




При выборе или проектировании того или иного типа конвейеров в первую очередь опираются на физические свойства транспортируемого груза. Все грузы подразделяют на две категории: штучные и насыпные.
Штучные грузы характеризуются следующими показателями: габаритными размерами, массой, коэффициентом трения об опорные поверхности. Учитываются также и особые свойства конкретного груза (хрупкость, взрыво- и пожароопасность, ядовитость, температура, форма груза, загрязненность, наличие острых выступов и другие особые характеристики).
Насыпные грузы характеризуются рядом таких показателей, которые можно оценить количественно: крупностью кусков, крепостью, их однородностью по размерам, плотностью, насыпной массой, коэффициентами внешнего и внутреннего трения, влажностью, температурой, подвижностью. Не менее важен учет и качественных показателей насыпных транспортируемых грузов, таких как слеживаемость, смерзаемость, абразивность, повреждаемость, ядовитость, гигроскопичность, взрывоопасность, возгораемость, пыление и другие особые характеристики.
Крупность куска определяется его наибольшим размером амах (табл. 2.1).
Таблица 2.1
Классификация насыпных грузов по крупности кусков
| НАИМЕНОВАНИЕ ГРУЗОВ | РАЗМЕР КУСКОВ аmax, мм |
| Крупнокусковые | >150 |
| Среднекусковые | 50 – 150 |
| Мелкокусковые | 10 – 50 |
| Зернистые | 2,5 – 10 |
| Мелкозернистые | 0,5 – 2,5 |
| Порошкообразные | 0,05 – 0,5 |
| Пылевидные | < 0,05 |
Распределение кусков (частиц) груза по крупности (гранулометрический состав) определяют методом ситового анализа: взятую пробу пропускают через различные сита c постепенно уменьшающимися отверстиями для получения различных фракций.
Характер однородности грузов по размеру amax позволяет разделить их на сортированные и рядовые.
Сортированные грузы характеризуются средним размером куска:
аср=(aбmax+ aмmin)/2, (2.1)
где aбmax и aмmin – наибольшие размеры самого большого и самого маленького кусков. При этом груз считается сортированным, если
aбmax / aмmin < 2,5. (2.2)
Рядовые грузы характеризуются размером наибольшего куска aбmax, если кусков с размерами (0,8…1) aбmax более 10% в пробе, взятой из массы груза. Если в пробе окажется значительное количество (не менее 10%) кусков с размером меньше 0,8 aбmax, то такой груз характеризуется размером куска, ближайшим к наибольшему. Для рядовых грузов
аб max/ ам min > 2,5. (2.3)
Плотность груза в массиве определяется взвешиванием куска груза в его естественном состоянии  , т/м3. При переработке груза он обычно дробится (разрыхляется). Разрыхленный груз характеризуется насыпной плотностью
, т/м3. При переработке груза он обычно дробится (разрыхляется). Разрыхленный груз характеризуется насыпной плотностью  , т/м3 , которая зависит от степени его измельчения. Плотность в массиве всегда больше разрыхленной плотности :
, т/м3 , которая зависит от степени его измельчения. Плотность в массиве всегда больше разрыхленной плотности :
kр = / , (2.4)
где kр – коэффициент разрыхления (табл. 2.2).
Таблица 2.2
Характеристика грузов по степени разрыхления
| Вид груза | Коэф. разрыхления, kр |
| Мягкая (земля, песок, растительный грунт, суглинок) | 1,1…1,3 |
| Мягкая меловая и мергель | 1,35 |
| Уголь | 1,4 |
| Скальная средней крепости (руда, сланец) | 1,5…1,6 |
| Крепкая скальная | 1,65…1,8 |
Насыпной плотностью груза называется масса его свободно насыпанных частиц (кусков) в 1 м3 занимаемого объема. Различают следующие категории насыпных грузов:
< 0,6 т/м3 – легкие грузы;
0,6 < < 1,1 – средние грузы;
1,1 < < 2 – тяжелые грузы;
> 2 т/м3 – весьма тяжелые.
Крепость транспортируемого груза определяется пределом прочности частиц груза по шкале М. М. Протодьяконова при одноосном нагружении сжатием:
kпр =  , МПа, (2.5)
, МПа, (2.5)
где  - предел прочности при сжатии, МПа.
- предел прочности при сжатии, МПа.
Пределы прочности некоторых материалов представлены в табл. 2.3.
Таблица 2.3
Классификация грузов по крепости кусков
| Характеристика грузов | kпр |
| В высшей степени крепкие породы: наиболее крепкие и вязкие кварциты и базальты | |
| Очень крепкие породы: кварцевый порфит, очень крепкий гранит, самые крепкие песчаники и известняки | |
| Крепкие породы: гранит и гранитовые породы, очень крепкие железные руды, песчаники и известняки | |
| Довольно крепкие породы: обыкновенный песчаник, железные руды | |
| Средние породы: некрепкий песчаник и известняк | |
| Довольно мягкие породы: мягкий известняк, мел, каменная соль, гипс, мерзлый грунт, антрацит | |
| Мягкие породы: - глина плотная, мягкий каменный уголь - легкая песчанистая глина, гравий | 0,8 |
| Землистые породы: растительная земля, торф, сырой песок | 0,6 |
| Сыпучие породы: песок, насыпная земля, добытый уголь | 0,5 |
Коэффициент внутреннего трения fв характеризует силу трения между частицами насыпного груза.
Коэффициент наружного трения fн характеризует силу трения насыпного груза о поверхность соприкасающегося c ним другого тела. В табл. 2.4 приведены коэффициенты наружного трения некоторых строительных грузов по резине и стали.
Таблица 2.4
Коэффициенты наружного трения некоторых материалов
| Строительные материалы | fн по резине | fн по стали |
| Мелкокусковой гипс | 0,75 | 0,70 |
| Сухая мелкокусковая глина | 0,90 | 0,85 |
| Рядовой округлый гравий | 0,85 | 0,80 |
| Грунтовая сухая земля | 0,90 | 0,85 |
| Древесные опилки | 0,65 | 0,40 |
| Сухой песок | 0,45 | 0,55 |
| Сухой цемент | 0,64 | 0,45 |
| Каменноугольный сухой шлак | 0,50 | 0,45 |
| Сухой щебень | 0,60 | 0,50 |
Влажность насыпного груза  в определяется высушиванием взятой пробы при температуре 105°С до постоянной массы (т.е. полного испарения влаги) и вычисляется по формуле
