




| Параметры | Детали | |
| корпусные | типа «вал» | |
| Сила сварочного тока, А | 7,8...8,0 | 16,1...18,1 |
| Длительность сварочного цикла, с | 0,12...0,16 | 0,04...0,08 |
| Длительность паузы, с | 0,08...0,10 | 0,10...0,12 |
| Скорость сварки, м/мин | 0,5 | 0,7...1,2 |
| Подача электродов, мм/об | Ручная | 3...4 |
| Усилия сжатия электродов, кН | 1,70...2,25 | 1,90... 1,60 |
| Ширина рабочей части электродов, мм | ||
| Диаметр рабочей части электродов, мм | 150... 180 | |
| Материал ленты | Сталь 20 | Сталь 40...50 |
| Материал детали | Чугун СЧ 18-36; СЧ 21-40 | Сталь любая |
| Расход охлаждающей жидкости, л/мин | 0,5...1,0 | 1,5...2,0 |
Наличие в чугуне значительного содержания углерода и низкая его вязкость вызывают значительные трудности при восстановлении деталей из этого материала. Быстрое охлаждение чугуна приводит к образованию в околошовной зоне твердых закалочных структур. Местный переход графита в цементит, который может произойти при расплавлении чугуна, приводит к образованию структуры белого чугуна. В этих зонах металл тверд и хрупок. Разница в коэффициентах линейного расширения серого и белого чугуна является причиной образования внутренних напряжений, что приводит к появлению трещин. Выгорание углерода и кремния в процессе сварки приводит к тому, что сварочный шов получается пористым и загрязненным шлаковыми включениями. Они появляются в результате неполного выделения газов и шлаков из-за быстрого перехода чугуна из жидкого состояния в твердое.
Таким образом, трудность сварки чугунных деталей вызывается следующими основными причинами: отсутствие площадки текучести у чугуна, хрупкость и небольшой предел прочности на растяжение вызывает образования трещин в процессе сварки; отсутствие переходного пластического состояния при нагреве до плавления. Текучесть чугуна в процессе сварки затрудняет восстановление деталей даже с небольшим уклоном от горизонтального положения; получение отбеленных участков карбида железа Fe3С и высокоуглеродистых сталей, которые трудно поддаются механической обработке.
При восстановлении чугунных деталей можно применить горячий и холодный способы сварки.
Горячая сварка чугуна — процесс, который предусматривает нагрев детали (в печи или другими способами) до температуры 650...680°С. Температура детали во время сварки должна быть не ниже 500 °С. Такие температуры позволяют: задержать охлаждение сварочной ванны, что способствует выравниванию состава металла ванны; освободить свариваемую деталь от внутренних напряжений литейного и эксплуатационного характера; предупредить появление сварочных напряжений и трещин. Для деталей с большой жесткостью (блок цилиндров и другие корпусные детали) при сварке обязателен общий нагрев.
В процессе сварки происходят структурные преобразования с перераспределением внутренних напряжений (термическое воздействие). Металл, на который непосредственно действует сварочная дуга, плавится, образуя жидкую ванну, а тот, который соприкасается со сварочной ванной, нагревается вследствие теплоотдачи. В результате скорости нагрева и охлаждения отдельных участков зоны термического влияния при сварке неодинаковы. Металл сварочной ванны при охлаждении кристаллизуется (с большой скоростью) в тонкий слой первого участка зоны термического влияния. Происходит уменьшение объема за счет усадки на 1 %. Этот слой первого участка связан с основным металлом детали и твердым металлом шва, что мешает нормальной усадке и приводит к возникновению напряжений растяжения и образованию трещин.
Усадка во время охлаждения сокращает длину валика (валик соединен с основным металлом), а основной металл детали растягивает его. Этот процесс является следствием образования поперечных трещин. Для предотвращения этого процесса необходимо: обеспечить достаточную пластичность наплавленного шва (подобрать соответствующие присадочный материал, обмазку и режимы сварки); проковывать швы во время кристаллизации; равномерно нагревать и особенно охлаждать как шов, так и свариваемую деталь; сварку выполнять на постоянном токе обратной полярности («+» — электрод, «—» — деталь) и малой силы (25...30 А на 1 мм диаметра электрода); наплавлять валики длиной 30...40 мм; применять сварку отжигающими валиками и многослойным швом.
