




Для специализированных предприятий автосервиса рассчитываются только те виды рабочих и вспомогательных постов, автомобиле-мест, рабочих мест, складов и вспомогательных помещений, которые необходимы, исходя из сущности работ по оказанию установленного перечня услуг. Например, для пункта по ремонту шин и колес, из всего перечня складов могут предусматриваться только склады шин и материалов для их ремонта, склад магазина по продаже мелких запасных частей и автоприндлежностей, склад утиля (на открытой площадке или под навесом).
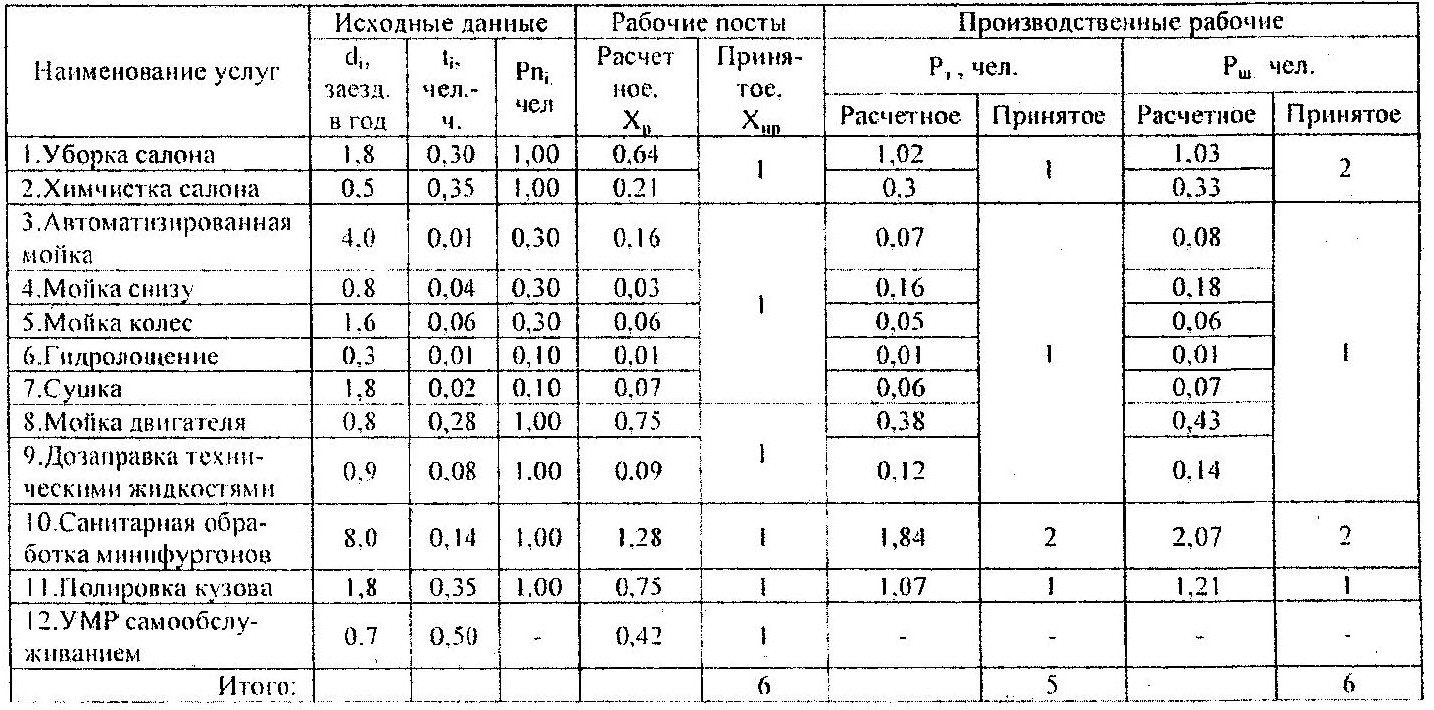
Обычно рассматриваемые предприятия имеют небольшую мощность (2-8 рабочих постов), поэтому расчетное число производственных рабочих, постов или рабочих мест по видам услуг может получаться меньше “ I ”. В этом случае следует объединять технологически сходные работы на одних и тех же постах (рабочих местах), а производственный персонал должен совмещать несколько родственных профессий. Пример расчета и объединения по услугам числа рабочих постов и персонала для станции мойки приведен в таблице 7.1.
Таблица 7.1 - Результаты расчета производственного персонала и рабочих постов для станции мойки
При технологическом расчете необходимо учитывать, что большинство предприятий автосервиса занимается попутно продажей мелких запасных частей, материалов и автопринадлежностей. Причем эти небольшие магазины, как правило, также специализируются на продаже запчастей и материалов, родственных профилю предприятия.
Поэтому, если такие дополнительные услуги предусматриваются, то нужно рассчитать площади магазина и склада для него по методике, изложенной в п.5.6.3 и п.5.6.5.
Для предприятий, занимающихся продажей автомобилей, рассчитывается число выставочных мест (Хв) и площадь салона магазина (Fc) в м2. Число мест для демонстрации автомобилей принимается не менее числа продаваемых марок и их модификаций, а площадь салона может быть определена по формуле:
 (7.2)
(7.2)
Коэффициент плотности расстановки демонстрационных стендов (Ко) следует принимать от 3 до 5, а длину и ширину автомобиля - по наиболее крупногабаритному из выставляемых в салоне.
При технологическом расчете ПИКов необходимо учитывать следующие особенности.
Годовой объем работ по инструментальному контролю должен определяться с учетом времени с начала эксплуатации автомобилей, т. к. транспортные средства «возрастом» менее 5 лет проходят техосмотр один раз в два года [16], а также с учетом того, что часть из них будет проходить ПИК повторно. По данным работы ПИКов за прошедшие 5 лет доля таких автомобилей составляет не менее 15% от всех проверяемых.
Исходя из вышесказанного, годовая трудоемкость инструментального контроля в чел.-ч.:(7.3)
 (7.3)
(7.3)
Где А1 — количество автомобилей со сроком эксплуатации менее 5 лет;
А2 - количество автомобилей со сроком эксплуатации более 5 лет;
Tик - трудоемкость одного инструментального контроля, чел.-ч. [16].
Одной из проблем ПИКов для легковых автомобилей является сезонность их загрузки. Наибольший объем работ приходится на апрель - июнь, в другое время года они слабо загружены. Для сглаживания этой неравномерности нужно предусматривать для этих предприятий возможность оказания ими некоторых дополнительных услуг, незапрещенных «Требованиями к технологии работ по проверке транспортных средств...» [16], например, по измерению и регулировке углов установки управляемых колес, диагностированию и ремонту подвески и др.
Для обеспечения удобства клиентам время проверки их автомобилей не должно превышать 15-20 минут. При больших суточных программах (на большинстве ПИКов Nc>40 проверок) это может быть обеспечено за счет организации технологического процесса инструментального контроля на поточных линиях.
Рассмотрим методику расчета поточных линий в автосервисе на примере ПИКа. Вначале необходимо обосновать, что для этой цели может быть применен поточный метод обслуживания.
Выбор метода организации технологического процесса производится по соотношению такта поста (V,мин) и ритму производства (R,мин).
Ритм производства - часть времени работы зоны ТО, Д, приходящаяся на одно обслуживание:
 (7.4)
(7.4)
 (7.5)
(7.5)
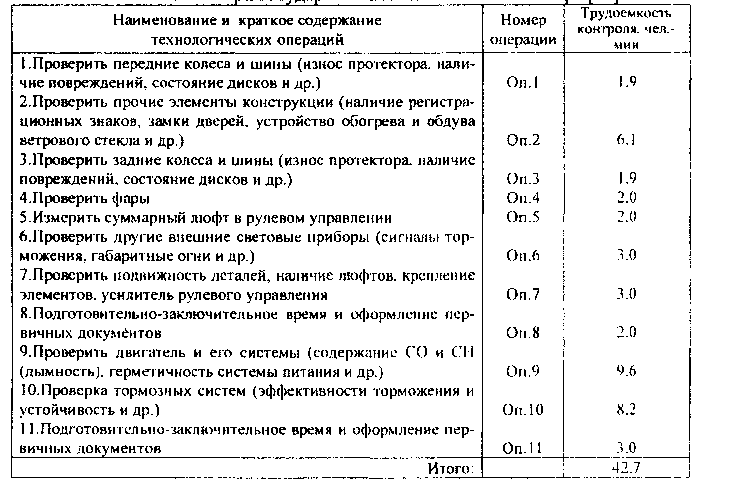
Такт поста - время простоя автомобиля на посту под данным обслуживанием:
 (7.6)
(7.6)
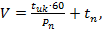
где Рn - среднее число рабочих(экспертов-диагностов) на посту [24, таблица 5.2], для инструментального контроля Рn=1 - 2 чел.;
tn - время заезда-съезда с поста (t,,= 2-3мин).
Если V>2R, то целесообразно организовать диагностирование на специализированных постах поточным методом. Т.е., как минимум, возможно применение одной 2-постовой линии в одну смену. Если это условие не выполняется, то инструментальный контроль следует выполнять на универсальном посту.
Для расчета числа поточных линий необходимо определить такт линии в мин:
 (7.7)
(7.7)
где хn - число постов на поточной линии (хп=2 или 3).
Большее хn принимается при больших объемах работ и числе экспертов- диагностов 4-5 и более.
Рn можно принимать и дробным, хn Рn должно быть целым числом. Это означает, что некоторые исполнители на постах могут помогать выполнять операции на двух постах.
Время передвижения автомобиля с поста на пост, мин:
 (7.8)
(7.8)
где La - длина самого крупногабаритного автомобиля, м;
Д - нормируемое расстояние между автомобилями на постах линии, м [24, таблица 7.2];
VK - скорость передвижения автомобилей с поста на пост, (VK=8-15 м/мин). Число линий инструментального контроля определяется из соотношения:
 , (7.9)
, (7.9)
Точность расчета М должна составлять ±0,1 на одну поточную линию, при этом должно соблюдаться условие: М * Хл* Рn* С ᵙ Рт, где Рт - технологически необходимое число экспертов-диагностов, определяемое по формуле (5.7), исходя из общей годовой трудоемкости инструментального контроля ТГНК, чел.-ч. Для завершения расчета поточной линии необходимо распределить операции инструментального контроля и экспертов-диагностов по ее постам.
Операции из общего перечня (таблица 7.2) разносятся по постам согласно их специализации. При распределении операций не следует забывать об их технологической связи. Например, операции, без которых не могут быть выполнены другие операции (без доведения до нормы давления воздуха в шинах нельзя проверять величину тормозных сил на колесах), необходимо ставить на 1-ый пост или, по крайней мере, впереди последующих, т. е. должен соблюдаться принцип приоритетности операций. После распределения операций по постам их трудоемкость суммируется и определяется трудоемкость работ по каждому посту: tf; t2;... t„, где 1,2,...n - номера постов.
Далее производится распределение исполнителей. Рабочих по постам необходимо расставить так, чтобы соблюдались следующие два условия:
 (7.10)
(7.10)
 , (7.11)
, (7.11)
где P1, Р2,...РП - число исполнителей на l-м, 2-м,...n-м посту.
Время выполнения работ на постах должно быть приблизительно одинаковым и равняться расчетному такту линии. Допустимое отклонение не должно составлять более 15%.