в определяется высушиванием взятой пробы при температуре 105°С до постоянной массы (т.е. полного испарения влаги) и вычисляется по формуле
в =[(mв – mс)/mс]100%, (2.6)
где mв – масса влажной пробы, кг; mс – масса высушенной пробы, кг.
Подвижность является характерной особенностью сыпучих материалов. Подвижность сыпучих материалов характеризуется углом их естественного откоса, т. е. углом наклона к горизонтальной плоскости образующей конуса свободно насыпанного (без падения с высоты) материала. Угол естественного откоса зависит от многих факторов: крупности частиц, их формы, влажности, липкости, коэффициента внутреннего трения и др. В процессе транспортирования грузы испытывают толчки, сотрясения, что уменьшает давление частиц друг на друга и соответственно силу внутреннего трения между частицами. Поэтому подвижность частиц характеризуют углом естественного откоса в покое  и углом естественного откоса в движении
и углом естественного откоса в движении  . Можно считать
. Можно считать  0,5 .
0,5 .
Угол естественного откоса влияет на площадь поперечного сечения груза на ленте, а следовательно, на производительность конвейера.
Слеживаемостью называется свойство терять сыпучесть при длительном хранении в неподвижном состоянии. Подвержены слеживаемости грузы цемента, извести, глины, соды, снега и т. п.
Смерзаемостью называется свойство насыпных грузов, содержащих влагу, образовывать при низких температурах монолитную массу c полной потерей сыпучести.
Липкостью насыпных грузов называется свойство прилипать к поверхности соприкасающегося c ним твердого тела.
Указанные свойства грузов существенно увеличивают затраты мощности на их транспортирование, разгрузку, очистку конвейеров и др.
Острокромочностью обладают грузы, состоящие из кусков c острыми твердыми кромками. Такие грузы способствуют интенсивному абразивному износу элементов конвейеров.
Скорость витания частиц транспортируемого груза является исходным определяющим параметром при выборе и расчете пневмотранспортных установок.
Скорость витания определяет минимальную скорость воздушного потока, при которой частицы груза удерживаются во взвешенном состоянии потоком воздуха. Скорость витания частиц груза зависит от плотности частиц и их размера и формы. Скорости витания частиц некоторых грузов представлены в табл. 2.5.
Таблица 2.5
Скорости витания некоторых грузов
| Виды грузов |  , м/с , м/с
| Виды грузов | , м/с
| |
| Антрацит-штыб | 7,5 | Песок | 8,5…17,5 | |
| Глинозем | 0,46 | Порода | 8,2 | |
| Зола | 0,85 | Цемент | 5,5 | |
| Мел в порошке | 7,2 | Опилки | 7,5 |
Дополнительные свойства: ядовитость, коррозионная активность, округлая форма, пыление, волокнистость, повреждаемость, биологическая активность, взрывоопасность, самовозгораемость, высокая температура, гигроскопичность. Эти свойства в ряде случаев решающим образом влияют на выбор способа непрерывного транспортирования.
Более подробно теоретический материал по транспортируемым грузам изложен в [3, с. 378…385; 4, с. 5…15].
2.4. ЛЕНТОЧНЫЕ КОНВЕЙЕРЫ
Ленточными конвейерами называют машины непрерывного транспорта, несущим и тяговым органом которых является гибкая лента.
Ленточные конвейеры применяют во многих отраслях промышленности и различных производств для перемещения насыпных и штучных грузов на расстояния от малых (1…2 м) до больших (2000…2500 м).
Ленточные конвейеры имеют такие достоинства, как высокая производительность; возможность перемещать грузы по сложным пространственным трассам на большие расстояния (5…10 км) с разгрузкой в любой точке трассы; простота конструкции и возможность автоматизации контроля за работой ленточных конвейеров; высокая надежность и невысокие удельные затраты на транспортирование грузов.
Определенные трудности эксплуатации ленточных конвейеров возникают при транспортировании липких и тяжелых штучных грузов. Обеспечение равномерности натяжения ленты по ширине, контроль за возможностью проскальзывания ленты на тяговом барабане, большая трудоемкость замены ленты при ее износе существенно могут влиять на трудоемкость обслуживания и эксплуатационные затраты.
Классификация ленточных конвейеров представлена в табл. 2.6.
Конструкция ленточного конвейера (рис. 2.2) в типичном исполнении состоит из рамного металлического каркаса (става) 1, опирающегося на неподвижное основание. На каркасе монтируются следующие элементы конвейера: рядовые роликоопоры 2; поддерживающие роликоопоры 3; специальные роликоопоры 4; приводная станция 5; натяжная станция 6; кольцевая транспортирующая лента 7; загрузочный бункер 8; очистное устройство 9; разгрузочное устройство 10.
Таблица 2.6
Классификация ленточных конвейеров
| ПРИЗНАК КЛАССИФИКАЦИИ | ОПИСАНИЕ ПРИЗНАКА КЛАССИФИКАЦИИ |
| По области применения | Общего назначения, специальные (в составе других машин), подземные, горные |
| По виду трассы | Горизонтальный, наклонный (до 20°), крутонаклонный (до 45°), пространственный |
| По расположению | Стационарный, полустационарный, передвижной, специальный |
| По виду несущей ветви | Верхняя, нижняя, обе несущие |
| По форме транспортирующей поверхности ленты | Плоская, желобчатая (треугольная, трапециевидная, дуговая) |
| По типу ленты | Стальная, проволочная, кожаная, хлопковая, композиционная (резинотросовые, резинотканевые, гладкие, рифленые, огнестойкие) |
| По способу разгрузки | Концевой, промежуточный |
| По типу привода | Одноприводной, многоприводной, барабанный, ленточный, магнитный |
| По виду транспортируемого груза | Сыпучий, скальный, штучный |
| По способу натяжения ленты | Винтовой, пружинно-винтовой, грузовой |