Если при сварке чугуна использовать электрод из низкоуглеродистой стали, то металл шва получится высокоуглеродистым (т. е. будет отличаться высокими хрупкостью и твердостью). Количество углерода в металле шва зависит от геометрии шва, в частности, отношения h1/h2, где h1 — глубина проплавления; h2 — усиление шва (рис. 13.12). Чем меньше значение этого отношения, тем меньше в металл шва поступает расплавленного чугуна детали и тем ниже содержание в шве углерода. Например, если в чугуне около 3 % углерода, то в металле шва в зависимости от h1углерода будет 1,5...2,0% (в нижней части больше, чем в верхней). Снижают содержание углерода в наплавленном слое за счет уменьшения силы сварочного тока (глубины проплавления чугуна h1), подбора компонентов покрытия электрода и многослойности сварного шва.
Изменяя состав и толщину обмазки сварочной проволоки, скорость сварки и силу тока, можно получить стальной шов с разным содержанием углерода и разной твердости — от закаленной высокоуглеродистой стали до мягкой отпущенной низкоуглеродистой.
 Рис. 13.12. Валик сварного шва:
1 — нейтральная зона основного металла; 2 — зона термического влияния; 3 — наплавленный металл; В — ширина валика
Рис. 13.12. Валик сварного шва:
1 — нейтральная зона основного металла; 2 — зона термического влияния; 3 — наплавленный металл; В — ширина валика
|
Горячая сварка чугуна предполагает необходимость применения специального нагревательного оборудования: термические и нагревательные печи, кожухи, термостаты и т. д. Поэтому этот способ сварки применяют только в тех случаях, когда необходимо получить наплавленный металл, близкий по структуре, прочности и износостойкости к основному металлу детали.
При сварке необходимо обязательно применять флюс, который выполняет следующие функции: растворяет образующиеся оксиды кремния и марганца, переводя их в шлак; окисляет и частично растворяет графитные включения чугуна, находящиеся на свариваемых поверхностях; образует микроуглубления, которые повышают свариваемость чугуна; предохраняет от окисления расплавленную ванну; увеличивает текучесть сварочных шлаков. В качестве флюса применяют техническую безводную буру (Ыа2В407). Бура в чистом виде для сварки не пригодна, так как высокая температура ее плавления вызывает образование в сварочной ванне густых шлаков, которые плохо всплывают на поверхность металла, в результате чего образуются шлаковые раковины. Применение в качестве флюса смеси из 50 % переплавленной измельченной буры и 50 % кальцинированной соды увеличивает текучесть шлаков и расплавленного металла в ванне, улучшает качество сварки. Лучшие результаты дает флюс ФСЧ-1 следующего состава (% по массе): буры — 23, кальцинированной соды — 27, азотнокислого натрия — 50.
Кромки трещины для сваривания готовят механическим способом или оплавлением металла газовой горелкой с избытком кислорода. Перед сваркой подогретые кромки и конец стержня покрывают слоем флюса. Пламя горелки должно быть строго нейтральным. В ванну расплавленного металла вводят присадочную проволоку с флюсом, подогретые перед этим до температуры плавления. Затем сварщик концом чугунной проволоки воздействует на кромки ванны, делая круговые движения.
Горячей сваркой ацетиленокислородным пламенем с присадкой чугуна рекомендуется восстанавливать блоки цилиндров двигателей и других корпусных деталей при наличии трещин на ребрах жесткости.
Газовую сварку чугуна цветными сплавами без подогрева детали выполняют в сочетании с дуговой сваркой и широко применяют в ремонтном производстве для сварки трещин на обрабатываемых поверхностях корпусных деталей. Присадочный материал — латунь. Температура плавления латуни ниже температуры плавления чугуна (880...950°С), поэтому ее можно применить для сварки, не доводя чугун до плавления и не вызывая в нем особенных структурных изменений и внутренних напряжений. Использование этого процесса позволяет получить сварочные швы плотные, легко поддающиеся обработке.
