружностей будет продолжаться и дальше, то общей точкой двух зацепляющихся кривых будет начальная точка одной из них. В этом случае нормаль  не будет проходить через полюс зацепления , вследствие чего передаточное отношение, ранее установленное парой зацепляющихся эвольвент, изменится и станет переменным. За пределами теоретической линии зацепления не удовлетворяется основной закон зацепления.
не будет проходить через полюс зацепления , вследствие чего передаточное отношение, ранее установленное парой зацепляющихся эвольвент, изменится и станет переменным. За пределами теоретической линии зацепления не удовлетворяется основной закон зацепления.
Явлением подрезания в теории зацепления называется пересечение траектории относительного движения конца профиля зуба одного колеса с эвольвентной частью профиля зуба сопряжённого с ним колеса.
На основании изложенного можно сделать вывод, что эвольвентное зацепление возможно только при условии, что окружность головок зубьев нарезающего колеса пересекает нормаль не далее точки В, т.е. точки, соответствующей концу теоретической линии зацепления АВ. При большой высоте зубьев может наступить явление подрезания. Так как размеры зуба колеса-инструмента стандартизованы и выполняются при одной и той же высоте, то при прочих равных условиях возможность подрезания определяется положением т.В на нормали , т.е. размерами меньшего колеса и, следовательно, его числом зубьев.
Условие, при котором отсутствует явление подрезания
 (5.18)
(5.18)
Из формулы (5.18) следует, что наименьшее число зубьев  малого колеса равняется
малого колеса равняется  при этом большее колесо должно иметь число зубьев
при этом большее колесо должно иметь число зубьев  , т.е. большее колесо превращается в зубчатую рейку.
, т.е. большее колесо превращается в зубчатую рейку.