Рис. 2.2. Схема ленточного конвейера
Рядовые роликоопоры (рис. 2.3) выполняются однороликовыми для плоской рабочей поверхности ленты и двух-, трех-, пятироликовыми для желобчатой рабочей поверхности ленты. Поддерживающие роликоопоры обычно выполняются одинарными.

Рис. 2.3. Виды роликоопор: а – однороликовая; б – двухроликовая;
в – трехроликовая; г - пятироликовая
Специальные роликоопоры (рис. 2.4) устанавливаются в отдельных местах для центрирования ленты, для изменения направления трассы, для амортизации в местах загрузки, для очистки ленты.

Рис. 2.4. Специальные роликоопоры: а – схема центрирующей роликоопоры; б – амортизирующая роликоопора
Роликоопоры должны быть прочными, долговечными, иметь небольшую массу, малое сопротивление вращению, удобны в эксплуатации. Диаметры роликов [4] рекомендуется выбирать в зависимости от ширины ленты и насыпной плотности грузов.
Приводная станция конвейера (рис. 2.5,а) состоит из двигателя 1, передающего крутящий момент упругой муфтой 2 на редуктор 3, который в свою очередь передает преобразованный крутящий момент зубчатой муфтой 4 на тяговый барабан 5. Тяговый барабан приводит в движение охватывающую его транспортирующую ленту силой трения. Для увеличения силы трения (сцепления) ленты с барабаном наружную поверхность последнего футеруют материалом с большим коэффициентом трения по резине.
При большом сопротивлении движению ленты сила трения (тяговое усилие) может оказаться недостаточной, что приводит к проскальзыванию барабана, перегреву ленты, ее разрушению и возможному возгоранию. Для повышения тягового усилия увеличивают угол охвата лентой барабана (рис. 2.5,б), применяют двухбарабанный привод (рис. 2.5,в), прижимают ленту к барабану прижимными роликами или прижимной лентой (рис. 2.5,г и рис. 2.5,д).

Рис. 2.5. Приводы ленточных конвейеров: а - схема приводной станции; б – схема приводного барабана с увеличенным углом охвата; в – схема двухбарабанного привода; г – схема привода с прижимным роликом ленты; д – схема привода с прижимной лентой
Для снижения растягивающих усилий в ленте применяют установку промежуточных приводов (рис. 2.6). Эпюра натяжения тягового органа в этом случае (рис. 2.6 – пунктирная линия) имеет существенно меньшую амплитуду, чем эпюра натяжений без промежуточных приводов.

Рис. 2.6. Эпюры натяжений ленты при установке промежуточных приводов
Для уменьшения возможности схода ленты с приводного и натяжного барабанов при небольшой непараллельности их осей барабанам придают бочкообразность со стрелой выпуклости образующих барабанов 3…5 мм. Долговечность ленты существенно зависит от радиуса изгиба ее на барабане. С этой целью принимают оптимальное соотношение диаметра барабана и толщины ленты Dб = (120…150) z, где z – количество слоев кордной ткани в ленте.
Натяжная станция предназначена для создания минимального натяжения ленты, при котором обеспечиваются устойчивое сцепление с тяговым барабаном и необходимая сила тяги для преодоления сопротивлений перемещению ленты. В процессе эксплуатации конвейера натяжное устройство должно компенсировать вытяжку ленты без снижения силы тяги. Конструкции натяжных устройств разнообразны, но все они реализуют два способа устранения ослабления натяжения ленты: периодический и непрерывный. В первом случае используются винтовые, реечные, рычажно-пружинные и др. натяжные устройства. Во втором случае применяются грузовые и автоматические натяжные устройства с электрическим, гидравлическим или пневматическим приводами. Автоматические натяжные устройства могут увеличивать натяжение ленты в 1,3-1,5 раза на период пуска конвейера для разгона вращающихся масс роликоопор и оптимизировать натяжение при установившемся режиме. Грузовые натяжные устройства обеспечивают постоянство необходимого расчетного натяжения ленты.
Кольцевая транспортирующая лента является наиболее ответственным и дорогостоящим элементом конвейера. Стоимость ленты составляет до 50% стоимости всего конвейера. Ленты подразделяются на резинотканевые, резинотросовые, цельнометаллические и специальные. В строительной индустрии наибольшее распространение получили резинотканевые ленты. Тяговый каркас такой ленты состоит из нескольких слоев ткани специального плетения, соединенных между собой тонкими резиновыми прослойками. Ткань может быть выполнена из хлопчатобумажных или синтетических нитей. С внешних сторон каркас защищен привулканизированными к нему эластичными обкладками. Прочность ленты на разрыв обусловлена прочностью нитей основы (продольных нитей) и числом слоев ткани в каркасе. Число слоев ткани влияет на жесткость и способность ленты образовывать желобчатость на роликоопорах. Жесткая лента будет плохо прилегать к роликам, интенсивно изнашиваться по краям, в местах перегиба наступает ее быстрое расслоение. В зависимости от условий эксплуатации конвейера лента должна обладать прочностью при растяжении и изгибе, малым упругим и остаточным удлинением, высоким сопротивлением абразивному износу, достаточной продольной и поперечной гибкостью, способностью противостоять старению и усталостному изнашиванию. Надежность работы конвейерной ленты в значительной степени зависит от качества соединения ее концов (стыка), которое должно отвечать тем же требованиям, что и сама лента. Стыки лент могут быть разъемными и неразъемными. Неразъемные стыки получают вулканизацией или с помощью заклепок. Разъемные стыки выполняют на петлях, на крючках, на болтах с пластинами.
Загрузочные устройства на конвейере должны обеспечивать его заданную производительность и долговечность ленты. Место загрузки является основным местом износа и повреждения ленты. Для устранения вредного воздействия груза на ленту (рис. 2.7) поток груза направляют сначала на наклонные стенки загрузочного бункера или колосники, которые пропускают мелкие фракции груза, а крупные куски скатываются по ним и гасят свою энергию.
Для снижении энергии удара падающих крупных фракций материала в местах загрузки устанавливают амортизирующие роликоопоры с меньшим шагом, чем рядовые.

Рис. 2.7. Схемы загрузочных устройств: а – с наклонным лотком; б – с ленточным питателем; в – с загрузкой из бункера через виброплощадку; г – с вибрационным питателем; д – с барабанным питателем
Устройства очистки ленты предусмотрены для очистки от налипающего на нее материала, создания нормальных условий работы и повышения срока службы ленты конвейера. При плохой очистке ленты нарушается сцепление ее с барабаном, стабильность движения, повышается износ, затрудняется работа конвейера в целом. Очистные устройства (рис. 2.8) можно разделить на следующие типы: скребковые (рис. 2.8,а), щеточные (рис. 2.8,б), винто-лопастные (рис. 2.8,в), вибрационные, гидравлические и пневматические.

