




При этом методе обработки используют электрические импульсы большой длительности (500-10000 мкс), в результате чего происходит дуговой разряд. Большие мощности импульсов обеспечивают высокую производительность процесса.
Электроимпульсную обработку целесообразно применять:
- при предварительной обработке штампов, турбинных лопаток, твердосплавных деталей, фасонных отверстий и т. д.
Электроконтактная обработка
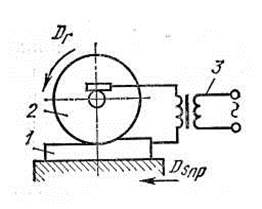 |
Электроконтактная обработка (рис. 7.2.) основана на локальном нагреве заготовки в месте ее контакта с электродом-инструментом и удалении размягченного, или даже расплавленного металла, из зоны обработки механическим способом при относительных движениях заготовки и инструмента. Источником образования теплоты в зоне обработки являются импульсные дуговые разряды.
Рис. 7.2. Схема электроконтактной обработки плоской поверхности.
1 – заготовка; 2 – инструмент-электрод; 3 – трансформатор.
Обработку рекомендуют применять:
- для обработки крупных деталей из углеродистых и легированных сталей, чугунов, цветных сплавов, тугоплавких и специальных сплавов.
Электрохимические методы обработки
Электрохимическая обработка основана на явлении анодного растворения, происходящего при электролизе. При прохождении постоянного электрического тока через электролит на поверхности заготовки, включенной в электрическую цепь и являющейся анодом, происходит химическая реакция, и поверхностный слой металла превращается в химическое соединение, переходящее в раствор, который удаляется механическим способом.
Разновидностями электрохимической обработки являются:
- полирование;
- размерная обработка.
Электрохимическая размерная обработка
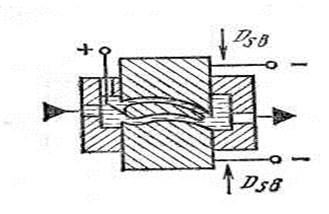 |
Особенностью метода (рис. 7.3.) является обработка в струе электролита (NaCl), прокачиваемого под давлением через межэлектродный промежуток, образуемый обрабатываемой заготовкой-анодом и инструментом-катодом. При этом способе одновременно обрабатывается вся поверхность заготовки, находящаяся под активным воздействием катода, что обеспечивает высокую его производительность.
Рис. 7.3. Схема электрохимической размерной обработки.
Участки заготовки, не требующие обработки, изолируют. Инструменту придают форму, обратную форме обрабатываемой поверхности. Формообразование поверхности происходит по методу отражения (копирования), при котором отсутствует износ инструмента, т. к. им является струя электролита.
ТЕМА 8. Изготовление заготовок деталей из композиционных порошковых материалов

