




Основные понятия и определения
Сваркой называют технологический процесс получения неразъемных соединений посредством установления межатомных связей между соединяемыми частями при их нагревании и (или) пластическом деформировании.
Сварку применяют для соединения однородных и разнородных материалов и сплавов, металлов с неметаллическими материалами (керамикой, стеклом, графитом и др.), а также пластмасс.
Физическая сущность процесса сварки заключается в установлении прочных межатомных или молекулярных связей между частицами соединяемых заготовок.
Для возникновения межатомных или межмолекулярных связей требуется выполнить следующие условия:
- тщательная очистка свариваемых поверхностей от окислов, инородных включений и загрязнения;
- активация состояния поверхности с целью ослабления связей поверхностных атомов;
- сближение соединяемых поверхностей.
Реализация условий обеспечивается введением определенной энергии, которая сообщается в виде теплоты, упруго пластической деформации и электронного, ионного и других видов облучения.
Согласно ГОСТ 19521 – 74 все сварочные процессы классифицируются по физическим, техническим и технологическим признакам.
По первому признаку сварку подразделяют на три класса.
1 термический класс – виды сварки, осуществляемые плавлением с использованием тепловой энергии (дуговая, электрошлаковая, газовая, плазменная, электронно-лучевая и др.).
2 термомеханический – виды сварки, осуществляемые с использованием тепловой энергии и давления (контактная, диффузионная, газопрессовая, печная и др.).
3 механический – виды сварки, осуществляемые с использованием механической энергии и давления (холодная, взрывом, ультразвуковая, трением, магнитоимпульсная).
Все виды сварки образуют 4 основных типа соединений (рис. 6.1.):
а) стыковое соединение – соединение торцов свариваемых деталей;
б) соединение внахлестку – соединение боковых поверхностей свариваемых деталей;
в, г) тавровые и угловые соединения – соединение торца одной детали с боковой поверхностью другой детали.
 |
Рис. 6.1. Типы сварных соединений.
 |
Стыковые соединения различают по виду предварительной подготовки кромок. В зависимости от способа сварки и толщины свариваемого металла производят различную подготовку кромок (рис. 6.2.):
Рис. 6.2. Форма подготовки кромок под сварку.
- при толщине металла 1 - 3 мм – применяют отбортовку без зазора, высота бортика 2,5 мм;
- при толщине металла 1 - 4 мм – сварку применяют без разделки кромок при зазоре до 2 мм;
- при толщине металла 3 - 60 мм – сваривают с односторонней
V -образной разделкой кромок, см. рис. 6.2.(а);
- металл с толщиной 10 – 60 мм – сваривают с односторонней
U - чашеобразной разделкой кромок, см. рис. 6.2.(б);
- при толщине металла 8 – 120 мм – рекомендуется двухсторонняя
Х - образная разделка кромок, см. рис. 6.2.(в);
- при толщине металла 15 – 100 мм – рекомендуется двухсторонняя
U - чашеобразная разделка кромок, см. рис. 6.2.(г)
Широкое применение сварки объясняется его технико – экономическими преимуществами:
1) Экономия металла и ускорение производственного процесса по сравнению с другими способами соединения металлических частей.
2) Снижение стоимости продукции.
3) Сварка позволяет получать более рациональные конструкции при использовании различных профилей проката, а также сочетании литых, штампованных заготовок с различным прокатом.
Используют сварку при ремонтных и восстановительных операциях, а также при исправлении брака литых деталей.
Виды сварки плавлением
Дуговая сварка
Этопроцесс соединения металлических деталей, при котором источником тепла является электрическая дуга.
 |
Электрическая дуга – непрерывный поток электронов и ионов, образованный между электродами в газовой среде.
Процесс зажигания дуги включает 3 этапа (рис. 5.3.):
Рис. 6.3. Схема процесса зажигания дуги:
1 – электрод; 2 – заготовка; 3 – электроны; 4 – ионизированные молекулы газа (и паров металла); 5 – катодное пятно; 6 – дуга; 7 – анодное пятно.
а) короткое замыкание электрода (1) на заготовку (2);
б) отвод электрода на расстояние 3-6 мм, начало эмиссии (излучения) электронов электрода (3), их столкновение с молекулами газов атмосферы (4) – начало их ионизации;
в) устойчивое горение дуги (6).
В практике применяют следующие схемы дуговой сварки (рис. 6.4.).
а) Сварка неплавящимся электродом.