Рис. 2.8. Схемы очистных устройств: а – скребкового типа;
б – щеточного типа; в – винтолопастного типа
Разгрузочные устройства позволяют принимать поток материала как с концевой ветви конвейера, так и в любой точке трассы. При разгрузке с концевого барабана (рис. 2.9) расположение устройства для приема материала должно учитывать траекторию движения и дальность полета отдельных кусков и струи груза в целом.

Рис. 2.9. Схема разгрузки с концевого барабана
Промежуточная разгрузка насыпных и штучных грузов может производиться плужковыми сбрасывателями (рис. 2.10). Недостатки плужковых сбрасывателей (увеличение износа ленты, значительные местные сопротивления, ограничение скорости ленты) при их простоте устройства потребовали применения более сложных устройств для промежуточной разгрузки.

Рис. 2.10. Схема разгрузки плужковым сбрасывателем
Таковыми стали самоходные двухбарабанные разгрузочные тележки (рис. 2.11). Тележка перемещается по рельсовому пути на своих ходовых колесах с собственным приводом. При сходе ленты с верхнего барабана груз с нее поступает в приемный бункер, из которого с помощью шибера направляется в правую или левую разгрузочную воронку.

Рис. 2.11. Схема двухбарабанной разгрузочной тележки
Остановы применяют для предотвращения самопроизвольного движения ленты загруженного наклонного конвейера при отключении двигателя. Наиболее простую конструкцию имеют ленточные остановы, в которых закрепленная одним концом на раме стопорная лента затягивается самопроизвольно движущейся вниз лентой под барабан и останавливает конвейер. Недостатком такого останова является быстрый износ стопорной ленты. Надежными и долговечными являются храповые и роликовые остановы. Они сложнее по конструкции и требуют дополнительной защиты от загрязнения стопорных элементов.
Определение параметров конвейера производится при проектировании, ремонте или выборе необходимого типоразмера ленточного конвейера из серийно выпускаемых. Обычно требуется для заданной производительности П (т/час) при горизонтальной и вертикальной дальностях перемещения L (м) и Н (м) определенного груза рассчитать и выбрать параметры комплектующих элементов конвейера: ширину ленты Вл, число слоев корда в ленте z, диаметры барабанов D6 и роликоопор Dpo, мощность электродвигателя и частоту вращения вала, передаточное число и типоразмер редуктора. На практике возникает необходимость решать и обратную задачу: по известным параметрам комплектующих элементов конвейера определить его производительность для различных условий работы и вида транспортируемого материала.
Теоретическую производительность горизонтального конвейера П определяют как произведение площади поперечного сечения потока материала на ленте Sл (м2) на ее скорость движения Vл (м/с):
П = 3600 Sл Vл, м3/ч, (2.7)
или
П = 3600 Sл Vл  , т/ч, (2.8)
, т/ч, (2.8)
где - насыпная плотность материала, т/м3.
При расчете производительности наклонного конвейера необходимо учитывать возможность ее уменьшения за счет некоторого ссыпания материала под уклон в зависимости от степени подвижности материала соответствующим коэффициентом [4].
Площадь сечения потока материала на ленте зависит от ширины ленты Вл, типа роликоопор, угла наклона боковых роликов  , угла естественного откоса материала в движении
, угла естественного откоса материала в движении  и может быть вычислена по следующим формулам:
и может быть вычислена по следующим формулам:
однороликовая опора:
Sл = 0,25 b2 tg , м2 ; (2.9)
двухроликовая опора при угле наклона роликов :
=15°  Sл = b2 (0,062+0,230 tg ), м2 , (2.10)
Sл = b2 (0,062+0,230 tg ), м2 , (2.10)
=20° Sл = b2 (0,125+0,125 tg ), м2 ; (2.11)
трехроликовая опора при угле наклона боковых роликов :
=20° Sл = b2 (0,068+0,223 tg ), м2 , (2.12)
=30° Sл = b2 (0,096+0,214 tg ), м2 , (2.13)
=45° Sл = b2 (0,13+0,17 tg ), м2 . (2.14)
Обозначив числовые коэффициенты и tg через коэффициент ks, получим общую формулу площади потока материала на ленте
S = ks b2, м2 , (2.15)
где коэффициент ks зависит от угла естественного откоса материала в движении, количества и угла наклона роликов в роликоопоре.
Скорость движения ленты выбирается в зависимости от характеристики транспортируемого груза, его плотности и гранулометрического состава, сохранности груза, ширины и долговечности ленты, способа загрузки и разгрузки на ленте, производительности конвейера и условий его эксплуатации. Высокие скорости ленты позволяют обеспечить высокую производительность, уменьшить ширину ленты, при этом снижается линейная нагрузка на конвейер и уменьшается натяжение ленты конвейера. Все это ведет к снижению его стоимости. Но есть и недостатки: при больших скоростях ленты необходимо более высокое качество изготовления роликоопор; движение ленты менее устойчиво; наблюдается более интенсивное просыпание груза; возрастает опасность сбегания ленты с роликоопор; увеличивается износ ленты в местах загрузки; повышается опасность воспламенения ленты при пробуксовке ее на барабане или при трении о неподвижные предметы; может изменяться качество транспортируемого продукта; порошковые и пылевидные грузы могут интенсивно распыляться. Диапазон скоростей ленты при разгрузке через головной барабан, с учетом всего ранее сказанного, составляет 1…8 м/с. Большие значения скоростей лент назначают при транспортировании зернистых и мелкокусковых грузов и ширине лент 2000…3000 мм. Для узких лент (400…650 мм) скорости принимают 1,0…2,5 м/с соответственно.
Ширина ленты определяется по производительности конвейера и должна быть проверена по условию обеспечения минимальной ширины ленты в зависимости от кусковатости груза. Рекомендуется минимальную ширину ленты для рядового груза принимать равной
Вл  2а + 200, мм, (2.16)
2а + 200, мм, (2.16)
а для сортированного
Вл 3,3а + 200, мм, (2.17)
где а - размер наибольшего куска.
Расчетная ширина ленты горизонтального конвейера может быть получена по формуле
 , мм. (2.18)
, мм. (2.18)
Необходимая прочность ленты при известной ширине достигается за счет числа слоев корда z в ленте и рассчитывается по формуле
 , (2.19)
, (2.19)
где Fmax - максимальное усилие натяжения ленты, Н; n - коэффициент запаса прочности для ленты общего назначения, который принимается равным 8…10;  - предел прочности на разрыв 1 см ширины одного слоя корда. Его величина зависит от типа ткани кордного слоя. Так, для ленты БКНЛ – 100 прочность на разрыв = 1 кН/см; для БКНЛ – 150 - = 1,5 кН/см; для ТЛК – 200 - =2 кН/см.
