




 |
Таблица 3.
 |
Продолжение таблицы 3.
8.2. Технологические свойства металлических порошков
К основным технологическим свойствам металлических порошков относится: насыпная масса, текучесть и прессуемость.
Насыпная масса одного и того же порошка металла будет различной в зависимости от способа получения и является объемной характеристикой, которая определяется массой единицы объема свободно насыпанного порошка в граммах на см3. Постоянство насыпной массы обеспечивают постоянную усадку при спекании.
Для изготовления конструкционных деталей следует применять металлические порошки с большей насыпной массой (мелкая фракция), а для получения пористых изделий следует применять металлические порошки с малой насыпной массой (крупная фракция).
Текучесть металлических порошков – характеризует скорость прохождения порошка через отверстие определенного диаметра (1,5-4 мм). Текучесть оказывает большое влияние на равномерность заполнения пресс-формы, на скорость уплотнения при прессовании. Текучесть ухудшается при уменьшении частиц порошка и повышении влажности.
Прессуемость металлических порошков – их способность уплотняться, приобретать и удерживать нужную форму при действии сжимающих усилий.
Методы производства металлокерамических изделий
Холодное прессование – наиболее распространенный способ формования и состоит из ряда операций:
1) приготовления шихты;
2) дозировки и засыпки шихты в пресс-формы;
3) прессования;
4) выпрессовки.
Приготовление шихты состоит из очистки порошков от примесей, предварительного отжига и смешивания их. В металлические порошки вводят технологические присадки (парафин, стеарин, олеиновую кислоту), облегчающие прессование и получение заготовок высокого качества, легкоплавкие присадки (ускоряющие спекание), различные летучие вещества (для получения деталей с заданной пористостью).
1. Холодное прессование подразделяют:
- одностороннее прессование (рис.8.1.);
- двухстороннее прессование (рис.8.2.).
Одностороннее прессование
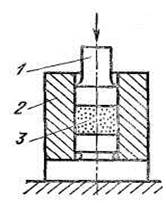 |
Под влиянием давления частицы порошка перераспределяются, образуя плотную упаковку, деформируются упруго, и в конечный момент уплотнение происходит за счет пластической деформации частиц или их хрупкого разрушения. Давление по высоте прессуемой детали становится неравномерным ввиду влияния сил трения, что приводит к неравномерной плотности детали.
Рис. 8.1. Схема одностороннего прессования:
1 – пуансон; 2 – пресс-форма; 3 – металлический порошок.
Получают: сплошные детали простой конфигурации при отношении H/D < 2.
Двухстороннее прессование
Осуществляется взаимным движением навстречу друг другу двух пуансонов. При данном прессовании для достижения одинаковой средней плотности требуется усилие на 30-40% меньше, чем при одностороннем.
 |
Получают: детали при отношении H/D > 2.
Рис. 8.2. Схема двухстороннего прессования:
1 – пуансон; 2 – пресс-форма; 3 – металлический порошок.
2. Гидростатическое прессование (рис.8.3.)
 |
Металлический порошок 3, заключенный в эластичную или металлическую оболочку 2, подвергают всестороннему обжатию жидкостью в специальных установках высокого давления 1 (10-30 атм).
Рис. 8.3. Схема гидростатического давления.
Этим методом можно получать материалы с высокой равномерно распределенной плотностью, а также заготовки и детали больших габаритов.
3. Мундштучное прессование (рис.8.4.)
 |
Применяют для получения металлокерамических изделий с большим отношением длины к диаметру. Форма изделия задается формой матрицы и может быть любой сложности.
Рис. 8.4. Схема мундштучного прессования:
1 – плунжер пресса; 2 – пуансон; 3 – стальной стакан; 4 – конус;
5 – матрица; 6 – спрессованная заготовка; 7 – порошок.
Изделия, полученные этим способом, имеют равномерную плотность.
При прессовании в шихту добавляют до 10% пластификатора (парафина).
4. Прокатка металлических порошков (рис.8.5.)
Методом прокатки получают спрессованную ленту, которую подвергают спеканию.
 |  |  | |||
Металлические порошки прокатывают в вертикальном и горизонтальном направлениях.
Рис. 8.5. Прокатка металлических порошков:
1 – бункер; 2 – порошок; 3 – валки; 4 – лента (полоса).
Объем порошка при прокатке уменьшается в несколько раз. Плотность получаемой ленты зависит от величины и соотношения диаметра валиков к толщине прокатываемой ленты (обычно выбирают в пределах от 100:1 до 300:1).
Прокаткой получают 2-, 3-хслойные ленты толщиной 0,025-3,0 мм и шириной 300 мм.
Горячее прессование
Технологически совмещаются формообразование и спекание заготовки.
Температура горячего прессования составляет обычно 0,6-0,8Тпл порошка. Благодаря нагреву уплотнение протекает гораздо интенсивнее, что позволяет значительно снизить усилие прессования.
Горячее прессование применяют для изготовления деталей из твердых сплавов и специальных жаропрочных материалов, а также для деталей с большой разницей диаметральных размеров и толщин.
Основная сложность горячего прессования – это выбор материала пресс-форм, который должен иметь достаточную прочность при температуре прессования и не должен вступать в реакцию с прессуемым порошком.
1) При температуре 500-600 0С применяют жаропрочные стали;
2) при 800-900 0С – твердые сплавы;
3) при температуре до 2600 0С – графит.
Низкая производительность и малая стойкость пресс-форм ограничивает применение горячего прессования. Его используют, когда другие методы малоэффективны.