На рисунке 7.2 показан пример распределения операций технологического процесса и экспертов- диагностов по постам 2-постовой поточной линии инструментального контроля легковых автомобилей. За такт линии принят такт поста №1 как наибольший из двух постов.
|
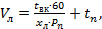
Таблица 7.2 - Перечень операций инструментального контроля легковых автомобилей при государственном техническом осмотое [16]
|
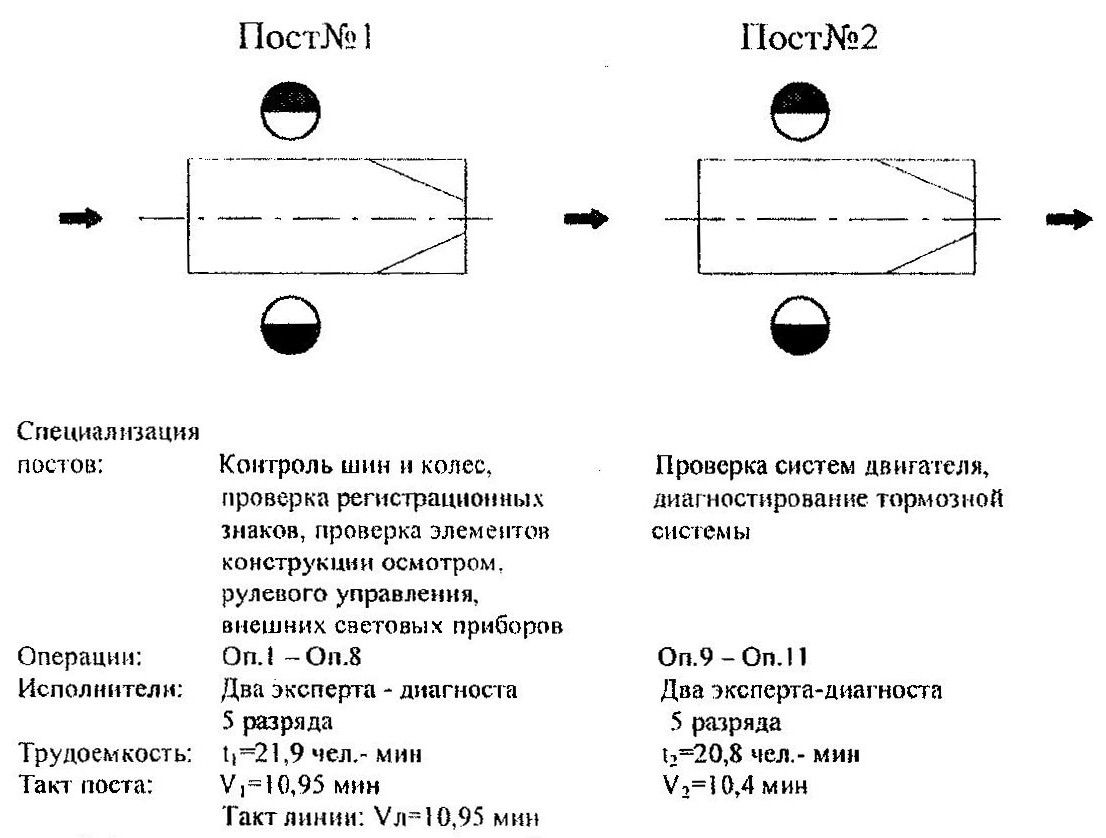
Рисунок 7.2 - Распределение операций и исполнителей по постам линии инструментального контроля
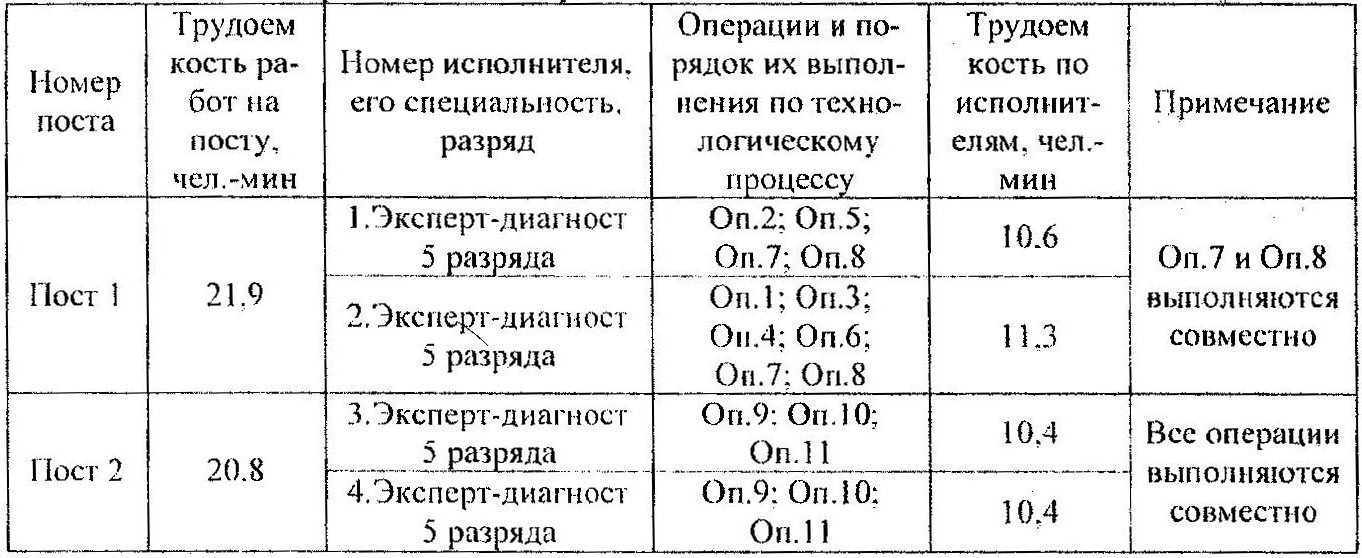
Закрепление операций за исполнителями на постах представлено в таблице 7.3. При распределении операций по исполнителям необходимо обеспечивать равномерность их загрузки:
tи1ᵙtи2ᵙ…tиm, где tи1, tи2, tиm - трудоемкость операций, поручаемых
1- му, 2-му,...m-ному исполнителю на посту.
Таблица 7.3 – Распределение операций по исполнителям
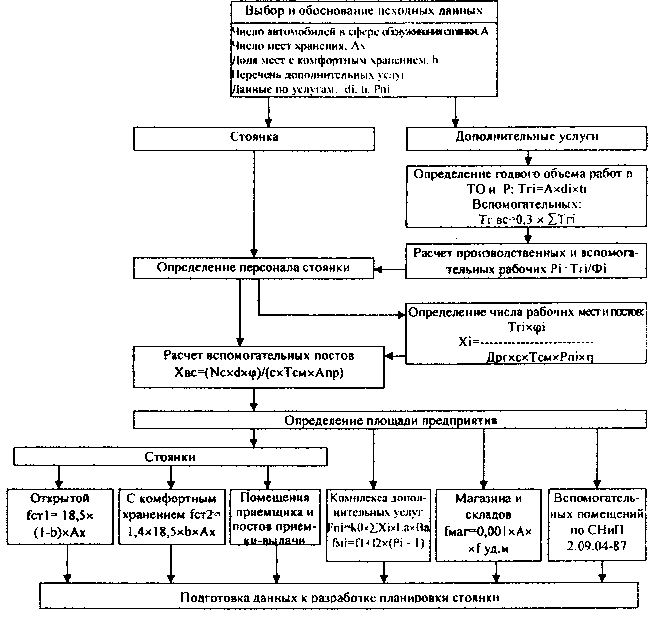
Сложность технологического расчета гаражей - стоянок (платных стоянок) заключается в том, что необходимо вести две линии расчета:
- -расчет самой стоянки (число мест хранения, площадь);
- - расчет комплекса дополнительных услуг, оказываемых попутно на стоянке (рисунок 7.3).
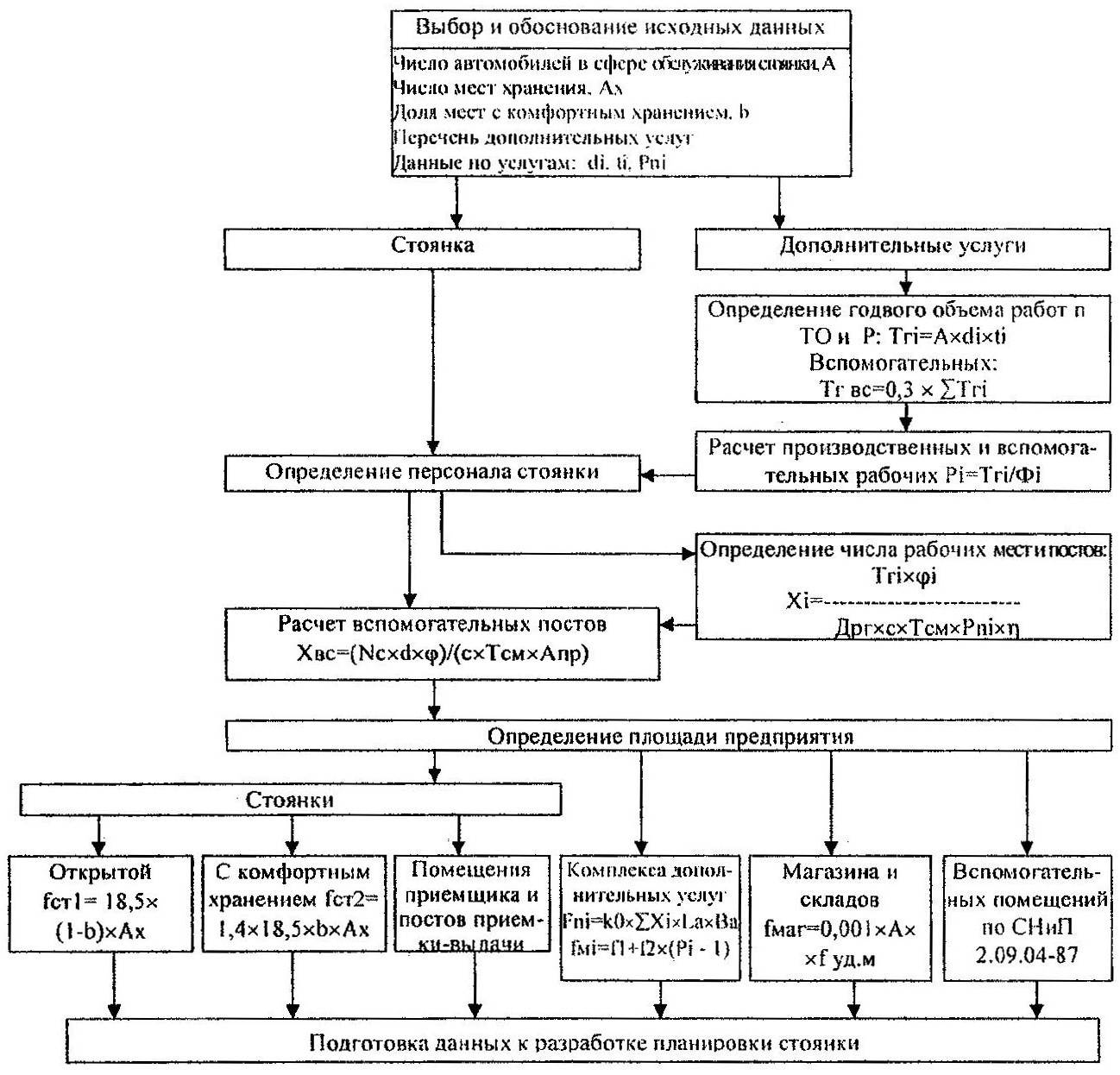
Рисунок 7.3 - Алгоритм технологического расчета платной стоянки
- ПТБ и персонал для выполнения дополнительных услуг рассчитываются по общей методике, изложенной на схеме алгоритма (рисунок 7.1).