- предел прочности на разрыв 1 см ширины одного слоя корда. Его величина зависит от типа ткани кордного слоя. Так, для ленты БКНЛ – 100 прочность на разрыв = 1 кН/см; для БКНЛ – 150 - = 1,5 кН/см; для ТЛК – 200 - =2 кН/см.
Усилие натяжения ленты по ее периметру различно. Минимальное натяжение ленты будет на сбегающей с ведущего барабана ветви Fmin = Fсб. Величину этого натяжения обычно задают натяжным устройством по условию провисания ленты под действием собственного веса и веса находящегося на ней груза так, чтобы стрела прогиба ленты Ул = 0,03 Lнpo (здесь Lнpo - шаг установки рядовых роликоопор). Эпюра натяжения ленты конвейера простой конфигурации показана на рис. 2.12. Изменение величины натяжения ленты при обходе ее по контуру обусловлено различными сопротивлениями, действующими при движении ленты.
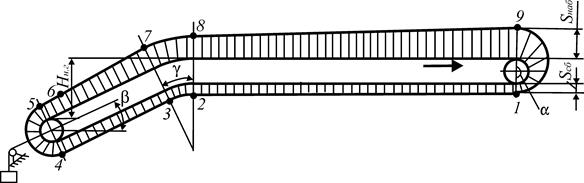
Рис. 2.12. Эпюра натяжений ленты конвейера
Такими характерными сопротивлениями, создающими в ленте конвейера дополнительное натяжение, называют следующие (начиная от точки минимального натяжения - 1):
- сопротивление от перемещения ленты по роликоопорам на горизонтальном, прямолинейном участке 1 – 2 без груза;
- сопротивление на криволинейном выпуклом участке 2 – 3 без груза;
- сопротивление на наклонном прямолинейном участке 3 – 4 без груза;
- сопротивление на участке 4 – 5 от взаимодействия ленты с натяжным барабаном;
- сопротивление от взаимодействия ленты с грузом в момент загрузки (участок 5 – 6);
- сопротивление от перемещения ленты с грузом на наклонном прямолинейном участке 6 – 7;
- сопротивление на криволинейном участке 7 – 8 при движении ленты с грузом;
- сопротивление на горизонтальном прямолинейном участке 8 – 9 при движении ленты с грузом.
Прибавляя к минимальному усилию натяжения ленты последовательно усилия сопротивления движению ленты, можно определить усилие натяжения ленты в любой ее точке. Максимальное усилие натяжения ленты (точка 9) Fmax определяет необходимое число слоев корда в ленте.
Условие нормальной работы конвейера предполагает надежную (без проскальзывания) передачу необходимого окружного усилия с барабана приводной станции на ленту. Это условие зависит не только от мощности двигателя, но и от тяговой способности приводного барабана. Требование к приводной станции конвейера состоит в том, чтобы в набегающей на барабан ленте создать усилие Fнб> Кзап· Fmax, где Кзап = 1,3. Способность барабана обеспечить это условие определяется его тяговым фактором:
Т = е  , (2.20)
, (2.20)
где  - полный тяговый коэффициент приводного барабана, который обеспечивает его способность передавать тяговое усилие ленте без буксования; е - основание натурального логарифма;
- полный тяговый коэффициент приводного барабана, который обеспечивает его способность передавать тяговое усилие ленте без буксования; е - основание натурального логарифма;  - коэффициент трения скольжения ленты по барабану;
- коэффициент трения скольжения ленты по барабану;  - угол охвата барабана лентой, рад.
- угол охвата барабана лентой, рад.
При полном использовании силы сцепления между натяжениями в набегающей Fнаб и в сбегающей Fсб ветвях ленты существует зависимость
Fнб = Fсб  , Н. (2.21)
, Н. (2.21)
Максимальное тяговое усилие, которое способен передать приводной барабан без пробуксовки ленты при известном натяжении в сбегающей ветви Fcб:
 , Н. (2.22)
, Н. (2.22)
Для исключения возможности пробуксовки при всех режимах работы конвейера привод должен иметь коэффициент запаса сцепления kc = 1,3…1,4.
W ≤ Fокр = Fо мах / kс, Н, (2.23)
где Fокр - рекомендуемое тяговое усилие привода, Н; W – сопротивления движению ленты.
Мощность приводного двигателя по допустимому тяговому усилию рассчитывают по формуле
Nдв =  , Вт, (2.24)
, Вт, (2.24)
где Vл — скорость ленты, м/с; η пр — КПД приводной станции; kз — коэффициент запаса установочной мощности, k3 = 1,0…1,2.
Более подробно теоретический материал по ленточным конвейерам изложен в [3, с. 405…435; 4, с. 54…94].
2.5. ВИНТОВЫЕ КОНВЕЙЕРЫ
Винтовыми конвейерами называют машины непрерывного транспорта, в которых перемещение груза осуществляется по желобу шнеком - вращающимся валом, снабженным винтовой поверхностью обычной или специальной конфигурации. Винтовые конвейеры с обычной винтовой поверхностью широко применяются для транспортирования на небольшие расстояния (до 50 м) сыпучих пылевидных, зернистых и мелкокусковых грузов в строительной, химической, пищевой, сельскохозяйственной и других отраслях промышленности. Конвейеры со специальным шнеком могут использоваться для транспортирования тестообразных, вязких материалов на расстояние 5…10 м. В этом случае конвейер при его остановке необходимо освобождать от материала.
Винтовые конвейеры обладают такими положительными свойствами, как простота и надежность конструкции, компактность и возможность загрузки - разгрузки в любой точке трассы, возможность транспортирования экологически опасных грузов путем герметизации желоба, возможность транспортировать грузы по наклонным трассам вплоть до вертикальных, простота в эксплуатации. Эти конвейеры позволяют совмещать некоторые технологические операции (смешивание, дозирование) с перемещением грузов.
Недостатки винтовых конвейеров: повышенный расход энергии вследствие трения транспортируемого груза о желоб и шнек, интенсивный износ рабочих поверхностей конвейера при перемещении абразивных материалов, небольшая дальность транспортирования и сравнительно небольшая производительность. Винтовые конвейеры не рекомендуются для перемещения материалов, которые легко крошатся и теряют при этом свои потребительские свойства.
Классификация винтовых конвейеров представлена в табл. 2.7
Таблица 2.7
Классификация винтовых конвейеров
| ПРИЗНАК КЛАССИФИКАЦИИ | ОПИСАНИЕ ПРИЗНАКА КЛАССИФИКАЦИИ |
| По назначению | Перемещение сыпучих, тестообразных, опасных грузов
 Смешивание, дозирование, сушка грузов Смешивание, дозирование, сушка грузов
|
| По виду трассы | Горизонтальная, наклонная, вертикальная |
| По конструкции шнека | Сплошной, лопастной, ленточный, фасонный, спиральный, многозаходный |
Устройство винтового конвейера серийного исполнения показано на рис. 2.13. Конвейер состоит из закрытого неподвижного желоба 1, внутри которого на опорах 2, 3, 4 размещен винт (шнек) 5. Шнек приводится во вращение через редуктор 6, муфты 7 и 8 - электродвигателем 9. Загрузка конвейера осуществляется через загрузочную воронку 10, разгрузка – через промежуточную 11 или концевую 12 воронки.

