




Наверху, посередине листа, вычерчивается преобразованный чертеж заготовки (рис.7). На первую горизонтальную линию схемы выносят вертикальные линии (с шагом ~30 мм). Количество вертикальных линий равно количеству поверхностей 5 готовой детали, которые связаны продольными размерами (в рассматриваемом примере-4). Координатные точки, имитирующие поверхности, имеющиеся у заготовки, обозначают «жирными» кружочками и нумеруют, приписывая к двузначному номеру поверхности (или оси) два (00). В данном примере это 0100,0200,0400.
Слева от первой вертикали, имитирующей поверхность(0100), проводят 2 вертикали, образуя две графы (1,2). В первой указывается двузначный номер операции и ее название; во второй – расчетная величина припуска zmin [см. С.7].
Справа от вертикали, имитирующей последнюю поверхность детали, также проводят 2 вертикали, образуя еще 2 графы (3,4).
В третьей графе записывается уравнения контуров замыкающих звеньев и указываются номинальные размеры звеньев. В четвертой- верхнее и нижнее отклонения звеньев.
На нулевой (заготовительной) операции наносят размерные связи заготовки (Б00, А00). Число размеров (2) на единицу меньше, чем число (3) поверхностей заготовки, связанных продольными размерами. Справа записывают Б00 =Х, А00 =Х. Это означает, что номиналы размеров неизвестны, и они будут найдены в ходе решения размерной схемы. И далее допуски ТБ00=  , ТА00=
, ТА00=  [назначение Тi см. стр.12].
[назначение Тi см. стр.12].
Ниже нулевой операции на схеме изображают первую операцию, под ней вторую и т.д.
На первой (№10) фрезерно-центровальной операции возникли торцевые поверхности 0110 и 0410. Возникновение этих поверхностей обозначают «жирными точками» на изломах вертикальных линий. Эти поверхности на операции возникают в результате снятия припуска соответственно с поверхности 0100 и 0400. Исчезновение поверхностей 0100 и 0400 обозначено крестиком (+) на изломах вертикальных линий, проведенных от «жирных» точек 0100 и 0400. Припуск, снимаемый с поверхности 0100, обозначается  , с поверхности 0400 -
, с поверхности 0400 -  . Двузначное число 01 04 обозначает номер операции, на которой этот припуск снимается. Заключение припуска в квадратные скобки обозначает, что это- замыкающее звено
. Двузначное число 01 04 обозначает номер операции, на которой этот припуск снимается. Заключение припуска в квадратные скобки обозначает, что это- замыкающее звено
Следует помнить, что взаимное расположение (слева, справа) «жирных» точек и «крестика», обозначает на схеме соответственно появляющиеся и исчезающие поверхности, должно строго соответствовать расположению этих поверхностей в процессе обработки детали. На рис.7 «жирная» точка 0110 расположена справа от «крестика», имитирующего исчезновение поверхности 0100, а «жирная» точка 0410 расположена слева от «крестика», имитирующего исчезновение поверхности 0400.