- Необходимое число мест хранения легковых автомобилей на проектируемой стоянке в конкретном районе города может быть определено следующим образом.
- Сначала находится общее необходимое количество мест хранения для всего района:
 (7.12)
(7.12)
Где nг - обеспеченность автовладельцев индивидуальными гаражами, %;
m - количество существующих стоянок в данном районе;
Axi - число мест хранения на существующих стоянках;
nи - доля автовладельцев в секторе индивидуальной застройки, %;
nгс-доля автовладельцев, имеющих индивидуальные гаражи, но предпочитающих пользоваться платными стоянками, %.
Для г. Кургана, например, nг составляет до 89%, апгс составляет от 1,5 до 2 %.
Затем общее требуемое число мест хранения должно быть распределено между вновь организуемыми стоянками, количество которых зависит от конкретной ситуации в районе: наличия мест для строительства, расположения существующих стоянок, жилых массивов и др.
Наиболее важными факторами, определяющими расположение стоянки согласно СНиП 2.07.01-89 и СанПиН 2.2.1/2.1.984-00 [34, 35], является их пешеходная доступность и минимально допустимое расстояние от границы стоянки до линии окон жилых зданий и учреждений. Более подробно принципы размещения предприятий автосервиса и в том числе платных стоянок рассмотренны в разделе 9 данного пособия.
Для предприятий автосервиса по ремонту и покраске кузовов более точно число автомобилей, нуждающихся в их услугах в течение года, Ак можно рассчитать по формуле [1]:
 (7.13)
(7.13)
где ηа - число аварий, приходящихся на один автомбиль в год;
АКОР -Доля автомобилей, которые имеют коррозионные повреждения.
Исследованиями установлено, что аварийность автомобилей зависит от стажа водителей и может быть определена по эмпирической формуле:
ηа= 0,109+ 0,0831 /Т0 (7.14)
где Т0 - стаж вождения автомобиля его владельца, лет.
Сейчас средний стаж водителей легковых автомобилей в нашей стране составляет 12, 25 лет [1].
Доля автомобилей, имеющих коррозионные повреждения, определяется на основе возрастной структуры парка легковых автомобилей данного района. Известно, что практически все автомобили старше 5 лет имеют такие повреждения, а первые очаги коррозии появляются после двух лет эксплуатации.
Результаты обработки статистических данных по аварийным ремонтам кузовов показали следующее их распределение по трудоемкости работ (таблица 7.2).
Таблица 7.4 - Распределение аварийных ремонтов кузовов по их трудоемкости [11 ]

Используя зависимости (7.13), (7.14) и данные таблицы 7.4, можно более точно определить годовые объемы кузовных и покрасочных работ.
Для станций самообслуживания объем работ по услугам рассчитывается только для тою, чтобы определить число рабочих постов или мест и необходимую производственную площадь. Сама по себе трудоемкость работ не имеет значения, так как число производственных рабочих не рассчитывается, поскольку клиент выполняет все сам. В виде исключения некоторые работы, сложные в техническом отношении и выполняемые с применением дорогостоящего оборудования, без которых нельзя обойтись, могут выполняться персоналом станции. В этом случае число технологически необходимых и штатных рабочих по данной услуге рассчитывается обычным порядком.
8 ВЫБОР ОБОРУДОВАНИЯ ДЛЯ ПРЕДПРИЯТИЙ АВТОСЕРВИСА
В соответствии с назначением и технологией работ посты и рабочие места предприятия автосервиса должны быть оснащены оборудованием. Определение его номенклатуры и количества является частью определения потребности в ПТБ. Кроме того, как было установлено выше, знание перечня оборудования необходимо для более точного расчета площади зон и участков СТОА, т.е. выбор оборудования влияет на потребность в производственных площадях и на размеры производственной части здания предприятия автосервиса.
Оборудование постов и рабочих мест делится на:
- технологическое оборудование (подъемники, станки, диагностические стенды, гайковерты, окрасочно-сушильные камеры и др.);
- организационную оснастку (стеллажи, шкафы, столы, инструментальные тележки и др.);
- приспособления, переносные приборы и инструмент (комплекты ключей, съемники, переносные диагностические приборы и др.)
Последняя подгруппа оборудования при расчете площадей производственных помещений не учитывается, т.к. не занимает отдельную площадь (хранятся в шкафах, тумбочках).
8.1 Особенности оснащения оборудованием предприятий автосервиса
Правильный выбор оборудования, инструмента и оснастки во многом определяет успех работы предприятия.
Ассортимент технологического оборудования для автосервиса на российском рынке достаточно широк; десятки отечественных и зарубежных фирм предлагают свои услуги. Но вопросов при выборе оборудования от этого становится только больше.
Рассмотрим некоторые принципы и подходы при выборе оборудования для предприятий автосервиса. Несомненно, что при решении этого вопроса необходимо учитывать две противоположных тенденции: с одной стороны, желательно приобретать оборудование наиболее совершенное (точное, надежное, высокопроизводительное и т.д.), позволяющее обеспечить необходимое качество оказываемых услуг; с другой стороны, в рыночных условиях нужно заботиться о том, чтобы затраты на его приобретение были как можно меньше и вложенные деньги окупались быстрее.
При подборе технологического оборудования прежде всего нужно четко представлять, какие технологические процессы (виды работ) будут осуществляться на предприятии при выполнении реализуемого им перечня услуг. В этом может помочь детально разобраться организационно - технологическая схема для данного сервиса (см. примеры выше). Выбор оборудования надо вести так, чтобы все технологические процессы были «закрыты» каким либо его видом. В то же время, не должно приобретаться оборудование, не соответствующее или не полностью соответствующие технологическим задачам, которое может простаивать, не окупаясь.
Для одних и тех же целей может предлагаться широкий спектр оборудования: от инструмента и приспособлений для ручного способа выполнения работ до высокомеханизированного и полуавтоматического оборудования с компьютерным управлением. В этом случае необходимо ориентироваться на:
- стартовые финансовые возможности предприятия (предпринимателя);
- сложность предполагаемых работ;
- производственную программу (масштабы производства).
Чем выше финансовые возможности предприятия, сложнее технологии (диагностирование системы впрыска топлива, кузовные работы и др.) и больше объемы работ, тем более сложным оборудованием может быть оснащено предприятие автосервиса.
И, напротив, для небольшого пункта обслуживания, занимающегося так называемым «быстрым сервисом» (замена масла, тормозных колодок, ремонт подвески и др.), оборудование может быть значительно более простым и дешевым. Но, в любом случае, комплект оборудования и оснастки должен обеспечивать получение лицензии на право заниматься данным видом деятельности, а следовательно, установленный уровень качества услуг.
Разница в уровне оснащения технологическим оборудованием хорошо видна на примере фирменного автоцентра, торгующего автомобилями и осуществляющего гарантийное и последующее их обслуживание, и небольшой СТОА на 2-3 рабочих поста.
Крупный автомобильный центр на 50-250 постов сродни заводу, для него характерна узкая специализация постов и рабочих мест, ритмичность в работе, применение поточных методов и конвейеров при выполнении гарантийного ТО. Для такого предприятия не является чем-то необычным доставка запасных частей и инструмента на рабочее место радиоуправляемой тележкой - роботом. Подача масел и спецжидкостей на рабочие посты осуществляется по трубопроводам с автоматическим контролем расхода и учета. Крупный автосервис немыслим без компьютерного диагностирования электронных систем автомобиля. Управление производством осуществляется с помощью компьютеров, объединенных в локальную сеть. Рабочие места - от мойки до постов сложного диагностирования - оборудуются интерфейсными «входам и выходами». При установке деталей считываются штриховые коды и детали автоматически заносятся в счет и многое др.
Для малых станций обслуживания комплект оборудования конечно же несопоставим с описанным выше, здесь все куда как скромнее, вплоть до использования инструмента и простейших приспособлений, оборудование универсальное. В то же время на небольших специализированных предприятиях, выполняющих сложные работы (например, то же диагностирование и регулировку электронных систем), целесообразно применение сложного дорогостоящего оборудования.
Крупные фирменные автоцентры, обладающие мощной ПТБ и информационной поддержкой фирм - изготовителей, обеспечивают высокое европейское качество ТО и Р, но при этом цена за услугу высокая (средняя цена за час работы в Европе около 65 €, в Москве - 60-70 $). В условиях фирменного сервиса, когда наборы оборудования, технологии и материалы определены фирмой - изготовителем, снизить цены на услуги практически невозможно. Иногда фирменный сервис является планово - убыточным, а выгоду хозяева автомобильных фирм получают от продажи автомобилей.
В этих условиях мелкие по мощности станции, имея более скромную ПТБ, но используя «человеческий фактор» (высокая квалификация персонала, обслуживание автомобилей в присутствии их владельцев и проявление прямой и непосредственной заботы о клиенте) и комплексность оказания услуг, могут значительно снизить их стоимость и составить конкуренцию крупным центрам.
Снизить стоимость оборудования можно, если ориентироваться на его отечественные аналоги. К сожалению, на рынке технологического оборудования пока преобладает импортное, хотя растерянность, вызванная введением рыночных отношений, постепенно проходит и многие российские производители оборудования (компания «Новгородский завод ГАРО»; ОАО ФОРМЗ, г. Глазов; ПКФ "Автотехснаб", г. Челябинск; ЗАО ”ДАРЗ" г. Димитров и др.) уверенно заявили о себе.
Сейчас можно приобрести хорошее отечественное оборудование для шиномонтажных и шиноремонтных работ, 2-стоечные и 4-стоечные электромеханические подъемники, компрессоры, покрасочно-сушильные камеры и др. По основным показателям оно соответствует требованиям, уступает лишь в дизайне и иногда по эргономическим показателям зарубежному, но стоимость его в 2-3 раза ниже. Однако не все импортное оборудование можно заменить отечественным, особенно диагностическое для наиболее сложных систем автомобиля (мотор-тестеры, сканеры). Некоторые типы оборудования у нас просто никогда не выпускались.
Комплектование набора оборудования для выполнения какого-либо вида услуг (работ) необходимо начинать с выбора основного (подъемник, установка, стенд, станок), осуществляющего самые ответственные, сложные и трудоемкие операции технологического процесса, в наибольшей мере определяющие качество оказываемых услуг. Вокруг этого главного оборудования по принципу совместимости с ним подбирается другое менее дорогостоящее оборудование, инструмент, оснастка и формируется комплект в целом.
Многие автовладельцы и работники автосервиса считают, что как «театр начинается с вешалки», так СТОА - с подъемника. Действительно, подъемник является базовым оборудованием для постов ТО и Р. Трудно представить современное предприятие автосервиса для легковых автомобилей, оснащенное осмотровой канавой или эстакадой, а не подъемником.
На станциях нашей страны в большей мере применяются одно- двух- и четырех стоечные электромеханические подъемники. В последнее время все более широкое распространение получают ножничные одно- и двухъярусные подъемники с гидравлическим приводом (рисунок 8.1), а также гидравлические подъемники в виде отдельных легко монтируемых стоек. Многие специалисты автосервиса считают, что за последними - большое будущее. Главное достоинство ножничных и гидравлических подъемников в том, что они в сложенном состоянии (заглубленные в пол) не занимают место и на этих площадях можно при необходимости организовать выполнение других работ, не требующих подъема автомобиля или вывешивания колес.