Рис. 2.13. Схема винтового конвейера
Желоб имеет форму полуцилиндра с увеличенными боковыми стенками, закрытого крышкой. Обычно желоб собирается из секций длиной по 2 – 3 м. В местах стыка секций устанавливаются для шнека подвесные опоры 3 с подшипниками. Свободные концы начальной и конечной секций желоба закрыты торцевыми стенками, на которых установлены опоры 2 и 4. Подшипник опоры 4 выполнен как упорный и предназначен для восприятия осевой силы шнека. Подшипник опоры 2 – проходной, для соединения шнека с помощью муфты 8 с выходным валом редуктора 6. Если шнек конвейера будет реверсироваться, подшипник 2 должен быть радиально-упорным. Начальная секция желоба имеет на крышке загрузочную воронку 10, а конечная секция – разгрузочную воронку 12 в днище желоба. Промежуточные разгрузочные воронки с затворами могут быть установлены на любых секциях в соответствии с технологическим процессом.
Шнек для удобства сборки также состоит из секций. Вал шнека выполняется из трубы, к которой крепится винтовая поверхность. Так как винтовая поверхность не раскладывается на плоскость, ее выполняют отдельными фрагментами из листовой стали толщиной 3 – 6 мм и соединяют сваркой между собой и с валом. Винтовая поверхность может быть сплошной (рис. 2.14,а) для транспортирования сухих порошковых и мелкозернистых грузов; в виде ленты (рис. 2.14,б) – для мелкокусковых грузов; в виде фасонной спирали (рис. 2.14,в) - для тестообразных грузов или в виде отдельных лопастей (рис. 2.14,г) – для тестообразных грузов с одновременным интенсивным их перемешиванием.

Рис. 2.14. Виды винтов: а – с сплошной винтовой поверхностью; б - с винтовой поверхностью в виде ленты; в - с винтовой поверхностью в виде фасонной спирали; г - с винтовой поверхностью в виде отдельных лопастей
Радиальный зазор между желобом и шнеком выполняют в зависимости от характера транспортируемого материала в диапазоне от 3 до 8 мм. По числу спиралей шнеки могут быть одно-, двух- и трехзаходными. Для транспортирования грузов шнеки имеют спирали одного направления – правого или левого, при смешивании грузов - разных направлений (рис. 2.15).
|
|

Рис. 2.15. Схемы винтовых конвейеров: а) для транспортирования; б) перемешивания грузов
Подвесные опоры шнека должны быть небольшого диаметра и длины. Расположенные в них подшипники должны быть хорошо защищены от проникновения транспортируемого материала и иметь смазочные устройства. Это требование распространяется и на подшипниковые узлы концевых опор.
В приводе горизонтальных конвейеров используются серийные цилиндрические редукторы с разнесенными или соосными валами. В последнем случае привод получается более компактным. Привод наклонных конвейеров выполняют с конической передачей для обеспечения горизонтального расположения редуктора, которое необходимо для проектного функционирования его смазочной системы.
Параметры винтового конвейера, которые характеризуют его типоразмер, определяют по заданной производительности и характеру транспортируемого груза.
Производительность конвейера связана с его конструктивными параметрами формулой
П =3600 S Vмγ c, т/ч, (2.25)
где S – площадь потока материала в конвейере, м2; Vм – скорость этого потока, м/с; γ – насыпная плотность материала, т/м3; c – коэффициент снижения производительности наклонного конвейера.
Площадь потока материала в конвейере S составляет небольшую часть площади поперечного сечения шнека. На рис. 2.16 показано рекомендуемое заполнение площади сечения шнека для различных грузов. Заполнение характеризуется коэффициентом Ψ, величину которого следует принимать для легких неабразивных грузов - 0,4; для легких малоабразивных грузов - 0,32; для тяжелых малоабразивных - 0,25; для тяжелых абразивных – 0,125. Величину S можно вычислить по формуле
S = ΨπD2/4 =0,785Ψ D2 , м2, (2.26)
где D – внешний диаметр шнека.