На операции №10 появились размеры Б10 и А10. Количество размеров на операции должно быть равно количеству появляющихся поверхностей (и осей), связанных размерами.
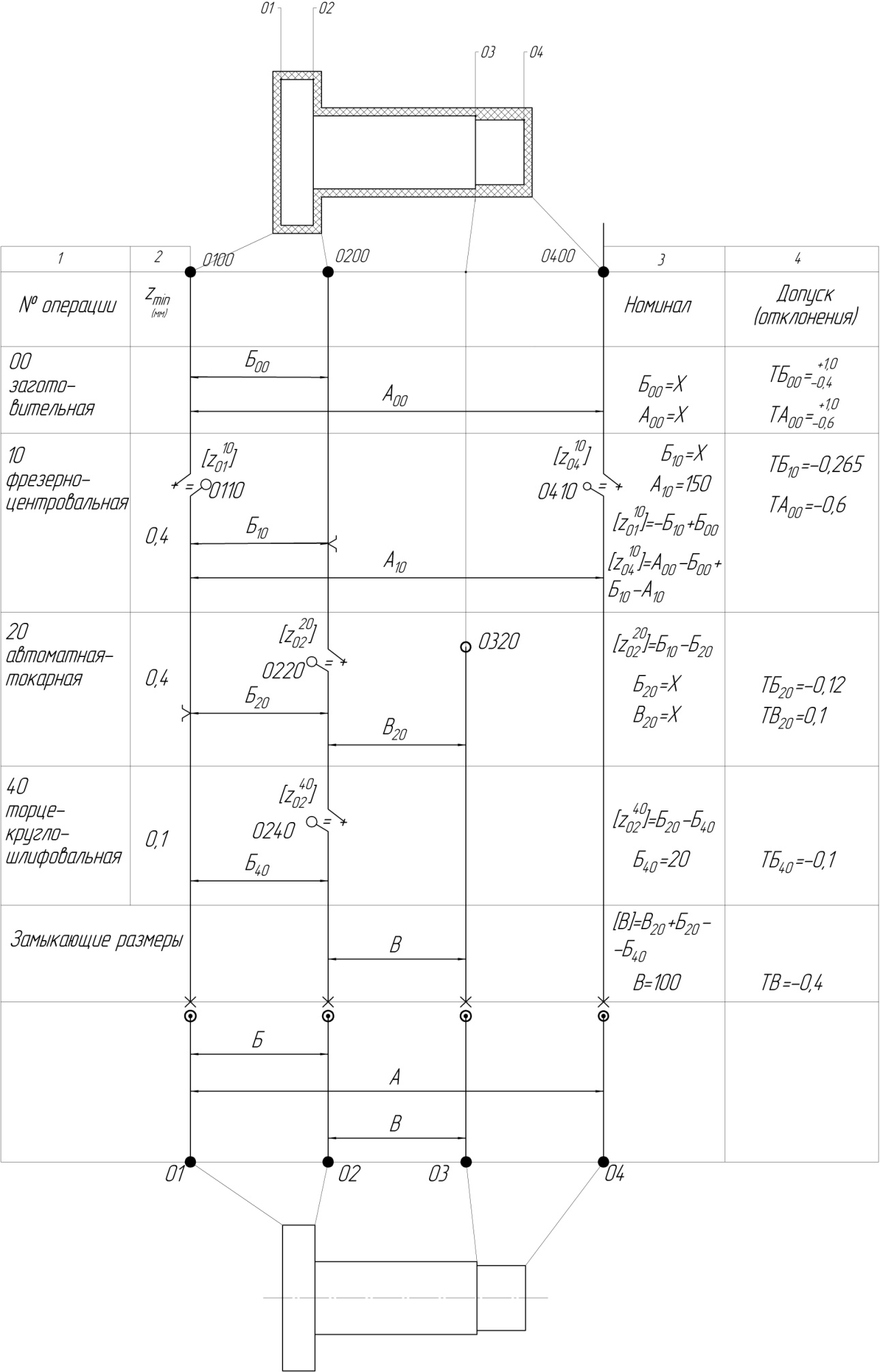
Рис.7 Размерная схема технологического процесса (первая проекция - продольные размеры)
Размер А10 является окончательным, поэтому рядом с буквенным обозначением стоит «черт.», что значит чертежный, а справа (в 3 графе) указан его номинал А10 = 150. Далее (в четвертой графе) должен быть указан допуск на операционный размер. Рекомендации по назначению допусков (см. 2.4.1. с.18).
На операции 20 возникли поверхности 0220 и 0320. Они отмечены на схеме «жирными» точками. До операции №20 поверхность 03 отсутствовала у заготовки, поэтому на схеме вертикаль от заготовки до появившейся «жирной» точки 0320 обозначалась тонкой линией, а после нее – уже утолщенной линией. Сама «жирная»точка 0320 ставится непосредственно на вертикали, в отличие от других точек, которые ставятся на изломах вертикалей с обозначением припусков, снимаемых с существовавших в заготовке поверхностей (например 0220).
Н а операции 20 появились размеры Б20 и В20. Номиналы их неизвестны, что и отмечено в графе 3:Б20 =Х, В20=Х. Допуски на операционные размеры ТБ20= - 0,12, ТВ20 = 0,1 (см. план обработки).
На операции 40 появилась поверхность 0240 в результате снятия припуска  с поверхности 0220. Размер Б40 является окончательным чертежным. Номинал его равен:
с поверхности 0220. Размер Б40 является окончательным чертежным. Номинал его равен:
Б40 =Б черт. =20мм.
Допуск на чертежный размер Б равен:
ТБ черт.= - 0,3мм.
Средняя статистическая погрешность этого размера
ωсm =0,1мм.
Возникает вопрос: какую величину операционного допуска назначить на размер Б40.
Допустим, что
ТБ40 = ТБ черт. =-0,3мм.
В рассматриваемом примере чертежный размер В непосредственно ни на одной операции техпроцесса обработки вала не выдерживается. Он является замыкающим звеном размерной цепи (см. рис.8):
В= В20+ Б20 – Б40
При решении размерной цепи методом полной взаимозаменяемости
ТВ= ТВ20 +ТБ20+ТБ40
ТВ20=0,1; ТБ20=0,12; ТБ40=0,3
ТВ = 0,1+0,12+0,3=0,52 мм > ТВчерт.
Точность чертежного размера «В» не обеспечивается. Необходимо ужесточить допуски составляющих звеньев, либо изменить план обработки. Допустим ТБ20 и ТВ20 уменьшить нельзя, т.к. они приняты равными средней статистической погрешности обработки. Можно уменьшить допуск ТБ40, принять его также равным ωсm.
ТБ40= ωсm=0,1 мм
В этом случае ТВ= 0,1 +0,12+0,1=1,32 < ТВ черт.
(обеспечивается запас ТВ- ТВ черт. =0,08 мм).
Таким образом, необходимо назначить допуск на размер Б40, равный 0,1 мм.
ТБ40 = ωсm=0,1 мм