Рисунок 8.1 - Ножничный двухъярусный подъёмник грузоподъемностью 3 т фирмы Rotary (США) (АБС 3/2003)
Основным оборудованием для выполнения УМР являются щеточные механизированные моечные установки или при ручном варианте - мойки высокого давления. Современные моечные установки для легковых автомобилей, как правило, совмещают в своей конструкции и установку для сушки.
Станции мойки в современных условиях не могут обходиться без установок по очистке и повторному использованию воды. Для уборки салона обычно применяются профессиональные пылесосы.
В качестве основного оборудования для диагностирования и регулировки электронных систем двигателя следует рассматривать мотор - тестеры, сканеры, газоанализаторы, совместимые с компьютерами и принтерами.
Комплект диагностического оборудования для ПИКа определяется устанавливаемым ГОСТ Р 51709 - 2001 [17] перечнем диагностических параметров, обязательных для проверки при ежегодном техническом осмотре автомобиля. Это, прежде всего, тормозной стенд, газоанализатор, прибор для проверки фар, прибор для измерения углового люфта рулевого управления и подъемник. Компанией «Новгородский завод ГАРО» выпускаются линии технического контроля легковых автомобилей ЛТК-ЗЛ-СП11, ЛТК-ЗЛ-СП12, ЛТК-ЗЛ-СП12, ЛТК-ЗЛ-СП16, ЛТК-ЗЛ-СГ117, основу которых составляет тормозной стенд СТС-З-СП. Его компьютер работает под управлением программы линии, обрабатывает результаты измерений и визуального контроля, выводит их на экран монитора и при необходимости распечатывает на бумагу [39]. Технические данные об этих линиях приведены в таблице 8.1.
На рисунке 8.2 представлена схема диагностического комплекса одного из московских ПИКов на основе линии VIC - 3000 голландской фирмы SUN.
Определяющим оборудованием для шиномонтажных и шиноремонтных работ являются: шиномонтажные и балансировочные стенды, электровулканизаторы, компрессоры, воздухораздаточные колонки.
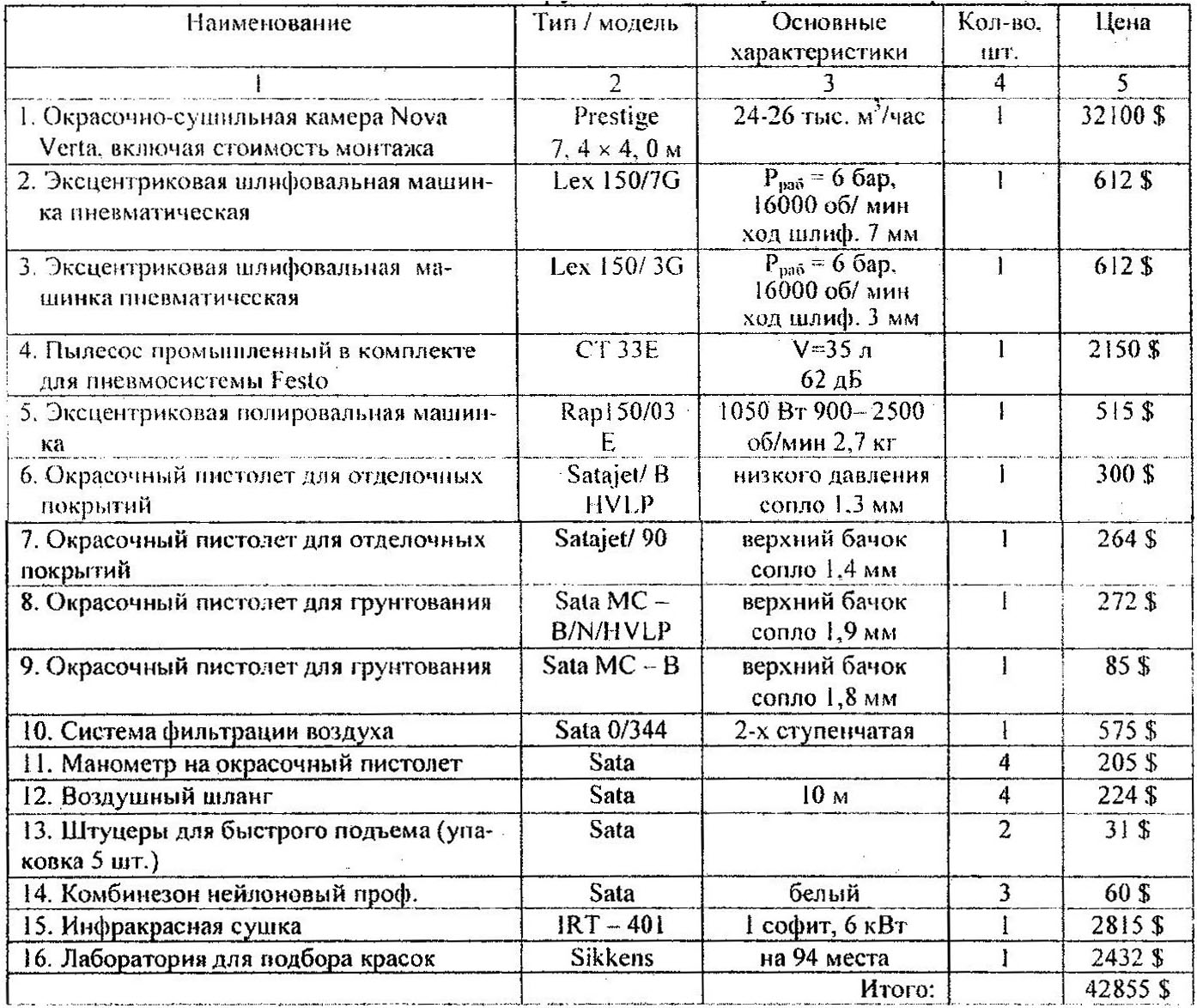
В таблице 8.2 приведен набор оборудования, предлагаемый фирмой Авто - Эм (Москва), для предприятия автосервиса по покраске автомобилей. Набор составлен на базе импортного оборудования (Германия, Италия, Швеция, Голландия). Базовой в данном комплекте оборудования является окрасочно - сушильная камера.
Таблица 8.1 - Технические данные линий инструментального контроля компании
«Новгородский завод ГАРО» (www.garo.novgorod.ru)

Современный рынок предлагает десятки марок оборудования одного назначения. Для подбора оптимального комплекта оборудования для выполнения какого-либо вида услуг необходимо обладать достаточной информацией о его технических возможностях и стоимости. В качестве информационного обеспечения по данному направлению можно использовать традиционно выпускаемые справочники [26,27], каталоги [29,30] и табели оборудования [40]. Справочник оборудования для автосервиса российских и зарубежных фирм ежемесячно публикуется в журнале «АБС Автомобиль и сервис», но его характеристика, приводимая там, весьма кратка.
Кроме того, в данном журнале регулярно публикуется реклама многих фирм-изготовителей и поставщиков оборудования и их адреса.
Широкие возможности открываются для поиска оборудования для автосервиса через Интернет. Все тот же журнал «АБС Автомобиль и сервис» организовал информационно-торговый центр (ИТЦ «АвтоБС»), который открыл свой сайт в Интернете (www.abs.msk.ru). На нем можно найти базу данных по всем видам отечественного и зарубежного оборудования для ТО и Р автомобилей, а также автоэксплуатационным материалам. Этот электронный справочник постоянно обновляется и пополняется, и охватывает практически весь спектр оборудования и материалов для автосервиса.
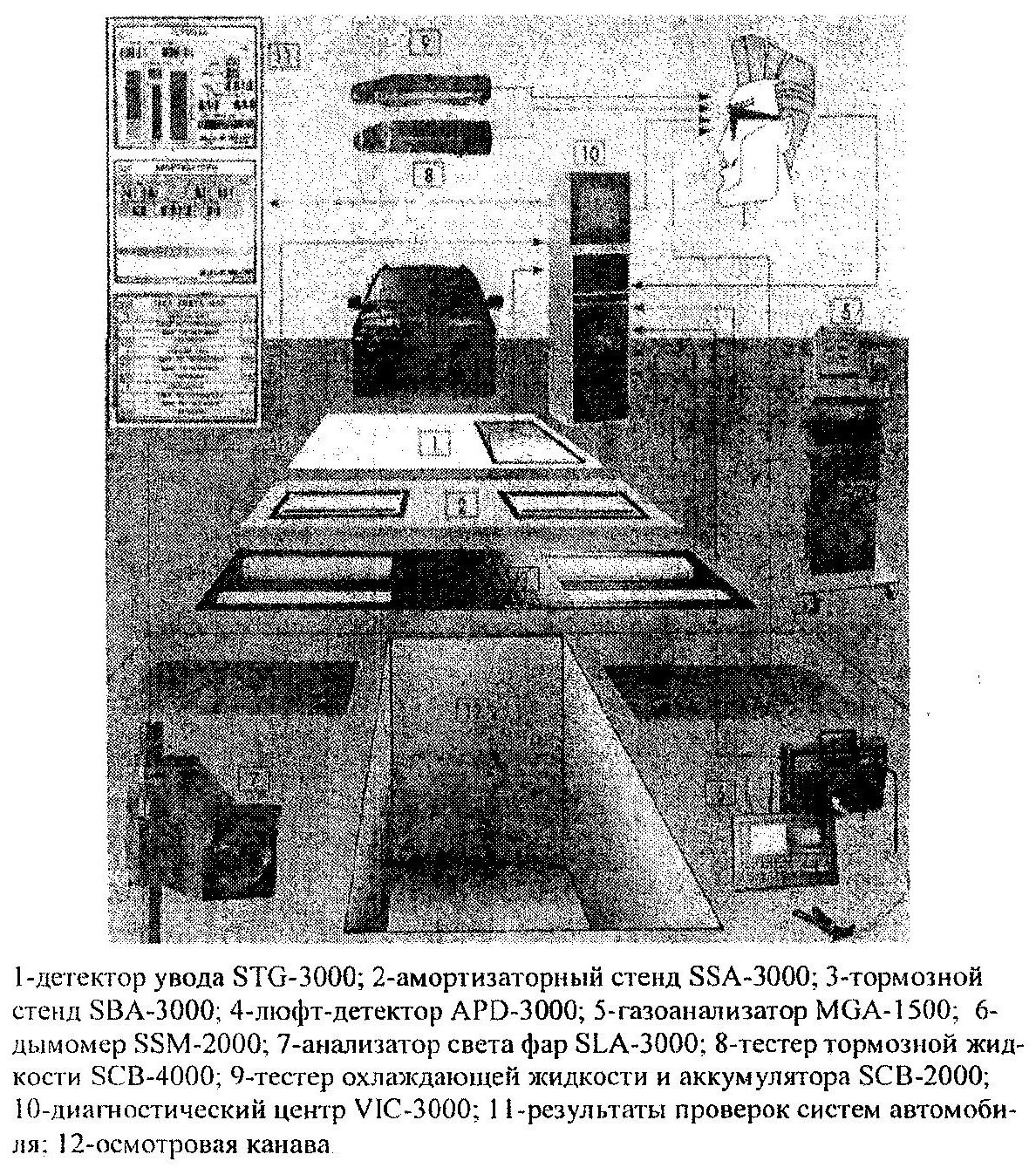
Рисунок 8.2 - Схема диагностического комплекса на базе линии VIС - 3000 фирмы SUN
(АБС 9/2000)
Таблица 8.2 - Типовой комплект оборудования для участка покраски (АБС 9/2000)
Большинство фирм, торгующих оборудованием, также имеют свой сайт в Интернете. В таблице 8.3 приведены адреса некоторых фирм, успешно проработавших на российском рынке оборудования для автосервиса более 10 лет.