Рис. 2.16. Рекомендуемое заполнение площади сечения шнека для различных грузов
Скорость потока материала V зависит от частоты вращения шнека nш (мин-1) и шага винтовой линии tш (м) согласно выражению
V = tш nш /60, м/с. (2.27)
Частота вращения шнека обычно составляет 50…150 об/мин и зависит от характера груза: тяжелый, тестообразный или легкий, сыпучий соответственно.
Шаг винтовой линии и диаметр шнека определяют угол подъема винтовой линии, а угол ее подъема α с учетом угла наклона всего конвейера должен быть таким, чтобы транспортируемый материал не увлекался лопастью винта во вращательное движение вокруг оси шнека и при этом обеспечивалась максимальная скорость потока материала. Это условие может выполняться при tgα < f, где f – коэффициент трения материала по лопастям шнека.
Опыт транспортирования строительных грузов винтовыми конвейерами определил рациональное соотношение параметров шнека: для горизонтальных конвейеров tш = D, для наклонных – tш = 0,8 D. Диаметры шнеков стандартизированы от 100 мм до 600 мм и должны соответствовать крупности кусков перемещаемого материала: D ≥ 12а – для сортированного, D ≥ 5а – для рядового грузов. Здесь а – размер максимального куска транспортируемого груза. Частоту вращения шнека рекомендуется назначать при транспортировании легких сыпучих грузов до150 мин-1, для кусковых – до 100 мин-1, для тяжелых и тестообразных грузов – до 50 мин-1.
Мощность привода винтового конвейера затрачивается на преодоление следующих сопротивлений передвижению груза в конвейере:
- усилия вдоль винта для подъема груза;
- сил трения груза о желоб;
- усилия вдоль винта вследствие момента трения винта о груз;
- усилия, эквивалентного моменту трения в подшипниках;
- внутреннего трения в перемещаемом материале при свободном его передвижение и в местах его скопления возле подвесных подшипников.
Ориентировочную мощность двигателя винтового конвейера можно определить по формуле
N = k П (L ± H) /367  , кВт, (2.28)
, кВт, (2.28)
где k – коэффициент запаса; L – длина конвейера, м; – коэффициент сопротивления движению: = 4 для тяжелых абразивных грузов (песок, цемент); = 2,5 (сухая глина, соль, уголь); = 1,4 для легких сыпучих грузов; Н – высота транспортирования, м; – КПД привода.
Более подробно теоретический материал по винтовым конвейерам изложен в [3, с. 456…463; 4, с.195…205].
2.6. СКРЕБКОВЫЕ КОНВЕЙЕРЫ
Скребковым конвейером называют машины непрерывного транспорта, в которых перемещение грузов осуществляется волочением их по специальному желобу скребками, прикрепленными к цепному тяговому органу.
Скребковые конвейеры применяют для транспортирования хорошо сыпучих зернистых и мелкокусковых грузов: угля, цемента, удобрений, золы, древесных отходов, строительных смесей, их компонентов и т.д. на расстояние до 100 м со скоростью, не превышающей 1 м/с.
Скребковые конвейеры обладают рядом таких положительных свойств, как простота конструкции, возможность транспортировки по сложным трассам и под значительным углом к горизонту вплоть до вертикального перемещения, загрузка и разгрузка в любом месте трассы, возможность герметизации опасного груза при его транспортировании, одновременное перемещение грузов в противоположных направлениях, транспортирование горячих грузов.
К недостаткам этих конвейеров можно отнести их невысокий КПД из-за потерь на трение материала о стенки желоба, истирание, измельчение транспортируемого материала, быстрое изнашивание направляющего желоба, тяговых цепей, скребков, повышенный шум.
Классификация скребковых конвейеров представлена в табл. 2.8.
Конструкция скребкового конвейера предполагает наличие у него следующих элементов (рис. 2.17): направляющего желоба 1, тягового органа 2, скребков 3, приводной станции с ведущей звездочкой 4, натяжной станции со звездочкой 5, загрузочного бункера 6, разгрузочной воронки 7.
Направляющий желоб промышленного конвейера выполняется из стального листа толщиной 4…6 мм отдельными сварными или штампованными секциями длиной по 3…6 м. Поперечное сечение желоба может быть прямоугольным, трапецеидальным, полукруглым или круглым.
Таблица 2.8
Классификация скребковых конвейеров
| Признак классификации | Характеристика конвейера |
| Конструкция | С высокими, с низкими, с контурными скребками, трубчатые, ящичные, штангово-скребковые, ершовые |
| Вид трассы | Горизонтальная, наклонная, вертикальная, пространственная |
| Расположение рабочих ветвей | Нижняя, верхняя, обе рабочие |
| Способ перемещения груза | Порционного волочения, сплошного волочения |
| Количество тяговых цепей | Одна, две, три |
| Положение плоскости движения цепи | Вертикальная, горизонтальная |
| Способ установки | Стационарный, передвижной, переносной, разборный, подвесной, поворотный, встроенный в машину |

Рис. 2.17. Схема скребкового конвейера
Стыки секций должны быть надежно уплотнены и не должны иметь уступов. Для повышения долговечности желоба его рабочие поверхности делают съемными для замены или восстановления, футеруют износостойким материалом (каменным литьем, шлакоситаллом). Ширина желоба должна в 3…5 раз превышать размер соответственно наибольших и средних кусков транспортируемого материала.
Тяговым органом в скребковых конвейерах могут служить цепи различного типа, стальные канаты или ленты. Их назначение – передавать тяговое усилие от приводной станции к скребкам для перемещения груза. Наибольшее распространение получили пластинчатые и длиннозвенные цепи благодаря своей прочности, гибкости, достаточной износостойкости и удобству крепления к ним скребков, возможности комплектовать специальные звенья со звеньями приводных роликовых цепей по ГОСТ 13568. Недостатками цепей можно признать их значительную массу, высокую стоимость, повышенные динамические нагрузки. На рис. 2.18 показаны некоторые виды цепей специального исполнения для скребковых конвейеров.

Рис. 2.18. Тяговые цепи: а) втулочно-роликовая; б) втулочно-катковая; в) разборная пластинчатая; г) вильчатая
Применение втулочно-катковых цепей снижает сопротивление движению и износ опорных элементов в конвейере, но требует дополнительного ухода за состоянием смазки подшипниковых узлов в катках, очистке направляющих путей катков.
Основными характеристиками цепей являются: разрушающая нагрузка, шаг цепи по осям роликов, шаг установки скребков.
Рабочим органомв зависимости от рода транспортируемого груза служат скребки, планки, прутки, пластины.
Скребки изготавливают из листовой стали толщиной 3…8 мм и усиливают их ребрами жесткости путем штамповки или приварки прокатных профилей (рис. 2.19). В зависимости от способа перемещения груза различают скребки для порционного или сплошного волочения. Скребки для сплошного волочения называют погружными скребками и выполняют их сплошными или контурными (рис. 2.19,в,г). Скребки для порционного волочения (рис. 2.19,а,б) различают высокие и низкие. У высоких скребков отношение ширины скребка b к его высоте h составляет b/h = 2…3. У низких скребков это отношение не превышает 1,6. Наружный контур скребков должен соответствовать внутреннему контуру сечения желоба. Зазор между кромкой скребка и внутренними поверхностями желоба принимают в зависимости от вида и крупности кусков перемещаемого материала 3…8 мм. Шаг установки скребков (1…3) b или два шага цепи. Размеры скребка определяются перемещаемым материалом и производительностью конвейера.