При сварке трещин в чугунных деталях выполняют следующие операции: снятие с кромок трещин фасок с углом разделки 70... 80°; грубая обработка фасок (желательно с образованием насечки); очистка места сварки от грязи, масла и ржавчины; подогрев подготовленных к сварке мест пламенем газовой горелки до температуры 900...950°С; нанесение на подогретую поверхность слоя флюса; нагрев в пламени горелки конца латунной проволоки; натирание латунной проволокой горячих кромок трещины (латунь должна покрывать фаски тонким слоем); сварка трещины; медленный отвод пламени горелки от детали; покрытие шва листовым асбестом.
При холодной сварке чугуна деталь не нагревают (возможен подогрев не выше 400 "С для снятия напряжения и предупреждения возникновения сварочных напряжений). Сварочная ванна имеет небольшой объем металла и быстро твердеет. Способ получил более широкое применение по сравнению с горячей сваркой из-за простоты выполнения.
В зоне сварного шва происходят отбеливание и закалка с одновременным ростом внутренних напряжений, которые могут привести к образованию трещин.
Высота сварочного шва определяется значением (h1+ h2), не одинакова для электродов с разными покрытиями и находится в пределах 4...7 мм.
Холодная сварка применяется для устранения трещин и заварки пробоин в тонкостенных корпусных и крупногабаритных чугунных деталях, которые требуют последующей механической обработки и эксплуатируются под нагрузкой при тепловом воздействии.
Заварка трещин в тонких (до 10 мм) ненагруженных стенках осуществляется без разделки кромок. Процесс заварки в этом случае проводят в следующем порядке: поверхность детали очищают на расстоянии 25 мм от краев трещины; концы трещины обваривают за два прохода (рис. 13.13, а); дугу возбуждают на расстоянии 10... 12 мм от одного конца трещины и ведут сварку в направлении другого конца трещины (валик наваривают на расстоянии 10... 12 мм от конца трещины); не прерывая дуги, ведут сварку в обратном направлении, вторым слоем перекрывая первый; делят трещину на участки длиной 30...50 мм; отступив от конца трещины на выбранную длину участка, наплавляют с двух сторон трещины (отступая от ее краев на 1... 1,5 мм) подготовительные валики 1, 2 и 3, 4 (ширина валика равна толщине стенки детали), причем валики 2 и 4 не должны соприкасаться со стенками детали и перекрывать валики, которые лежат под ними; очистка наплавленных вдоль кромок трещины валиков от шлаков; наплавка валиков 5 и 6 (за два прохода, не прерывая дуги), образуя шов, закрывающий трещину; проковы-вание молотком участка шва (после окончания сварки), не зачищая шлака. В таком же порядке сваривают и другие участки трещины (II, III, IV, V ).
Сварку трещин в толстостенных деталях (рис. 13.13, б), которые в дальнейшем подвергаются механической обработке или работают под нагрузкой, проводят с разделкой кромок. Ширина разделки краев трещины под сварку на поверхности детали должна быть в 2 раза больше ее толщины, а глубина разделки на 2...3 мм меньше этой толщины. Кромки трещины разделывают фрезерованием или слесарным способом вручную. При такой технологии облегчается сварка деталей в вертикальной плоскости.
Подготовительные валики на кромки трещины наплавляют раздельно: сначала два ряда валиков 1—8 на одну сторону среза вверх на участке протяженностью 30...50 мм, а затем — на другую сторону среза валики 9—17. Каждый предыдущий валик должен частично перекрываться последующим. После наплавки первого слоя очищают шлак и наплавляют второй. Подготовительные валики второго слоя не должны соприкасаться с основным металлом.