Таблица 8.3 - Информация о некоторых фирмах-поставщиках оборудования для автосервиса

|
| Таблица 8.3 - Информация о некоторых фирмах-поставщиках оборудования для автосервиса |
Комплектование оборудованием автосервиса упрощается, когда изначально оказание какой-либо услуги ориентировано на применение конкретной технологии и материалов, например, на американскую технологию восстановления автомобильных стекол; технологию ремонта шин фирмы Шталгрубер TIP-TOP или шведской фирмы Динол по антикоррозионной обработке автомобилей. В этом случае комплект оборудования в готовом виде поставляется фирмой-разработчиком данной технологии.
8.2 Общие принципы определения количества оборудования для постов и рабочих мест
Количество оборудования определяется по степени его использования в технологическом процессе. Если оно полностью загружено в течение рабочей смены, то его количество рассчитывается по трудоемкости работ на данном оборудовании:
 (8.1)
(8.1)
где То - годовая трудоемкость работ по данной группе оборудования, чел.-ч.;
ηо - коэффициент использования оборудования (0,6-0,9);
Р0 - число рабочих, одновременно работающих на данном оборудовании.
Таким способом может определяться количество станочного оборудования для слесарно - механического участка. Для этого необходимо использовать примерное процентное соотношение между основными видами механических работ: токарные - 48%; револьверные - 12%; фрезерные - 12%; шлифовальные - 10%; сверлильные - 5%; строгальные - 5%; заточные - 8%.
Если оборудование используется периодически, то его количество может быть установлено по табелю оборудования [40].
Число моечных установок, подъемников, стендов для правки кузовов, диагностических стендов определяется числом соответствующих рабочих постов. Оборудование общего назначения (верстаки) рассчитывается по числу рабочих.
Количество подъемно - транспортного оборудования (поворотные краны, монорельсы с тельферами, кран-балки и др.) определяется, исходя из количества зон, участков и складов, в которых предусматривается механизация подъемно - транспортных операций.
Результаты подбора оборудования заносятся в ведомость технологического оборудования по форме таблицы 5.7.
Подобранный комплект оборудования должен обеспечивать определенный уровень механизации работ на постах, участках или предприятии в целом.
8.3 Механизация технологических процессов обслуживания автомобилей
Одним из направлений повышения производительности постов и рабочих мест в автосервисе является механизация работ. Многие предприятия, начав с более простого оборудования, зарабатывая и наращивая объемы услуг, постепенно заменяют его на более производительное.
Под механизацией производственных процессов понимается частичная или полная замена ручного труда человека машинным, с участием его в управлении машиной.
Основным показателем механизации согласно методике [32] является уровень механизации производственных процессов ТО, Д и ТР автомобилей (У). Он рассчитывается в процентах как отношение трудоемкости механизированных операций к общей трудоемкости всех операций процесса.
При определении У все работы делятся по способу их производства на: механизированные, механизированно - ручные, ручные.
К механизированным работам относятся процессы, выполняемые при помощи машин и механизмов с электро-, гидро- и пневмоприводом. Управление ими осуществляется вручную. Пример: механизированная моечная установка, диагностический стенд, токарный станок и др.
К механизированно-ручным работам относят процессы, выполняемые механизированным инструментом, приборами, также имеющим привод. Но при этом сохраняется значительная доля ручного труда (маслораздаточная колонка, электрогайковерт, пылесос и др.).
К ручным работам относятся процессы, выполняемые при помощи простейших инструментов (молоток, отвертка, ключ и др.).
Оценка уровня механизации производственных процессов производится путем его расчета и сравнения с рекомендуемым или оптимальным для зоны, участка СТОА.
Уровень механизации в процентах по участку или специализированному предприятию автосервиса:
У = Ум + Умр, (8.2)
где Ум + Умр - соответственно уровень механизированного и механизированно-ручного
труда, %.
Для упрощения расчетов Ум и Умр будем определять не по трудозатратам, как предусматривается методикой [32], а по числу рабочих, выполняющих работы тем или иным способом [4].
 (8.3)
(8.3)
где Рм1...Рмп - число рабочих, выполняющих работу механизированным способом на 1-м...n-м виде оборудования;
Рм1...Рмп -число рабочих, выполняющих работу механизированноручным способом на 1-м...n-м виде оборудования;
К1...Кn - коэффициенты механизации оборудования, которое используют рабочие;
Р - общее число технологических рабочих на участке.
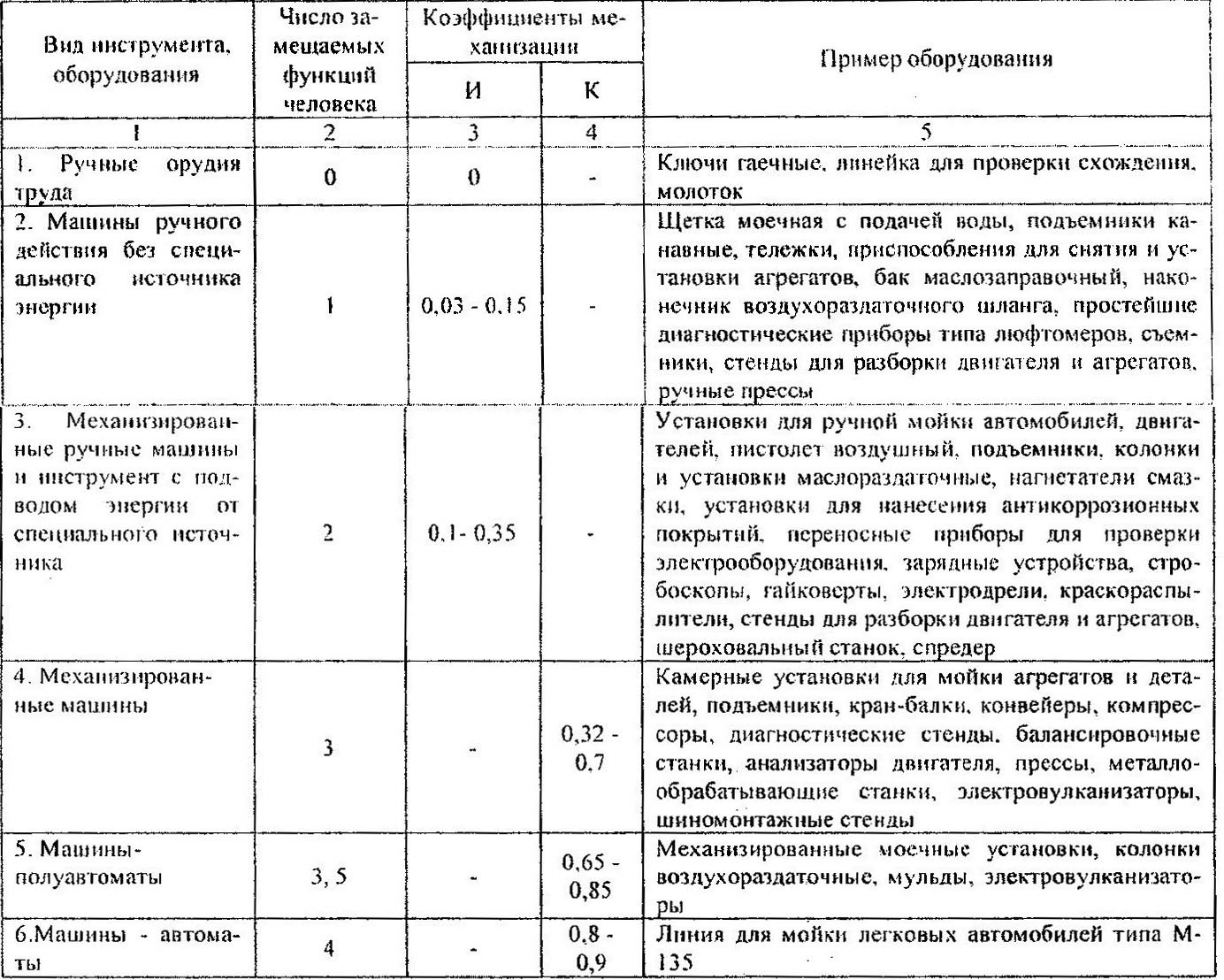
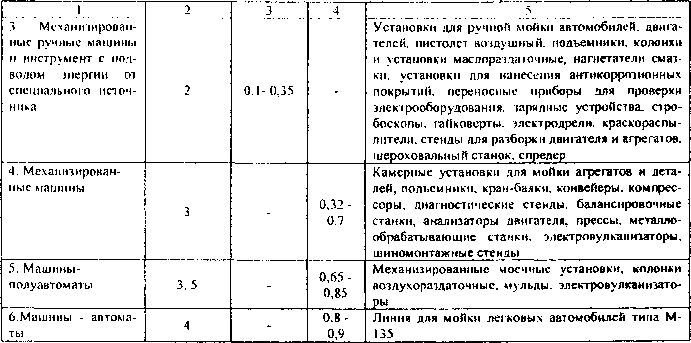
Примерное значение коэффициентов К и И оборудования в зависимости от числа замещаемых им функций человека в соответствии [4, 32] приведены в таблице 8.4.
Таблица 8.4 - Значения коэффициентов простейшей механизации (И) и меха низа ции (К) для инструмента и оборудования
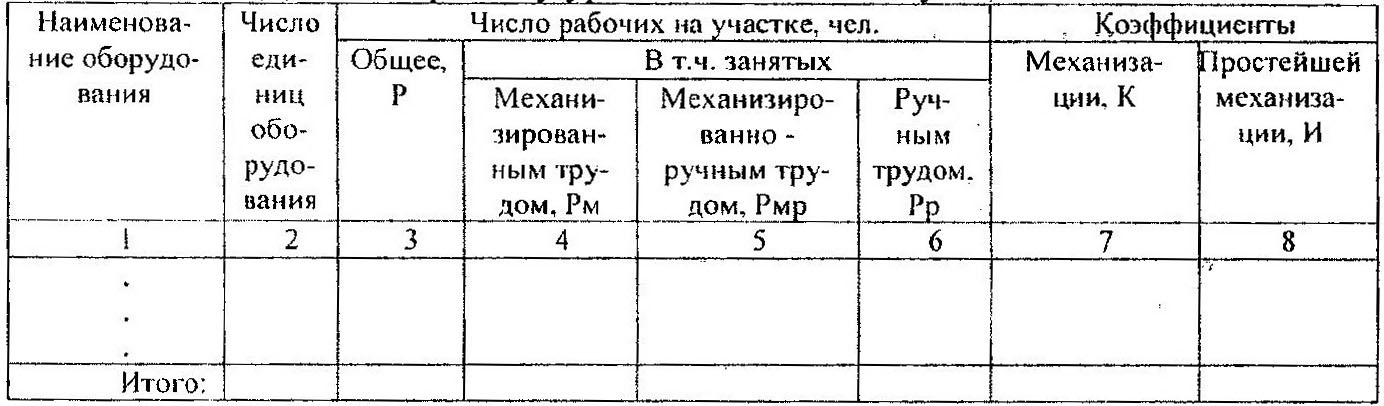
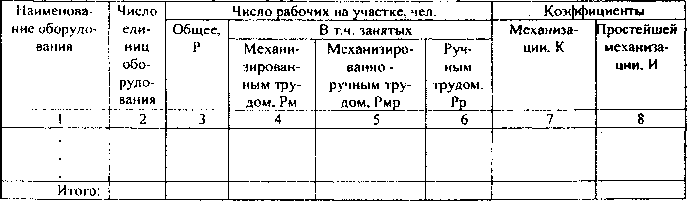
Исходные данные для расчета У сводятся в таблицу 8.5. При этом все рабочие распределяются по видам оборудования и видам труда, устанавливаются численные значения коэффициентов К и И.