Рис. 2.19. Разновидности скребков: а) консольный; б) из прорезиненного ремня; в) контурный; г) дисковый
Приводная станция скребкового конвейера выполняется по схеме, принятой для всех конвейеров, имеющих цепной тяговый орган. На рис. 2.20 показана кинематическая схема такой приводной станции, состоящей из электродвигателя 1, клиноременной передачи 2, редуктора 3, муфты 4, приводного вала 5 со звездочками 6.

Рис. 2.20. Кинематическая схема приводной станции скребкового конвейера
Для взрывоопасных условий работы применяют пневматический привод. Соединение двигателя с редуктором можно осуществлять втулочно-пальцевой муфтой или гидромуфтой. Выходной вал редуктора с приводным валом конвейера обычно соединяется зубчатой муфтой или цепной передачей. Число зубьев z звездочек лучше принимать меньшим и четным, хотя при z <10 в приводе возрастают динамические нагрузки. Для предохранения приводной станции от поломок при образовании заторов и заклинивании кусков груза в зазорах необходимо предусматривать установку предохранительных устройств (срезных штифтов, муфт предельного момента).
Натяжная станция в скребковом конвейере должна обеспечить надежное взаимодействие ведущей звездочки с цепным тяговым органом. Кроме этого натяжение тягового органа должно быть таким, чтобы обеспечивалось устойчивое положение скребков и исключалось их опрокидывание при консольном приложении к ним нагрузки. Чтобы этого не происходило, момент силы натяжения цепи относительно шарнира звена цепи должен быть больше момента силы сопротивления относительно того же шарнира. Натяжное устройство может быть винтовым или пружинно-винтовым. В последнем случае обеспечивается защита от поломок при заклинивании кусков груза между скребком и желобом. Минимальный ход натяжной звездочки должен быть не менее 1,6 шага цепи.
Устройство загрузки и разгрузки представляет собой крутонаклонный лоток, по которому крупнокусковый материал поступает непосредственно на рабочую ветвь сбоку, мелкокусковый – сверху через холостую ветвь. Для разгрузки рабочей ветви используют отверстия в днище желоба или через лотки боковой разгрузки. Разгрузочные отверстия запирают шиберными затворами, управляемыми электромеханическими, гидравлическими или пневматическими приводами.
Определение параметров скребкового конвейера базируется на принципах, которые характерны для конвейеров с замкнутым кольцевым тяговым органом. Основными параметрами, характеризующими скребковый конвейер, являются: производительность П, дальность L, высота транспортирования Н, ширина В, скорость перемещения скребков Vто, их размеры b, h, мощность привода N, передаточное число приводного редуктора iр, усилие натяжения тягового органа Fто и др. Первые три параметра обычно задаются проектным заданием, на основе которого выбираются, назначаются, рассчитываются все остальные.
Производительность скребкового конвейера в общем случае определяется так же, как и для любого другого конвейера при транспортировании сыпучих материалов:
П = 3600 S Vто, м³/ч, (2.29)
или
Q = 3600 S Vто γ, т/ч, (2.30)
где γ – насыпная плотность материала, т/м³; S - площадь поперечного сечения потока материала, м².
Скорость тягового органа Vто назначается от 0,15 до 1,5 м/с в зависимости от вида и крупности кусков транспортируемого материала. Для хрупких и крупнокусковых материалов скорость транспортирования имеет меньшую величину.
Площадь поперечного сечения потока материала в желобе определяют по заданной производительности конвейера, в соответствии с которой назначают такие конструктивные параметры желоба и скребков, чтобы выполнялось условие
S = Bжhж  , м2, (2.31)
, м2, (2.31)
где Bж и hж – рабочая ширина и высота желоба для конвейера с высокими скребками, м; – коэффициент использования объема желоба, зависящий от угла наклона конвейера и сыпучести транспортируемого материала. При угле наклона 0° для легкосыпучих материалов ≈ 0,55; для плохосыпучих – ≈ 0,75; при угле наклона 30° для легкоосыпучих ≈ 0,28; для плохосыпучих - ≈ 0,56. Ширину желоба предварительно можно принять по соотношению
Bж =  , (2.32)
, (2.32)
где S вычисляется по формуле (2.31). Большее значение коэффициента в подкоренном выражении принимается для двухцепных конвейеров. Значение Bж округляют до ближайшего большего из ряда предпочтительных чисел. Оно также должно удовлетворять условию, учитывающему кусковатость груза:
Bж ≥ 3 а –для рядовых грузов; Bж ≥ 3,5 а –для сортированных грузов.
Тяговый орган (цепь)скребкового конвейера выбирают по разрушающей нагрузке Fр на одну цепь при коэффициенте запаса kзап = 6…10 (для конвейеров ответственного назначения принимаются большие значения коэффициента запаса) и коэффициенте неравномерности нагрузки в двухцепном конвейере kнр = 1,8
Fр = Fмах kзап / kнр. (2.33)
Максимальную нагрузкуFмах, действующую на тяговый орган конвейера, находят методом обхода по контуру, начиная с точки минимального натяжения цепей. Величину минимального натяжения Fmin для конвейеров с высокими скребками задают из условия отклонения скребков от вертикали на угол не более  = 2…3° под действием силы для перемещения порции груза перед скребком:
= 2…3° под действием силы для перемещения порции груза перед скребком:
Fmin = Whl / (z tg θ), Н, (2.34)
где W = m wгр – сила сопротивления движению порции груза массой m перед скребком; hl – плечо приложения силы W; z – шаг цепи; wгр – коэффициент сопротивления движению груза в желобе, величина которого для большинства строительных материалов составляет 0,6 – 0,9.
У горизонтальных конвейеров Fmin имеет место в точке сбегания цепи с приводной звездочки (рис. 2.21).
У наклонных и комбинированных конвейеров с наклонной хвостовой частью (рис. 2.22) минимальное натяжение цепи зависит от соотношения длин проекций наклонного участка на горизонталь lг, на вертикаль lв и коэффициента сопротивления движению опорных частей тяговой цепи wц. Для цепей без катков wц ≈ 0,25, для цепей с ходовыми катками wц ≈ 0,12.

