




При контроле по альтернативному признаку о разладке технологического процесса судят либо по числу несоответствующих единиц np, или по числу несоответствий с. Увеличение любого из этих значений сверх допустимых норм свидетельствует о разладке технологического процесса.
При контроле по альтернативному признаку о состоянии технологического процесса судят по среднему уровню процесса  . Состояние технологического процесса тем лучше, чем меньше средний уровень процесса и чем реже его разладка.
. Состояние технологического процесса тем лучше, чем меньше средний уровень процесса и чем реже его разладка.
Средний уровень процесса оценивают по результатам сплошного или выборочного контроля. На контроль рекомендуется брать не менее 10 партий (объем партии более 100 единиц). Результаты контроля рекомендуется заносить в специальную форму. При сплошном контроле получают наиболее точную оценку среднего уровня процесса. При выборочном контроле – менее точную, но он менее трудоемок. Объем выборочного контроля должен составлять 0,1 от объема сплошного контроля или может быть найден в стандартах на статистический приемочный контроль.
Оценку среднего уровня процесса вычисляют по формуле
 ×100, (33)
×100, (33)
где k – число проконтролированных партий (выборок); Дi – число несоответствий или несоответствующих единиц, обнаруженных в i-ой партии; Пi – число проконтролированных единиц продукции в i-ой партии.
Средний уровень процесса выражается в процентах (при определении несоответствующих единиц) или числом несоответствий на 100 единиц (при определении числа несоответствий).
Для получения более объективной оценки состояния налаженного технологического процесса необходимо исключить из общего числа единиц продукции единицы, полученные при явно ненормальных условиях производства (например, при разлаженном оборудовании, при некачественном сырье, материалах и т. д.).
Контрольные вопросы
1 Для решения каких задач используются статистические методы регулирования технологических процессов?
2 Как осуществляется контроль по количественному признаку?
3 Назовите преимущества и недостатки контроля по альтернативному признаку.
4 Какие параметры позволяют оценить состояние технологического процесса при контроле по количественному признаку?
5 Как оценить параметры генеральной совокупности m и s.?
6 Какие параметры позволяют оценить точность и стабильность технологического процесса при контроле по количественному признаку?
7 Какие параметры необходимо определить при контроле по альтернативному признаку для оценки состояния технологического процесса?
Контрольные карты Шухарта
Основные понятия
Контрольные карты (КК) являются основным инструментом статистического управления качеством продукции.
Целью систем управления процессом является принятие экономически верных решений относительно действий, связанных с процессом.
В теории КК рассматривают 2 вида причин изменчивости технологического процесса:
– особые;
– обычные (причины приводящие к сбою в процессах).
К обычным причинам относятся многочисленные источники изменчивости (случайные) в процессе, которые имеют стабильное и повторяемое распределение во времени. Такой процесс находится в статистически стабильном состоянии. Обычные причины ведут себя как стабильная система случайных причин. Если присутствуют только обычные причины и они не изменяются, выход процесса предсказуем.
Особые причины отражают любые вызывающие изменения факторы, которые воздействуют на процесс нерегулярно. Если они возникают, то вызывают изменение распределения общего процесса. Если все особые причины изменчивости процесса не идентифицированы и не устранены, то они будут влиять на выход процесса непредсказуемым образом. Если особые причины присутствуют, то выход процесса не стабилен во времени (то есть, процесс не стабилен по двум основным параметрам: µ и σ, СКО) (рисунок 6).
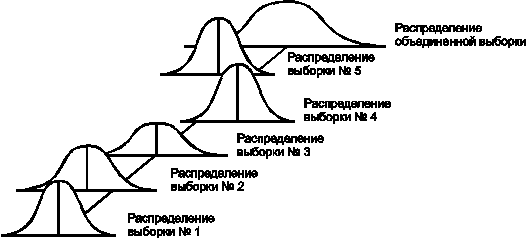
Рисунок 6 – Пример нестабильного процесса
Процесс стабилен (рисунок 7), если источниками изменчивости являются только обычные причины. Одной из функций системы управления процессом является подача статистического сигнала в ситуациях, когда присутствуют особые причины изменчивости, и избежание подачи ложных сигналов в тех случаях, когда таких причин нет. Это позволяет принимать соответствующие действия по этим особым причинам (либо по их устранению, либо, если они выгодны, по поддержанию их постоянства).