Таблица 8.5 - Данные к расчету уровня механизации участка
Для комплексных СТОА в целом по предприятию уровень механизации находится:
 (8.4)
(8.4)
Суммарные уровни механизированного и механизировано - ручного труда в % определяются:
 (8.5)
(8.5)
где ∑УМ...УЧШ; УМр1...Умрп - соответственно, уровни механизированного и механизировано-ручного труда на i - м участке СТОА;
 Исходные данные для расчета У сводятся в таблицу 8.5. При этом все рабочие распределяются по видам оборудования и видам труда, устанавливаются численные значения коэффициентов К и И.
Таблица 8.5 - Данные к расчету уровня механизации участка
Исходные данные для расчета У сводятся в таблицу 8.5. При этом все рабочие распределяются по видам оборудования и видам труда, устанавливаются численные значения коэффициентов К и И.
Таблица 8.5 - Данные к расчету уровня механизации участка
|
 Для комплексных СТОА в целом по предприятию уровень механизации находится:
Для комплексных СТОА в целом по предприятию уровень механизации находится:
|
Р1... Рп — число рабочих на i - м участке;
∑Р - общее число рабочих на СТОА.
8.4 Определение оптимального уровня механизации работ на предприятии автосервиса
Уровень механизации служит ориентиром при оснащении предприятий автосервиса оборудованием. Повышение У оказывает большое влияние на показатели работы предприятия. По данным [33], при увеличении уровня механизации с 10 до 15 % трудоемкость ТО и Р уменьшаются на 20%. Однако повышение У требует значительных дополнительных затрат на оборудование. И эти затраты тем выше, чем более высокий уровень механизации стремятся достигнуть.
Эффективность механизации зависит от ряда конкретных факторов: числа автомобилей в сфере обслуживания предприятия автосервиса и марочного состава, технологической сложности оказываемых услуг, уровня специализации производства и др.
Поскольку для каждого предприятия существует свой уровень значения этих факторов, то для него существует и свой оптимальный уровень механизации, после которого эффективность от дальнейшего его повышения резко падает.
В условиях рыночных отношений предприятиям необходимо ориентироваться при оснащении ПТБ не на максимальный, а на оптимальный уровень механизации (У„1ГГ), причем он должен определяться по экономическому критерию.
В качестве критерия оптимизации предложена максимальная годовая прибыль в руб. от повышения уровня механизации.
Целевая функция оптимизации выглядит следующим образом:
 (8.6)
(8.6)
где Рг - среднегодовая прибыль, руб./l раб.пост;
Dr - средний годовой доход с одного поста, руб./ 1 раб.пост;
Sзп - средний годовой фонд заработной платы персонала, руб./l раб.пост; So - затраты на приобретение оборудования, руб./l раб.пост;
Кн - нормативный коэффициент (0,12-0,15)..
Показатели, входящие в целевую функцию (8.6), определяются с помощью следующих уровнений регрессии, полученных на основе данных [42]:
 (8.7)
(8.7)
где Sд - дневной доход с одного рабочего поста, руб;
К1, К2 - коэффициенты коррекции, соответственно, дохода и затрат на оборудование от мощности станции (при изменении числа рабочих постов от 5 до 50 К1 изменяется от 0,87 до 1,17, а К2 от 1,15 до 0,85);
W - средний возраст автомобиля в парке, обслуживаемом станцией, годы;
Gu - доля в парке характерной марки автомобиля; q - класс автомобиля характерной марки (особо малый - 1, малый - 2, средний - 3, большой - 4).
При вычислении прибыли по уравнениям (8.6), (8.7) необходимо учитывать инфляцию относительно 1985 года.
Процесс оптимизации состоит в том, что, меняя с каким-то шагом величину уровня механизации (У) от начального в большую сторону, вычисляется прибыль.
Оптимум У определяется по максимальной прибыли. Результаты оптимизации лучше представлять графически в виде зависимости Рr = f (У).
На рисунке 8.3 приведены результаты определения оптимального уровня механизации для комплексной СТОА на 18 рабочих постов.
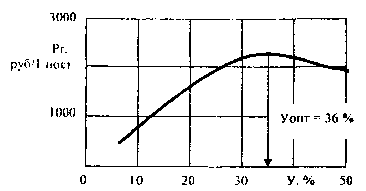
Рисунок 8.3 - Оптимальный уровень механизации для СТОА на 18 рабочих постов
8.5 Подбор оборудования с учетом Уопт
Подбираемое оборудование при проектировании или реконструкции предприятия автосервиса должно обеспечивать найденный для него оптимальный уровень механизации процессов обслуживания.
Для того, чтобы выполнить это условие, необходимо после выбора оборудования рассчитывать уровень механизации по формулам (8.2), (8.3), (8.4) и сравнивать его с оптимальным значением. Если уровень механизации при данном наборе оборудования будет ниже или выше оптимального, то необходимо заменить некоторое оборудование на другое того же назначения, но с большей или меньшей производительностью, т.е. обеспечивающее другие коэффициенты К или И механизации работ, и снова рассчитать уровень механизации работ. Общий алгоритм подбора оборудования с учетом У011Т представлен на рисунке 8.4.
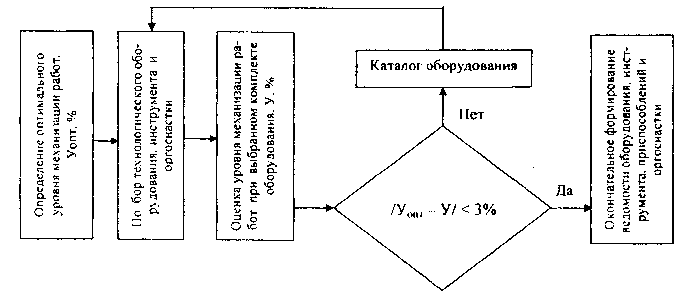
Рисунок 8.4 Общий порядок формирования комплекта оборудования для автосервиса
На основе целевой функции, зависимостей (8.7) и алгоритма (рисунок 8.4) на кафедре «Автомобильный транспорт и автосервис» разработана компьютерная программа подбора технологического оборудования для участков предприятий автосервиса.
Только после того, как будет установлено, что данный комплект оборудования обеспечивает оптимальный уровень механизации, можно окончательно рассчитать площадь участка.
Как было показано выше, оснащение автосервиса оборудованием является непростым вопросом. Поэтому многие предприятия автосервиса сегодня обращаются за решением этой задачи к специалистам ряда фирм, занимающихся не только продажей оборудования, но и его комплектованием по заказу клиентов под определенный набор услуг, предполагаемых к оказанию на их сервисе. Причем в последнее время сервисные центры все чаще стремятся иметь дело с одним поставщиком оборудованием, осуществляющим не только его продажу, но и обеспечивающим запуск в эксплуатацию, плановое ТО и обучение персонала. Это позволяет существенно снизить общие затраты за весь период работы оборудования.
В свою очередь среди фирм-поставщиков оборудования идет жесткая конкурентная борьба за клиента и это заставлет их искать новые направления деятельности, например, оказывать проектно-консультационные услуги самого широкого профиля по организации современного автосервисного бизнеса. Они предлагают готовые решения от быстровозводимых боксов, оснащенных зарубежным и отечетвенным оборудованием, и небольших сервисных пунктов, рассчитанных на обслуживание 3-4 автомобилей в день, до крупных станций автосервиса на несколько> десятков постов. К таким фирмам относятся БАРКЛАИ - АВТО, ГАРДИА-ХОЛДИНГ, АВТОЛАК, ЕВРОСИВ, и ряд других, адреса и сведения о деятельности которых можно найти в журнале «АБС Автомобиль и сервис» за 1999 - 2005 гг.
Эти фирмы вплотную подошли к продаже бизнеса в целом для новых предприятий и комплектов новых участков «под ключ» для действующих станций. Иными словами, если предприниматели не уверены в правильности своих собственных решений, то следует подумать о приобретении таких решений у профессионалов.
9 РАЗРАБОТКА ПЛАНИРОВОЧНОГО РЕШЕНИЯ ПРЕДПРИЯТИЯ АВТОСЕРВИСА
Нормативными документами при разработке планировочного решения предприятия служат СНиП П-89-80 [36], ВСН 01-89 [28] и ОНТП-01-91 [22]. Целью планировки является решение вопросов использования и застройки земельного участка; организации территории предприятия; взаимного расположения зданий и сооружений; размещения рабочих и вспомогательных постов, автомобиле-мест ожидания и хранения, технологического оборудования и организационной оснастки.
Планировка предприятия автосервиса складывается из генерального плана, объемно-планировочного решения здания предприятия, планировок участков, постов, складов. Планировку предприятия следует начинать с выбора места его расположения.
9.1 Размещение предприятий автосервиса
Расположение предприятия автосервиса в городе или районе определяет главные требования к услугам, им оказываемым, их доступность и удобство пользования для клиента. Одновременно должна обеспечиваться достаточная загрузка производственных мощностей предприятия автосервиса.
Известно, что трудоемкость до 85% услуг в автосервисе составляет не более 1,5-2 чел.-ч. (устранение мелких неисправностей, диагностирование и регулировка отдельных систем и механизмов, мойка автомобиля и др.), из оставшихся 15% трудоемких услуг только 1/3 являются сложными в технологическом отношении. Исходя из этого, общие принципы размещения предприятий автосервиса могут быть сформулированы следующим образом:
- предприятия для устранения мелких неисправностей и услуг с небольшим объемом работ, но часто востребуемых, должны располагаться более часто и ближе к жилью клиентов или так, чтобы эти услуги могли выполняться попутно (у АЗС, гаражных кооперативов, платных стоянок и т.д.);
- крупные СТОА и автоцентры, предназначенные для выполнения сложных и трудоемких услуг, могут располагаться более редко, например, одна-две на город (район);
- не рекомендуется совмещать городские СТОА с АЗС, так как это резко усложняет и удорожает проекты;
- напротив, дорожные СТОА следует совмещать с АЗС или располагать рядом, что повышает удобство для клиентов и уменьшает срок окупаемости как СТОА, так и АЗС;
- считается, что хорошее обслуживание автомобилей в пути обеспечивается при среднем расстоянии между дорожными пунктами (АЗС, СТОА) не более 100 км.
В настоящее время во многих городах России нередко затраты времени на то, чтобы добраться до гаража, стоянки, станции мойки и других подобного рода предприятий автосервиса, столь значительны, что пользование автомобилем становиться невыгодным. В то же время, например, для выполнения сложного ремонта кузова, клиенту выгодно обратиться за услугой за сотню километров (в другой город), если у него есть уверенность, что там качество этой сложной, дорогостоящей услуги, к которой он прибегает один раз в 5-7 лет, будет гарантированно высоким.