Дуга возбуждается между вольфрамовым или угольным электродом (1) и изделием (3).
б) Сварка плавящимся электродом.
Дуга прямого действия – между электродом (1) и изделием (3).
в) Сварка косвенной дугой.
Дуга горит между двумя плавящимися электродами (1).
г) Сварка трехфазной дугой.
 |
Дуга горит между плавящимися электродами (1) и изделием (3).
Рис. 6.4. Схемы электродуговой сварки:
1 – электрод; 2 – дуга прямого действия; 3 – соединяемые заготовки;
4 – присадочный металл; 5 – косвенная дуга; 6 – трехфазная дуга.
Температура электронной дуги зависит от материала электродов и состава газов дугового промежутка: При угольных электродах на катоде оно составляет около 3200 0С, на аноде 3900 0С, при металлических электродах соответственно 2400 оС и 3600 оС. В центре дуги по ее оси температура достигает 6000-7000 оС.,при механизированной сварке в СО2 8000 0К, для сварки в Аr – 10000-12000 0К, а в Не доходит до 20000 0К.
Способы дуговой сварки
В промышленности наиболее распространены три основных способа дуговой сварки:
- ручная дуговая сварка со специальным покрытием;
- автоматическая дуговая сварка под флюсом;
- дуговая сварка в защитных газах.
 |
Ручная дуговая сварка (Рис. 6.5.)
Рис. 6.5. Схема ручной дуговой сварки:
1 – основной металл; 2 – шлаковая кромка; 3 – сварной шов;
4 – шлаковая ванна; 5 – газовая защитная атмосфера;
6 – покрытие электрода; 7 – стержень электрода;
8 – электродуга; 9 – сварочная ванна.
Электроды представляют собой проволочные стержни с нанесенным на них покрытием. Покрытие образует жидкий шлак, который обеспечивает защиту сварочной ванны от вредного воздействия окружающей среды, удаляемый механическим способом.
Покрытия электродов, согласно ГОСТ 9466-75, подразделяются на кислые, основные, целлюлозные, рутиловые и прочие, которые облегчают ионизацию дуги и способствует устойчивому ее горению и при расплавлении является средой, через которую осуществляется раскисление и легирование наплавленного металла с требуемым химическим составом и механическими свойствами.
Выбор режима РДС
Основными параметрами определяющие режимы сварки, являются диаметр электрода и величина сварочного тока.
Диаметр электрода (dэ) выбирается в зависимости от толщины свариваемого металла S:
S, мм 1 – 2 3 – 5 4 – 10 12 – 24 и более
dэ, мм 2 – 3 3 – 4 4 – 5 5 – 6
Величину сварочного тока (Iсв.) выбирают в зависимости от диаметра и типа металла электрода:
Iсв. = kdэ, (А),
где k – опытный коэффициент, равный 40 – 60 для электродов со стержнем из низкоуглеродистой стали и 35 – 40 для электродов со стержнем из высокоуглеродистой стали;
dэ – диаметр электрода, мм.
Плазменная сварка
Плазменная сварка - процесс сварки плавлением, при которой соединение деталей осуществляется при нагреве плазменной струей.
 |
Плазменная струя - направленный поток ионизированных частиц газа, имеющий температуру 10000 – 20000 0С. Плазму получают, пропуская поток газов через столб электрической дуги (рис. 6.6.). В качестве плазмообразующего газа используют аргон, водород и азот.
Рис. 6.6. Схема плазменной сварки.
Газовая сварка
Газовая сварка - процесс сварки плавлением, при котором место соединения нагревают до расплавления высокотемпературным газовым пламенем (рис. 6.7.).
 |
Рис. 6.7. Схема газовой сварки:
1 – свариваемые детали, 2 – присадочная проволока, 3 –мундштук,
4 – газовое пламя,5 – горелка.
Сварочную ванну образуют металлы соединяемых заготовок и присадочный материал, который вводят в пламя газовой горелки. Газовое пламя получают при сгорании горючего газа в атмосфере технически чистого кислорода. В качестве горючего газа наиболее широко применяют ацетилен (С2Н2), так как он обеспечивает получение пламени с более высокой температурой горения – 32000С. Ацетилено-кислородное пламя состоит из трех зон (рис. 6.8.).
