




6.6.1. Основные понятия
Основным методом изготовления зубьев является метод обкатки. Этот метод применяется при изготовлении зубьев: фрезерованием червячной фрезой (рис. 40); обработкой долбяком (рис. 41), нарезанием зубчатой рейкой (рис. 42); накаткой зубьев – шлифованием или шевингованием.
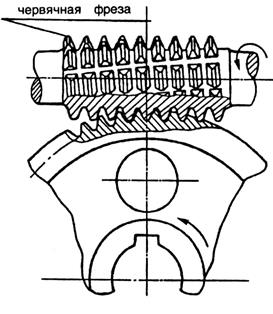
Рис. 40. Нарезание зубьев червячной фрезой
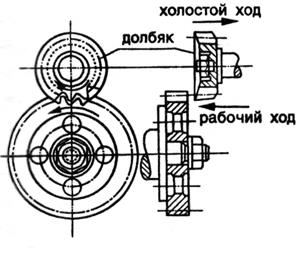 Рис. 41. Нарезание зубьев долбяком
Рис. 41. Нарезание зубьев долбяком
| 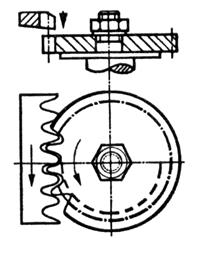 Рис. 42. Нарезание зубьев зубчатой рейкой
Рис. 42. Нарезание зубьев зубчатой рейкой
|
Методом обкатки получают зубчатые колеса, имеющие высокую точность профиля и шага, а сам метод является наиболее производительным.
Самым простым и универсальным инструментом для метода обкатки является инструментальная рейка. Боковые участки зубьев рейки, образующие эвольвентный профиль на нарезаемом колесе, выполнены прямолинейными (рис. 43), так как прямые  можно рассматривать как частные случаи эвольвент при
можно рассматривать как частные случаи эвольвент при  .
.
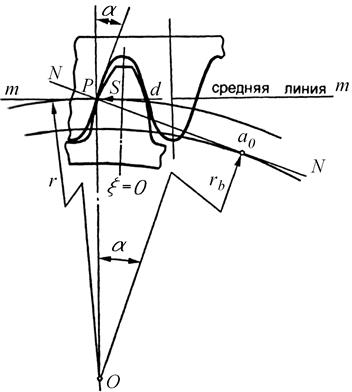
Рис. 43. К определению делительной окружности
Эвольвента зуба cd образуется при обкатке некоторой прямой (центроиды) рейки mm без скольжения по окружности (центроиде) заготовки r.
Окружность радиуса r, по которой катится без скольжения прямая mm рейки в процессе изготовления зубчатого колеса, называется делительной (производственной) окружностью. Она отличается от начальных окружностей, появляющихся в процессе зацепления двух зубчатых колес. Каждое зубчатое колесо, имея только одну делительную окружность, может образовывать несколько начальных окружностей разного диаметра при зацеплении с различными колесами.
Очевидно, что шаг по дуге делительной окружности р = Pp. Так как  , то:
, то:
 . (6.4)
. (6.4)
Здесь  называется модулем зацепления.
называется модулем зацепления.
Модуль зацепления является одним из основных параметров зубчатого колеса и выражается в миллиметрах. С целью сокращения количества инструмента значение модулей m стандартизовано. Размеры инструментальной рейки – так называемый исходный контур инструментальной рейки – также стандартизованы в долях модуля зацепления (рис. 44).
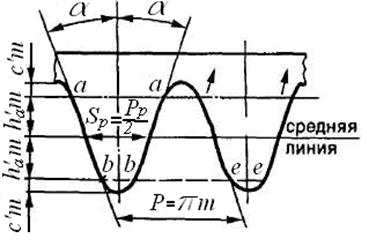
Рис. 44. Инструментальная рейка
Прямолинейный участок профиля рейки выполнен в пределах 2h'am; закругление для формирования галтели зуба – на участке с'т.
Здесь: h'a – коэффициент высоты зуба;
с' – коэффициент радиального зазора;
 – угол профиля рейки.
– угол профиля рейки.
Для основного контура h'a = 1, с' = 0,25 и = 20 °. ГОСТ предусматривает при необходимости применение укороченного контура (h'a = 0,8; с' = 0,3; = 20 °).
На средней линии толщина зуба равна половине шага рейки, т. е.
 .
.