Ниже рассмотрены некоторые методические положения по размещению предприятий автосервиса в городе на примере станций мойки и платных стоянок для легковых автомобилей [19]. С точки зрения удобства для клиентов сеть этих предприятий должна быть достаточно частой, кроме того, расположение этих двух видов предприятий автосервиса взаимосвязано. Объясняется это тем, что длительность оказания услуг по внешнему уходу за автомобилем (уборка салона, мойка, полировка кузова и др.) небольшая и автовладельцы будут обращаться на станции мойки, расположенные ближе к месту хранения их автомобилей.
Расположение открытых стоянок для постоянного хранения автомобилей регламентируется СНиП 2.07.01-89 [34] и СанПиН 2.2.1/2.1.1.984-00 [35]. Они должны располагаться во вновь проектируемых районах с пешеходной доступностью не более 800 м, а для реконструируемых районов с неблагоприятной гидрологической обстановкой допускается увеличить этот параметр до 1500 м. Одновременно с точки зрения экологии ограничивается минимальное расстояние от жилых домов, общественных зданий и других объектов. Стоянки автомобилей должны располагаться, в зависимости от числа мест на них и назначения рядом расположенных зданий, на расстоянии от их границы до линии окон не менее 10-50м. Наибольшие допустимые расстояния устанавливаются для стоянок с числом мест хранения автомобилей более 300 и для школ, детских и лечебных учреждений. Для обеспечения безопасности движения на прилегающих к открытым стоянкам проездах общего пользования минимальные расстояния до въездов на них должны составлять: от перекрестков магистральных улиц-50 м, от остановочных пунктов общественного транспорта-30 м.
Платные стоянки автомобилей располагаются на жилых и прилегающих к ним территориях в соответствии с вышеперечисленными требованиями, при этом следует, по возможности, использовать пустыри, защитные зоны железных дорог и тому подобные непригодные для других целей территории.
Плотность расположения станций мойки автомобилей определяется средним расстоянием (1ср) между вновь организуемыми и уже существующими станциями. Расчет среднего расстояния производится из условия отсутствия простоя моечного оборудования, для чего время ожидания клиента станцией (1ож) принимается равным времени мойки автомобиля [6]. Для станций с ручным выполнением работ tож=0,25 ч., для автоматизированных станций мойки - tож =0,1 ч. Среднее расстояние между станциями мойки в км определяется по формуле:
 (9.1)
(9.1)
где Тоб - продолжительность рабочего дня станции, ч;
Х0 - общее необходимое число постов мойки для города (района);
VT - средняя техническая скорость при движении по городу, км/ч;
Nc - общее возможное суточное число заездов автомобилей на УМР, заезд./сут
Кн - коэффициент неравномерности расположения станций;
φ - коэффициент неравномерности поступления автомобилей на станцию;
η- коэффициент использования рабочего времени поста.
Суточное число заездов автомобилей на станцию мойки можно определить по формуле:
 (9.2)
(9.2)
где А - общее число легковых автомоОилей в городе;
К - доля легковых автомобилей, постоянно находящихся в эксплуатации в течение года;
dm - среднее число заездов одного автомобиля на станцию мойки в год, заезд./год на 1 авт.;
ДрГ - число дней работы в году станции мойки.
Однако при выборе конкретного места расположения станции мойки кроме основного параметра (lср) необходимо учитывать ряд дополнительных факторов, имеющих немаловажное значение, таких как близость гаражных кооперативов и платных стоянок; наличие на территории предполагаемого расположения станции инженерных сетей и подъездных путей. Последний фактор следует учитывать при размещении любых предприятий автосервиса, так как это позволяет значительно сократить затраты на их строительство.
Важным является экологический фактор. Может оказаться, что по основному критерию и с учетом всех дополнительных факторов место расположения предприятия выбрано идеально, но оно расположено вблизи природоохранных объектов или в районе, уже перенасыщенном предприятиями, производственная деятельность которых сопряжена с выделением вредных веществ и их со держание в воде, почве, воздухе близко или превышает предельно допустимые концентрации. В этом случае разрешение на проектирование и строительство таких предприятий автосервиса (новых потенциальных загрязнителей окружающей среды), как платная стоянка или станция мойки автомобилей, не может быть получено. Графическая иллюстрация методики размещения станции мойки и платной стоянки для легковых автомобилей для гипотетического района города представлена на рисунке 9.1.
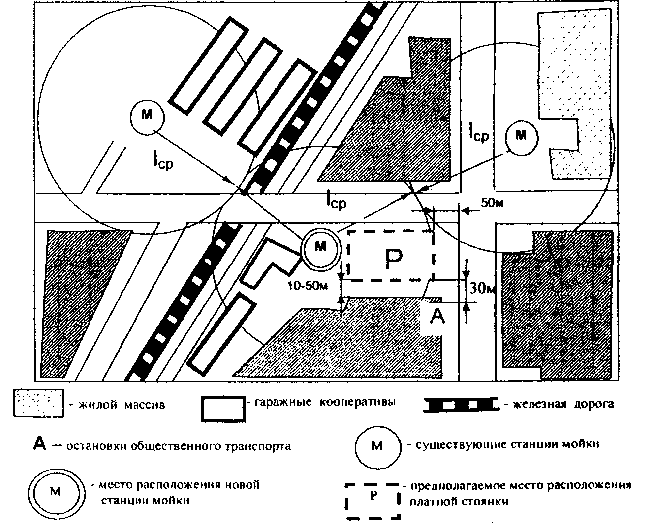
Рисунок 9.1 - Пример определения мест расположения платной стоянки и станции мойки
Таким образом, применение изложенного выше подхода к размещению предприятий автосервиса в городе позволяет:
- повысить для клиентов удобство пользования услугами данных предприятий (экономия времени и средств);
- осуществить более равномерную загрузку предприятий и повысить их эффективность;
- повысить экологическую безопасность в городе.
9.2 Генеральный план
Генплан предприятия автосервиса - это план отведенного под застройку земельного участка, ориентированный относительно проезда общего пользования и соседних владений, с указанием на нем зданий и сооружений по их габаритному очертанию, стоянок автомобилей, основных и вспомогательных проездов, путей движения автомобилей по территории.
Перед разработкой генплана определяется перечень зданий и сооружений, размещаемых на территории предприятия; их площади и размеры. Состав помещений и площадь основного производственного здания, при условии одноэтажной блокированной застройки, определяется по итогам технологического расчета (таблица 5.8).
В небольших по мощности (до 6 рабочих постов) предприятиях административно-бытовые помещения обычно располагаются в едином здании с производственными. В средних и больших СТОА они могут выноситься в отдельный административно-бытовой корпус. В этом случае необходимо определить площадь, занимаемую административно-бытовым зданием в м2:
 (9.3)
(9.3)
где NэT - число этажей (принимается 1 -3).
Общая площадь административно-бытового корпуса (РобщАБК) находится как сумма по результатам расчета (п.5.6.5).
Габаритные размеры и конфигурация здания предприятия автосервиса определяются планировочным решением производственной его части (см п.9.3) и ее взаимосвязью с административно-бытовым корпусом. Последний может примыкать к производственному корпусу, соединяться с ним теплым переходом или располагаться отдельно. Размеры административно-бытового корпуса определяются, исходя из расчетной площади (FABK) и соотношения сторон от 1:1,5 до 1:3. Стороны здания должны быть округленны до кратных 6 м.
Необходимая площадь участка под застройку в м2:
 (9.4)
(9.4)
где FпK FAбк Fct - соответственно, площадь застройки производственного корпуса, административно-бытового корпуса, площадь стоянки автомобилей на территории станции, м2;
Fi- площадь застройки другими, отдельно вынесенными зданиями и сооружениями, м2;
К3 - плотность застройки территории, % [5, с Л 23].
Площадь участка может быть увеличена на 10% (с учетом перспективы развития предприятия). Размеры и форма участка выбираются, исходя из Fуч и ситуационного плана (расположение отводимого участка в плане населенного пункта). По возможности, участок должен иметь прямоугольную форму с соотношением сторон от 1:1 до 1:3.
На плане участка в масштабе с помощью условных обозначений по ГОСТ 21.108-78 наносятся здания и сооружения по их габаритному очертанию. Административно-бытовое здание должно располагаться вблизи от главного входа на территорию предприятия автосервиса.
Ворота для въезда и выезда необходимо располагать с отступом от красной линии (лини отвода участка), равным не менее длины автомобиля. Противопожарные разрывы между зданиями принимаются согласно ВСН-01 -89 [28].
Кроме рассмотренных выше зданий, на генплане должны быть показаны: очистные сооружения; расположение пожарных гидрантов или резервной емкости для воды; площадка для отдыха; площадка (навес) для хранения утиля; резервная площадь; запасные (хозяйственные) ворота.
Территория платных стоянок и АЗС выполняется с уклоном для стока ливневых вод в очистные сооружения. Прямой слив сточных вод без предварительной очистки запрещен.
Очистные сооружения и установки замкнутого цикла для повторного использования воды должны предусматриваться для станций мойки и всех СТОА, имеющих посты и линии мойки автомобилей.
На плане наносятся также линии движения автомобилей по территории. Пересечение основных потоков движения автомобилей на территории СТОА интенсивностью более 100 автомобилей в сутки не допускается.
При наличии въездных и выездных ворот с расстоянием между ними менее 30 м необходимо, чтобы въезд предшествовал выезду, считая по ходу уличного движения. Территория предприятия должна быть огорожена и озеленена.
Ширина проездов на территории предприятия должна быть не менее 6 м при двустороннем движении и не менее 3,5 м при одностороннем.
Перед предприятием автосервиса со стороны, примыкающей к проезду общего пользования, должна предусматриваться стоянка для автомобилей клиентов.
На рисунках 9.2, 9.3, 9.4 показаны макеты типовых и оригинальных отечественных проектов станций и автоцентров по обслуживанию легковых автомобилей. По данным рисункам можно составить представление о генеральных планах этих предприятий.