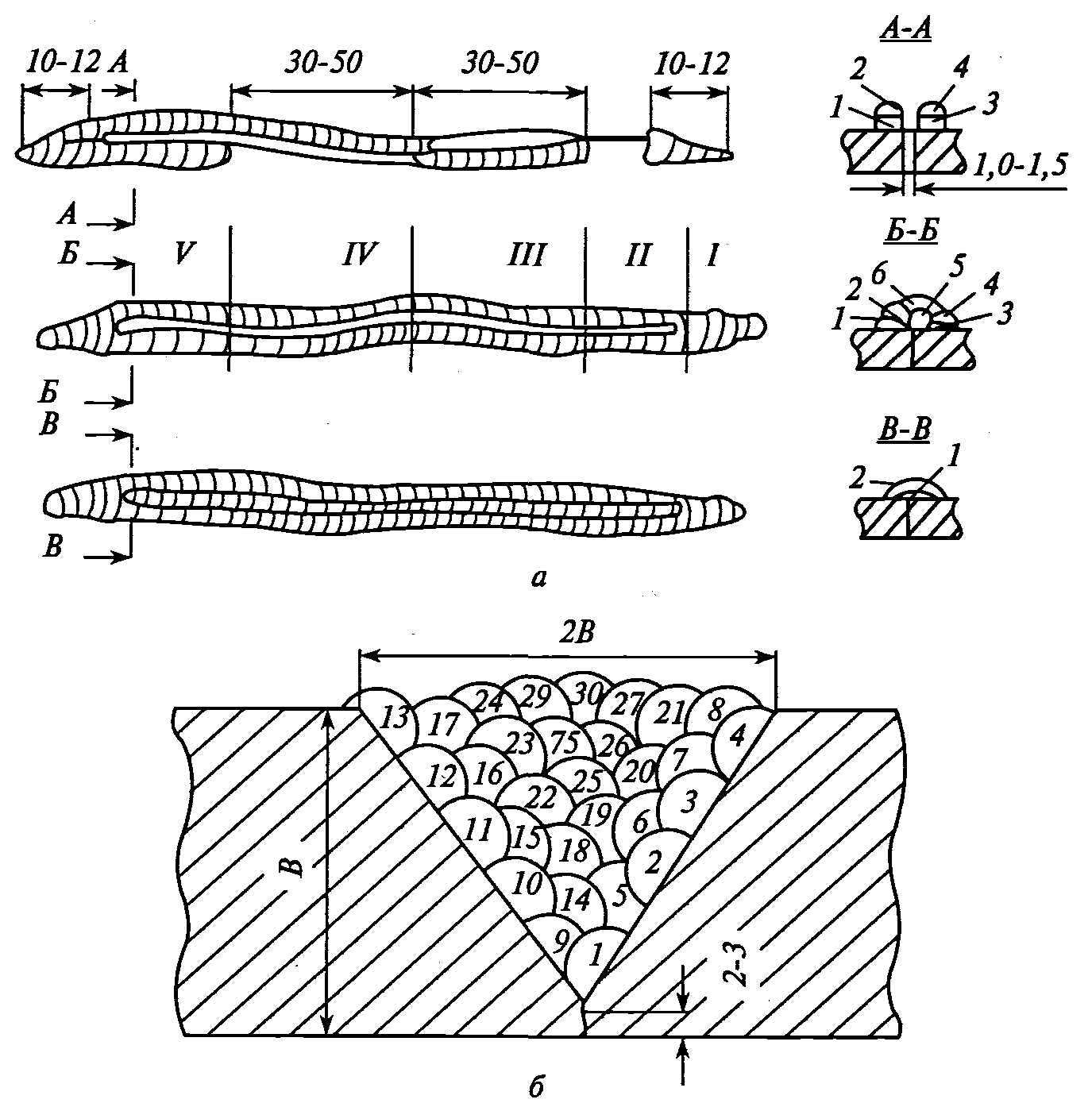
Рис. 13.13. Схема наложения валиков при сварке чугунных корпусных деталей:
а — трещина в тонкостенной детали (без разделки кромок трещины); б — трещина в толстостенной детали (с разделкой кромок трещины); В — толщина стенки детали; 1, 2, 3,..., 30 — номера валиков; I, II, III, IV, V — номера участков
Так же наплавляют подготовительные валики и на других участках, дают им охладиться до температуры 30... 50°С, счищают с них шлак и в такой же последовательности, как и при наплавке скосов, соединяют валики центральными (соединительными) валиками. Заполнение шва на каждом участке проводят с перерывом для охлаждения.