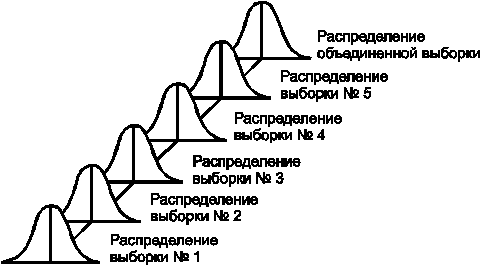
Рисунок 7 – Пример стабильного процесса
Считают, что процесс находится в статистически управляемом состоянии при отсутствии в нем второго вида изменчивости технологического процесса (систематических сдвигов). Воздействие неслучайных (особых) причин выводит технологический процесс из статистически управляемого состояния. Такой статистически неуправляемый процесс нуждается в определенном вмешательстве для того, чтобы он стал статистически управляемым.
КК представляет собой простой графический метод оценки состояния технологического процесса путем сравнения значений отдельных статистических данных (Х,  , Ме, S, R, р, пр, с, u) из серии выборок с контрольными границами.
, Ме, S, R, р, пр, с, u) из серии выборок с контрольными границами.
КК применяют для сравнения получаемой по выборкам информации о текущем состоянии технологического процесса с контрольными границами, представляющими собой пределы собственной изменчивости технологического процесса. КК используют для оценки того, находится или нет производственный процесс в статистически управляемом состоянии (технологический процесс, процесс обслуживания).
Контрольные карты – наиболее мощные средства анализа вариаций большинства процессов как производственных, так и управленческих. В 1931 году эти карты были предложены Уолтером Шухартом в книге «Экономный контроль качества промышленной продукции».
КК Шухарта – это графическое изображение динамики процесса во времени. Она имеет центральную линию (CL - center line) –значение характеристики, установленное в нормативном документе, ее номинальное значение, значение, установленное на основании предыдущих исследований или намеченное целевое значение характеристики продукции или услуги.
КК Шухарта имеет две границы – верхнюю UCL (upper control limit) и нижнюю LCL (lowel control limit) границы регулирования (рис.8).
Эти линии характеризуют размах естественных колебаний процесса.
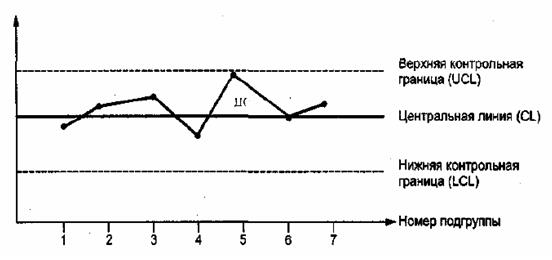
Рисунок 8 – Вид контрольной карты
Выход характеристик за пределы контрольных границ означает нарушение стабильности и требует проведения анализа причин и принятия соответствующих мер.
Контрольные границы на карте Шухарта находятся на расстоянии  3 s от центральной линии. Границы 3 s указывают, что около 99,7% значений характеристики попадают в эти пределы при условии, что процесс находится в статистически управляемом состоянии.
3 s от центральной линии. Границы 3 s указывают, что около 99,7% значений характеристики попадают в эти пределы при условии, что процесс находится в статистически управляемом состоянии.
При применении контрольных карт возможны два вида ошибок: первого и второго рода.
Ошибка первого рода (a, излишней подналадки) – технологический процесс находится в статистически управляемом состоянии, а точка выходит за границы регулирования.
Ошибка второго рода (b, незамеченной разладки) – процесс не управляем, а точка находятся внутри границ регулирования.
В зависимости от используемых методов контроля качества изделий разработаны два основных вида контрольных карт. Различают контрольные карты по количественным и качественным признакам.
Для каждой контрольной карты встречаются две ситуации:
– стандартные значения заданы (mо, sо, про, ро, со, uо);
– стандартные значения не заданы.
Стандартные значения могут быть заданы в нормативной, технологической документации, рассчитаны на основании экономических показателей, определены по предварительным данным на основании результатов очень большого числа измерений.
При заданных стандартных значениях цель контрольных карт – определение того, отличается наблюдаемое значение (, Ме, S, R.) параметра в выборках от соответствующего стандартного значения больше, чем можно ожидать при действии только случайных причин либо нет.
Цель контрольных карт, для которых стандартные значения не заданы, – обнаружение непостоянства системы и определение воспроизводимости показателей качества продукции, услуг.
Контрольная карта позволяет не только обнаруживать разладку процесса, но и помогает выяснить причины возникновения разладки.
Кроме того, она служит документом, который может быть использован для принятия обоснованных решений по улучшению качества продукции.