Существует 3 вида пламени в зависимости от соотношения О2 к С2 Н2:
Если β=VO2/V С2 Н2=1,0 – 1,3 – это нормальное пламя;
Β ›1 - окислитель;
Β ‹1- науглероживающие.
 |
Рис. 6.8. Распределение температуры нормального ацетилено-кислородного пламени:
1– ядро пламени, 2 – средняя зона (сварочная),
3 – факел пламени (окислительная).
Нормальным пламенем сваривают большинство сталей. При увеличенном содержании углерода, пламя обладает окислительными свойствами и может быть использовано только при сварке латуни. При увеличении содержания ацетилена пламя становится коптящим, такое пламя называют науглероживающим и применяют для сварки чугуна и цветных металлов, так как в этом случае компенсируется выгорание углерода.
6.2.4. Электронно-лучевая сварка
 |
Сущность сварки состоит в использовании для нагрева и расплавления свариваемых кромок кинетической энергии электронов, движущихся с высокими скоростями в вакууме (рис. 6.9.).
Рис. 6.9. Схема сварки электронным лучом.
Достоинством сварки электронным лучом является высокая концентрация энергии на поверхности детали, что позволяет проплавлять заготовки толщиной до 200 мм, из всех материалов, чаще всего из разнородных и для соединения тугоплавких и химически активных металлов.
Виды сварки давлением
Контактная сварка
Сущность процесса заключается в совместном термическом деформационном воздействии на соединяемые детали.
Существуют следующие основные способы контактной сварки:
- стыковая сварка (сопротивлением и оплавлением);
- точечная сварка;
- шовная сварка;
- рельефная сварка.
1. Стыковая сварка сопротивлением - метод контактной сварки, при которой детали соединяются по всей поверхности соприкосновения (рис. 6.10.).
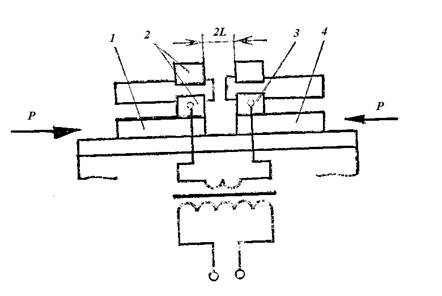 |
Рис. 6.10. Контактная стыковая сварка:
1,4 –неподвижные плиты; 2,3 – зажимы.
Детали, зажатые в электродах сварочной машины, сжимают с силой Р за счет перемещения плит, для обеспечения физического контакта свариваемых поверхностей. Затем включают ток, металл разогревают до пластического состояния, далее его деформируют до образования неразъемного соединения. Этим способом сваривают:
Сталь, СИ,АL и их сплавы,нихром- детали компактного сечения d ≤ 40 мм.
2. Стыковая сварка оплавлением – метод сварки, при котором детали сближают с одновременным включением тока. В момент сближения торцов начинается процесс расплавления единичных выступов. По мере продолжающегося сближения деталей число контактов непрерывно растет и заканчивается когда обе торцовые поверхности будут покрыты тонким и равномерным слоем жидкого металла. Процесс происходит очень быстро и для оплавления всей торцевой поверхности детали в зависимости от сечения необходимо затратить 0,5-3 с (рис. 6.11).
 |
Рис. 6.11. Последовательность процесса оплавления.
Область применения: Сталь, СИ,АL и их сплавы, стержни, трубы, профильный прокат Fдо 100000 мм2(для стали).
3. Точечная сварка – это способ контактной сварки, при которой детали соединяются в отдельных точках (рис. 6.12.).
 |
При точечной сварке детали соединяются внахлестку и зажимают с усилием между двумя медными электродами, через которые подводят ток к месту сварки.
Рис. 6.12. Принципиальная схема контактной точечной сварки:
1,2 – соединяемые заготовки; 3 – пятно контакта; 4 – медные электроды.
Область применения: листы с S ≤ 6 мм, профиль + лист(обшивка), литые заготовки + лист, черные и цветные сплавы, штампованные детали.
4. Шовная сварка - это модернизированный вид точечной сварки. Так же как при точечной сварке, детали соединяют внахлёстку, так же зажимают между медными электродами, только электроды выполнены в виде роликов. При отсутствии вращения электродов-роликов при пропускании тока образуется сварная точка. Если роликам сообщить вращательное движение с одновременным пропусканием тока, то получают перекрывающие друг друга сварные точки, образующие сплошной герметичный шов.
Область применения: черные и цветные сплавы, листы, емкости, герметичные конструкции с толщиной листа S ≤ 4 мм.