Холодная сварка может осуществляться:
электродами МНЧ-1 (63% № + 37% Си) со специальным фтористо-кальциевым покрытием. Процесс сварки выполняется электродами диаметром 3...4 мм на постоянном токе 140... 150А обратной полярности, короткой дугой, участками 20...30 мм, которые сразу же проковываются. Вместо медно-никелевых электродов можно также использовать железоникелевые электроды типа ЖНБ; электродами ЦЧ-4, представляющими собой сварочную проволоку Св-08 или Св-08А с фтористо-кальциевым покрытием, содержащим титан или ванадий, которого в наплавленный металл переходит до 9,5%. Процесс ведется электродами диаметром 3...4 мм на постоянном токе 120... 150А обратной полярности при напряжении 20 В. Перед сваркой рекомендуется подогреть деталь до 150...200°С, а после наложения валиков сразу же их проковывать; электродами ОЗЧ-1, представляющими собой медную электродную проволоку с фтористо-кальциевым покрытием, содержащим железный порошок. Процесс сварки рекомендуется вести на постоянном токе 150... 160А обратной полярности и напряжении 20В, короткой дугой, небольшими участками по 30...60 мм. После сварки каждый участок необходимо проковывать и продолжать ее после охлаждения шва до 50...60°С.
Особенности сварки деталей из алюминия и его сплавов. Особенности сварки этих деталей состоят в следующем:
очень плохая сплавляемость алюминия (температура плавления алюминия 658 °С) из-за образования на его поверхности тугоплавкой окисной пленки (А1203), температура плавления которой 2050°С. Окислы снижают механическую прочность деталей. Для их удаления применяют флюсы типа АФ-4А, в состав которых входят хлористый натрий (28%), хлористый калий (50%), хлористый литий (14%) и фтористый натрий (8%);
при нагреве до 400...450°С алюминий сильно теряет свою прочность, и деталь может разрушиться даже от легкого удара;
алюминий, как и чугун, не имеет пластического состояния и при нагреве сразу переходит из твердого состояния в жидкое. Алюминиевые сплавы в расплавленном состоянии активно растворяют водород, который при быстром охлаждении не успевает покинуть расплавленный металл и создает в нем поры и раковины. Источник появления водорода — это влага, для удаления которой рекомендуется прогреть детали;
коэффициент линейного расширения алюминия в 2, а теплопроводность в 3 раза больше, чем у стали, что способствует появлению значительных внутренних напряжений, которые приводят к деформациям в свариваемых деталях. Для уменьшения внутренних напряжений целесообразно подогревать перед сваркой детали до температуры 250... 300 °С и медленно охлаждать после сварки.
Для деталей из алюминия и его сплавов рекомендуются следующие способы сварки:
неплавящимся вольфрамовым электродом в среде аргона (аргонодуговая сварка). В качестве присадочного материала используют сплавы алюминия. В зависимости от толщины деталей используют электроды диаметром 1...5 мм, силу сварочного тока — 45... 280А, напряжением — 22... 24В. Расход аргона колеблется в пределах 4... 12 л/мин. Сварку ведут на переменном токе без применения флюса;
электродами ОЗА-2 (сплава алюминия) и ОЗА-1 (технического алюминия) на постоянном токе обратной полярности, короткой дугой (электродуговая сварка). Сила тока выбирается из расчета 35...45А на 1 мм диаметра электрода. Стержень электрода изготавливают из алюминиевой проволоки. Электрод имеет покрытие АФ-4А;
ацетиленокислородным нейтральным пламенем (газовая сварка) с использованием флюса АФ-4А. Присадочный материал должен быть того же состава, что и основной металл. В момент расплавления основного и присадочного материалов пленку окислов разрывают с помощью стального крючка.

