




Кадр УП, в котором программируют обработку галтели или скругления, содержит следующие данные:
- обозначение координаты, по которой идет обработка детали перед галтелью или скруглением (X или Z);
- числовое значение координаты конечной точки перемещения со знаком, указывающим направление перемещения;
- адрес Q и числовое значение радиуса галтели или скругления. Знак перед числовым значением под адресом Q должен совпадать со знаком обработки по координате X. Направление по координате Z задают только со знаком "минус".
 | |||
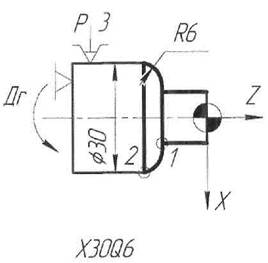 |
Рисунок 3 - Примеры записи в кадрах УП обработки галтелей и скруглений: 1 - направление движение до галтели при округлениях; 2 - направление галтели или округления по оси X.
Кадр УП, которым программируют обработку дуг, содержит обозначение координат конечной точки дуги (X и Z), числовые значения координат конечной точки дуги в абсолютной или относительной системах, адрес R и числовое значение радиуса дуги со знаком "плюс" при обработке по часовой, "минус"- против часовой стрелки.

Рисунок 4 - Эскиз детали и траектория движения инструмента при обработке фасонной (радиусной) поверхности.
Управляющая программа чистовой обработки фасонной поверхности детали (рис. 10) контурным резцом приведена в абсолютной системе. Частота вращения шпинделя составляет 372 мин-1, подача - 0,53 мм/об. Исходная точка с кооpдинатами Z = 160 мм; Х = 120 мм. Отрезок 0А=80-20=60мм; A2=A5=  = 52,9 мм.
= 52,9 мм.
Запись УП имеет следующий вид:
N001 S2 372F0,53 Т1 * Второй диапазон, n = 372 мин-1, S =0,53 мм/об,
Резцедержатель в первой позиции
N002 Х70 Z132 Е* Подвод к точке 1 на быстром ходу
N003 Z117,9 * Перемещение в точку 2 на рабочей подаче
N004 Х30 Z65R-80 G05* Перемещение по R80 мм из точки 2 в точку 3,
отмена торможения в точке сопряжения дуг
N005 Х70 Z12,l R - 80* Перемещение по R80 мм из точки 3 в точку 4
N006 Х74* Перемещение в точку 5
N007 М02* Конец программы, отход в и. т. (7)
Эту же УП относительной системе координат можно записать следующим образом:
N001 S2 372F0,53T1*
N002 U-50 W-18 Е*
N003 W-14,1*
N004 U-40 W-52,9 R-80 G05*
N005 U40 W-52,9 R-80*
N006 U4*
N007 М02*
7. ЦИКЛ НАРЕЗАНИЯ РЕЗЬБЫ L 01.
Нарезание цилиндрических и конических резьб с автоматическим разделением на проходы программируют постоянным циклом L01.
Перед программированием нарезания резьбы задают начальную точку цикла со следующими координатами: X - равна наружному диаметру резьбы при нарезании внутренней резьбы; Z - равна значению координаты начала нарезания резьбы увеличенному на величину равную или больше двойного шага резьбы (для обеспечения разгона привода).
Структуру цикла записывают следующим образом:
L01, F, W, X, А, Р, С,
где F - шаг резьбы; W - длина резьбы; X - внутренний диаметр резьбы, А -наклон резьбы, т.е. разность диаметров для конической резьбы (для цилиндрической резьбы А = 0); Р - максимальная глубина резания за один проход (на радиус); С - сбег резьбы (запись С1 означает, что сбег равен шагу резьбы, С0 - сбег отсутствует).
Внутренний диаметр резьбы определяется по таблицам для резьб. При многопроходном цикле параметр Р принимают меньше глубины резьбы, а при однопроходном - равным глубине резьбы. Параметр А программируют без знака, W - со знаком "минус".
При многопроходном цикле нарезания резьбы перед каждым очередным рабочим ходом резец автоматически смещается по координате Z влево или вправо для того, чтобы происходило резание одной кромкой резца. На последнем рабочем ходу резец работает двумя кромками. На последнем витке осуществляется выход резца (резьба со сбегом). Фрагмент нарезания цилиндрической резьбы М36 х 1,5 (см. рис. 5) приведен ниже:
...N011 S3 600 F0,4 ТЗ* Третий диапазон технологические параметры
п = 600 мин-1; S = 0,4 мм/об; резцедержатель
в третьей позиции.
N012 Х38 Z4,5 E* Подход резца к зоне резания на быстром ходу.
Между торцом детали и вершиной резца
расстояние Z составляет 4,5 мм > 2F
N013 Х36 М08* Резец устанавливают в начальную точку цикла,
включают подачу СОЖ
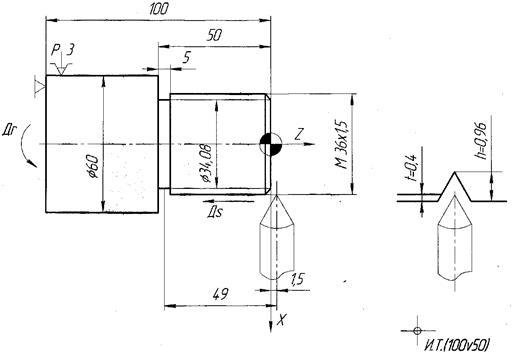 N014 L01 F1,5 W-57 Х34,38 А0 Р0,4 С0* Шаг резьбы составляет 1,5мм величина перемещения резца с учетом выхода в канавку - 57 мм, внутренний диаметр резьбы - 34,38 мм; А0 - наклон отсутствует; Р - глубина резания за первый проход (на радиус) составляет 0,4 мм; С0 - без сбега.
N014 L01 F1,5 W-57 Х34,38 А0 Р0,4 С0* Шаг резьбы составляет 1,5мм величина перемещения резца с учетом выхода в канавку - 57 мм, внутренний диаметр резьбы - 34,38 мм; А0 - наклон отсутствует; Р - глубина резания за первый проход (на радиус) составляет 0,4 мм; С0 - без сбега.
Рисунок 5 - Схема для иллюстрации программирования нарезания резьбы М36 х 1,5.
Фрагмент УП для нарезания конической резьбы с шагом Р=2 мм (см.рис.6), DZ = 5,8 мм приведен ниже:
N013X19,84 M08
N014 L01F2W- 77,8 Х17,8 А6 Р0,45 С1.
 Здесь А6 - приращение диаметров конической резьбы (26 - 20 = 6 мм), С1 -сбег, равный шагу Р = 2мм.
Здесь А6 - приращение диаметров конической резьбы (26 - 20 = 6 мм), С1 -сбег, равный шагу Р = 2мм.
Рисунок 6 - Схема для иллюстрации программирования нарезания конической резьбы