6.6.2. Способы обработки зубьев при методе обкатки
При обработке резанием форма режущего инструмента (инструментального колеса (долбяка, шевера) или инструментальной рейки) методом обкатки сходна с формой зубчатого колеса или зубчатой рейки, зубьям которых приданы режущие свойства.
Процесс резания (шлифования, шевингования) происходит при возвратном движении инструментального колеса или рейки вдоль оси зуба или при вращении червячной фрезы. Относительные движения в окружном направлении заготовки будущего колеса и режущего инструмента такие же, как и при зацеплении уже нарезанного колеса с другимзубчатым колесом или зубчатой рейкой (сходными с инструментальными).
Так как эвольвентное колесо может работать в паре с любым зубчатым колесом, то и инструмент по методу обкатки пригоден для изготовления любого зубчатого колеса (при одинаковой высоте зуба, точнее, при одинаковом модуле).
При образовании зубьев методом накатки (рис. 45) заготовка зубчатого колеса z диаметром примерно – (da+df)/2, часто предварительно нагретая токами высокой частоты, прокатывается между валками.
Валки сходны с эвольвентными зубчатыми колесами (рис. 45, а, б) или с зубчатыми рейками (рис. 45, в), получающими вместе с заготовкой принудительный обкат с постоянным передаточным отношением таким же, как и в готовом зубчатом зацеплении.
а) 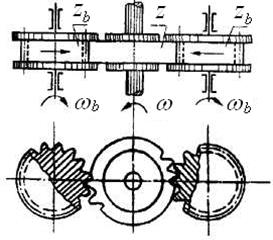 б)
б) 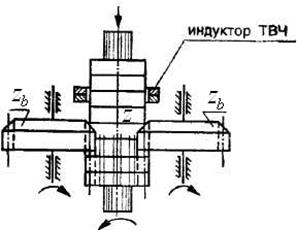
в) 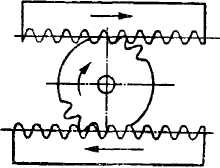
Рис. 45. Схемы изготовления зубчатых колес методом накатки:
а)накатка с радиальной подачей; б) пакетная накатка с протягиванием;
в) накатка двумя рейками
Деформируя заготовку, валки образуют на ней зубья за счет пластического течения металла, вытесняемого из впадин зубчатого колеса. Волокна металла при этом не перерезаются, а поверхность зубьев упрочняется, что способствует повышению прочности зубчатого колеса.
Недостатком этого вида обработки является пока невысокая точность получаемого зубчатого колеса по сравнению с другими видами зубонарезания методом обкатки.
6.6.3. Установка рейки при нарезании и виды зубчатых колес
При нарезании зубчатого колеса возможны три случая установки инструментальной рейки:
1) средняя линия рейки касается и обкатывается без скольжения по делительной окружности нарезаемого колеса (заготовки) –  (рис. 46, а);
(рис. 46, а);
|
|
|
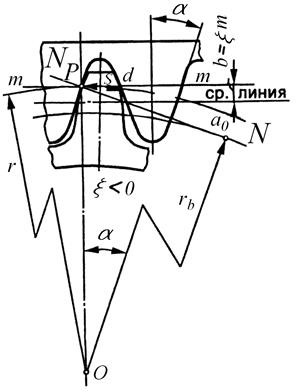
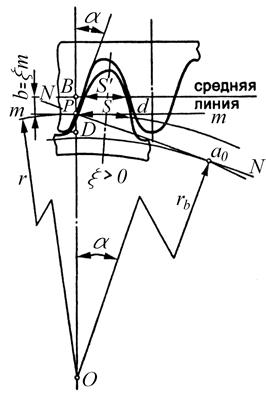
Рис. 46. Положение зубчатой рейки:
а) без смещения; б) с положительным смещением; в) с отрицательным смещением
2) по делительной окружности обкатывается без скольжения некоторая прямая mm, расположенная ближе к вершинам зубьев рейки и смещенная от средней линии рейки на величину  , где
, где  – коэффициент смещения. В этом случае говорят, что рейка отодвинута от центра колеса на величину
– коэффициент смещения. В этом случае говорят, что рейка отодвинута от центра колеса на величину  (рис. 46, б);
(рис. 46, б);
3) по делительной окружности обкатывается прямая mm, смещенная к основаниям зубьев рейки на величину  , где
, где  (рис. 46, в).
(рис. 46, в).
В первом случае образуется после нарезания нулевое колесо (), во втором – положительное ()и в третьем – отрицательное () колесо.
Большее из зацепляющихся зубчатых колес обычно называют колесом, меньшее – шестерней.