Диффузионная сварка
При диффузионной сварке соединение образуется в результате взаимной диффузии атомов в поверхностных слоях контактирующих материалов, находящихся в твердом состоянии (рис. 6.13.).
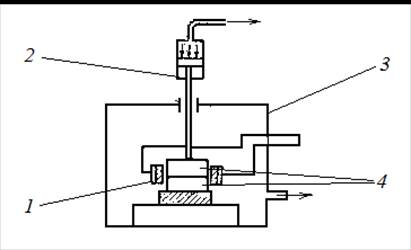 |
Рис. 6.13. Схема процесса диффузионной сварки:
1 – нагреватель; 2 – сжимающие устройство (гидравлическое или пневматическое); 3 – вакуумная камера; 4 – свариваемые детали.
Температура нагрева в вакууме при сварке близка к температуре рекристаллизации более легкоплавкого материала и способствует очистке поверхностей деталей. После достижения требуемой температуры к деталям прикладывают сжимающие усилие, что увеличивает площадь контакта. Поверхность должна быть тщательно очищена от окислов и загрязнений.
Достоинством сварки является возможность создания соединения материалов с существенно различными свойствами (сталь с алюминием, чугуном, вольфрамом, титаном и металлокерамикой и т.д.). Можно соединять детали по сложным рельефным поверхностям.
Сварка взрывом
Способ сварки взрывом позволяет получать соединения на большой площади в течение очень короткого времени и не требует сложного оборудования (рис. 6.14.).
При взрыве заготовка 3 движется по направлению к неподвижной пластине 4, со скоростью 2000 м/сек.
Прочность соединений выше прочности соединяемых материалов.
Параметрами сварки является скорость детонации D, нормальная скорость VH метаемой пластины.
 |
Рис. 6.14. Схема процесса сварки взрывом:
1 – детонатор; 2 – взрывчатое вещество; 3,4 – заготовки.
Чем ↑ D/VH тем ↑ γ
Сварку взрывом используют при изготовлении заготовок биметалла, плакировке поверхностей конструкционных сталей металлами и сплавами с особыми физическими свойствами. Целесообразно применять сварку в сочетании со штамповкой и ковкой.
Холодная сварка
Холодная сварка - это процесс сварки давлением, при котором соединение деталей приводится при значительной пластической деформации без применения внешнего нагрева. Деформация в процессе сварки достигает 70-80%. Холодной сваркой можно осуществлять соединение внахлёстку и встык. Металл деталей деформируется с помощью пуансонов (при сварке внахлёстку) или без них (при сварке встык) (рис. 6.15.). В процессе деформации плёнка окислов и другие загрязнения поверхности выдавливаются в периферийную область, а между соединяемыми поверхностями устанавливаются межатомные связи, т.е. происходит сварка деталей.
 |
Рис. 6.15. Схемы холодной сварки:
а - внахлестку: 1 – листы, 2 – пуансоны, 3 – направляющие;
б - встык: 1 - соединяемые стержни, 2 - зажимное устройство, 3 – грат.
Холодную сварку применяют для соединения заготовок из цветных металлов и сплавов, для сварки приводов, шин, токопроводов.
Сварка трением
Соединение деталей происходит за счет взаимного перемещения (трения) соединяемых поверхностей (рис. 6.16.).
 |
После достижения температуры пластического состояния, трение прекращают и прикладывают усилие, осуществляя совместное деформирование свариваемых кромок.
Рис. 6.16. Схема процесса сварки трением.
Основными параметрами сварки трением являются скорость вращения и величина осевого усилия сжатия.
Сварку трением применяют при изготовлении составного режущего инструмента, сварки различных валов, труб и строительных арматур.
Ультразвуковая сварка
 |
Процесс получение неразъемного соединения за счет совместного воздействия на свариваемые детали ультразвуковых колебаний с частотой до 70 кГц и небольших сдавливающих усилий. При достижении определенной температуры и сближении поверхностей на расстояние действия межатомных сил, возникает прочная связь (рис. 6.17.).
Рис. 6.17. Схема ультразвуковой сварки:
1 – преобразователь; 2 – сварочный наконечник; 3,5 – система сжатия
(пневматическая, гидравлическая или механическая); 4 – деталь.
Ультразвуковой сваркой можно получать точечные и шовные соединения внахлестку, а также соединение по контуру металлов в однородных и разнородных сочетаниях с достаточно высокой прочностью.

