




Сущность процесса литья по выплавляемым моделям состоит в следующем. Из легкоплавких модельных составов в специальных пресс-формах изготавливают модели деталей и литниковой системы. Их соединяют в блок моделей, на который в несколько слоев наносят суспензию (оболочковое покрытие), состоящую из огнеупорной основы и связующего раствора. Каждый слой суспензии обсыпают сухим песком и просушивают, вследствие чего из модели образуется тонкостенная оболочка-форма. Далее следует выплавление моделей, прокаливание формы и заливка ее металлом.
Литье по выплавляемым моделям по сравнению с литьем в песчаные формы имеет ряд преимуществ:
1) отливки получаются с высокой степенью чистоты поверхности (3-6 классы шероховатости по ГОСТу 2789-73), без пригара за счет применения в технологическом процессе специального керамического покрытия;
2) с высокой точностью (5-7 класс) размеров и в ряде случаев даже без припусков на механическую обработку (в частности, из сплавов, которые не подвергаются или плохо поддаются механической обработке); высокая точность отливок достигается применением неразъемных моделей;
3) возможность изготавливать отливки самой сложной конфигурации весом от нескольких граммов до нескольких десятков килограммов, со стенками толщиной до 0,5 мм.
Получение отливок сложной конфигурации с тонкими стенками возможно за счет заливки металла в горячие формы, имеющие температуру 900-10500 С.
Технологический процесс литья по выплавляемым моделям (рис. 4.7.)
1. Модельный состав (парафин, буроугольный воск, торфяной битум, канифоль, мочевина и т.д.) в пастообразном состоянии запрессовывают в пресс-формы. После затвердевания модельного состава пресс-формы раскрывают и модели охлаждают в воде.
2. Модели собирают в блоки с общей литниковой системой припаиванием, приклеиванием или механическим скреплением (2-100 моделей).
3. Изготовление формы путем многократного погружения модельного блока в специальную жидкую огнеупорную смесь, состоящую из связующего вещества, пылевидного кварца и других компонентов, с последующей обсыпкой кварцевым песком и отвердеванием на воздухе (обычно наносят от 5 до 12 слоев).
4.
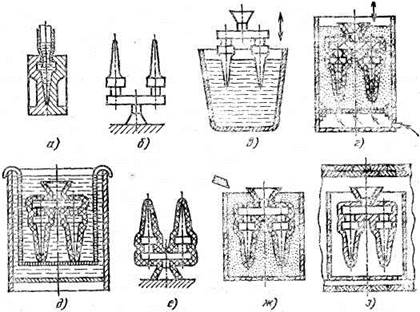 |
Рис. 4.7. Схема последовательных операций формовки при литье по выплавляемым моделям:
а – запрессовка модельного состава в пресс-форму; б – сборка моделей в блоки; в – погружение модели в огнеупорную смесь; г – обсыпка модели кварцевым песком и отвердевание на воздухе; д – удаление моделей из форм (в горячей воде или с помощью пара); е – тонкостенные литейные формы (после удаления модельного состава); ж – формовка литейных форм в опоки;
з – прокаливание форм в печи.
1.
2.
3.
4. Удаление модельной массы (состава) из формы, погружая в горячую воду, нагретую модельную массу или с помощью нагретого пара.
5. Формовка литейных форм в опоки.
6. Прокаливание в печи в течение 6-8 часов при температуре 850-9500 С для удаления остатков модельного состава, спекания частичек огнеупорного материала, испарения воды.
7. Заливка форм сразу же после прокалки в нагретом состоянии. Заливка может быть свободной, под действием центробежных сил, в вакууме и т.д.
8. Охлаждение и освобождение отливок.
9. Контроль (люм-контроль, рентген-контроль).