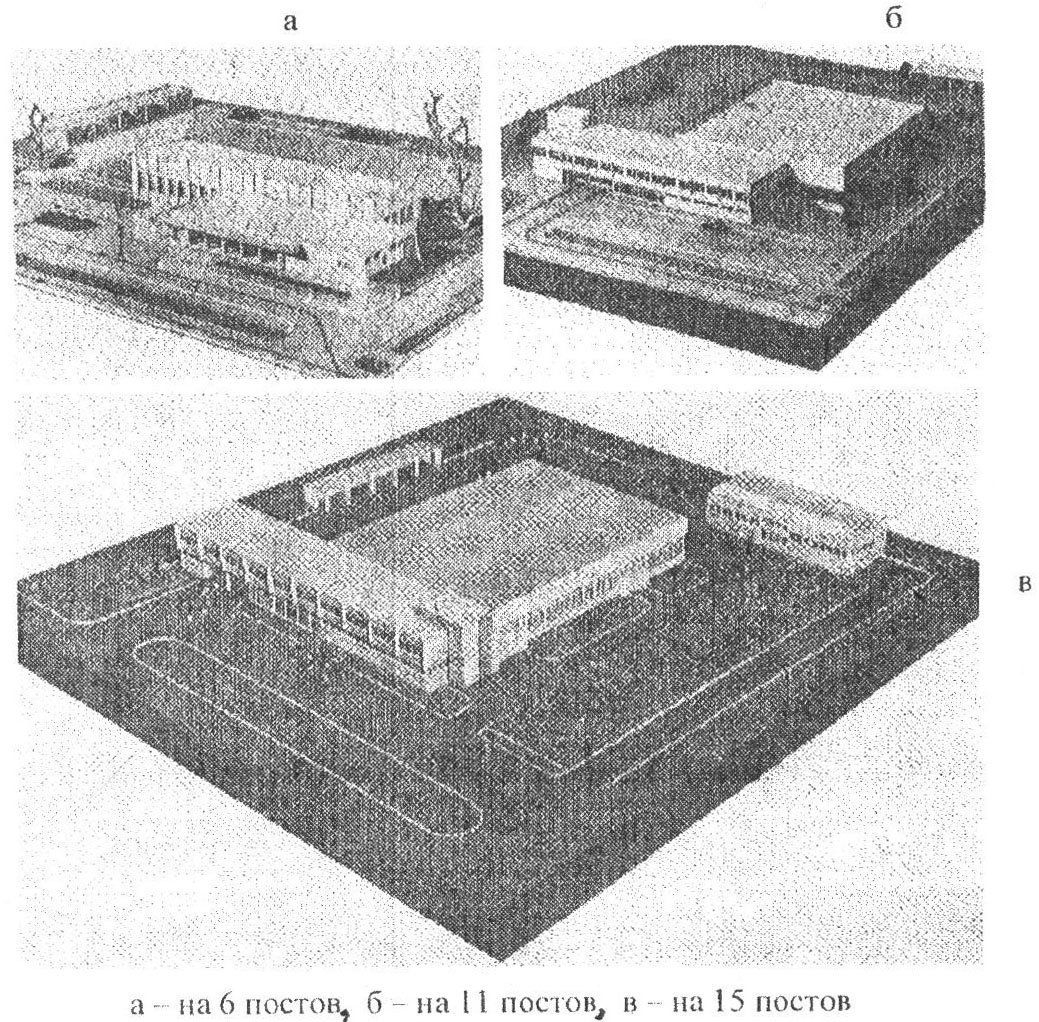
Рисунок 9.2 Типовые проекты станций технического обслуживания легковых автомобилей
Примеры генеральных планов СТОА различного типа и мощности представлены в проектах венгерских проектировщиков (по книге К.Херцега) [37] в приложении А данного пособия, а также в других источниках [4,5,6,38].
Рисунок 9.3 - Типовые проекты станций технического обслуживания легковых автомобилей
Генеральные планы и проекты в целом, представленные в вышеперечисленных источниках, следует рассматривать лишь как примерные схемы, так как некоторые правила и условные изображения при оформлении их чертежей изменились.
Рисунок 9.4 - Индивидуальный проект автоцентра технического обслуживания легковых
автомобилей
Генплан выполняется в масштабе 1:500 или 1:200 в зависимости от размеров и удобства размещения его на листе. Чертеж располагается так, чтобы линия юг-север была направлена снизу вверх. Допускается разворот чертежа генплана относительно указанного направления, но не более чем на 90°.
На генплане приводятся: ’’роза ветров", экспликация зданий и сооружений, основные показатели (площадь участка, площадь застройки, процент застройки, площадь озеленения).
’’Роза ветров” располагается в верхнем левом углу листа, она характеризует ветровой режим в данном районе по результатам многолетних наблюдений. Пример потроения "розы ветров" для г. Кургана приведен на рисунке 9.5.
Информация, которую несет "роза ветров", учитывается при выборе расположения зданий и сооружений. Они должны располагаться относительно преобладающих ветров так, чтобы потери тепла в зимнее время были минимальны, предотвращались снежные заносы и др.
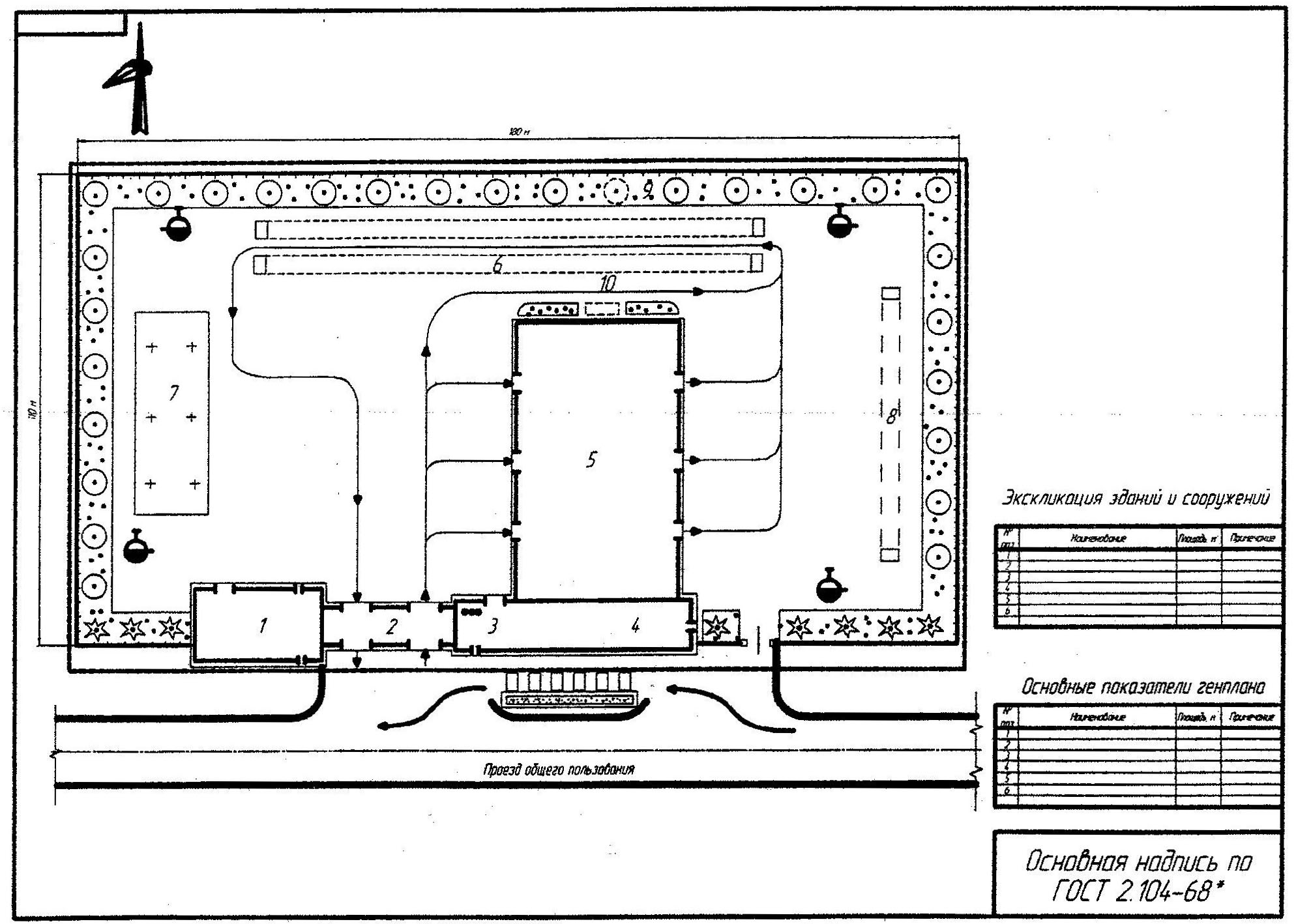
Рисунок 9.6 - Пример оформления чертежа генплана СТОА
Величина отрезков от вершин многоугольника к центру соответствует количеству дней в году в % с данным направлением ветров. Сумма отрезков равна 100 %. Стрелка показывает направление с юга на север.
Пример оформления чертежа генплана автосервисного центра с продажей автомобилей приведен на рисунке 9.6. Условные обозначения на генеральных планах и формы таблиц экспликации зданий и сооружений и показателей генплана приведены в справочных материалах [24].
Рисунок 9.5 - "Роза ветров" для г. Кургана
При описании генплана в пояснительной записке отражаются характеристика территории, отведенной под предприятие, ориентация по сторонам света, климатологические данные, направление господствующих ветров, краткие сведения о благоустройстве, показатели генплана. Отмечаются перспективы расширения предприятия.
9.3 Объемно-планировочное решение здания предприятия автосервиса
Объемно-планировочное решение здания автосервиса складывается из его планировки и объемной конструкции.
9.3.1 Основные требования к конструкции здания
Важнейшим требованием к конструкции здания является возможность его строительства индустриальным способом, т.е. путем сборки из типовых строительных элементов (колонны, балки, фермы, плиты перекрытий, стеновые панели и т.д.). Это значительно снижает стоимость и сроки строительства.
Применение типовых строительных элементов обеспечивается использованием унифицированных сеток колонн. В современном строительстве применяют сетки колонн в метрах: 6x6, 9x6, 12x6, 18x6, 24x6, 12x12, 18x12, 24x12. Для первых этажей многоэтажных зданий применяются первые две сетки.
Высота производственных помещений при наличии в них подвесных подъемно-транспортных устройств и подъемников для легковых автомобилей должна быть не менее 4,8 м. В общем случае высоту помещений можно определить по данным таблицы 7.6 [24].
Число наружных ворот в помещении определяется числом постов ТО и Р и должно быть не менее: при числе постов до 10 - 1; от 11 до 25 - 2; от 26 до 50 - 3.
Все производственные помещения, кроме складов, должны иметь естественное освещение (боковое или верхнее).
Планировку здания предприятия автосервиса необходимо начинать с определения его размеров (длина Lки ширина Вк) и сеток колонн.
9.3.2 Определение размеров н сеток колонн сервисной части здания
Решение этой задачи рассмотрим на примере комплексной городской СТОА. Расчет рекомендуется начинать с центральной части корпуса, где обычно располагаются рабочие посты Р, а также посты тех видов услуг (ТО, Д, ремонт кузова, покраска), работы по которым выполняются не на поточных лини ях (рисунок 9.7).
Ширина этой части корпуса в м определяется по формуле:
 (9.5)
(9.5)
где vi - угол установки автомобиля на пост к оси проезда в i-м ряду, град.;
А - нормируемое расстояние между торцевой стороной автомобиля на посту и стеной, м [24, таблица 7.2];
SP - нормируемая минимальная ширина проезда для автомобиля, м [24, таблица 7.3];
NI - количество рядов постов в центральной части корпуса (NI=1 или 2).
При N1=1 в формуле (9.5) прибавлять одно значение SP.
Полученное значение Вц округляется в большую сторону до одной из стандартных величин, принятых в промышленном строительстве: 12, 18,24 м.
Длина центральной части в м (рисунок 9.7) определяется по формуле:
 (9.6)
(9.6)
где Ni - количество постов в самом длинном ряду;
С, Е - нормируемые расстояния, соответственно, между продольными сторонами автомобиля на двух соседних постах и продольной стороной автомобиля и стеной (колонной), м [24, таблица 7.2].
После расчета Lц ее необходимо округлить в большую сторону до величины, кратной 6 или 12 м. Далее рекомендуется рассчитать величину пролета в м для помещений специализированных участков и вспомогательных помещений, размещаемых по периферии корпуса:
 (9.7)
(9.7)
где Fc - суммарная площадь цеховых, складских, вспомогательных и других помещений, расположенных в сервисной части здания, м2.
Если эти помещения располагаются с двух сторон от центральной части (рисунок 9.7), то Ss=2; если с одной, то Ss=l.
Полученную величину Вп необходимо округлить до величины 6; 9 или 12 м. Таким образом, ширина корпуса в м будет равна:
 (9.8)
(9.8)
где Fc - суммарная площадь цеховых, складских, вспомогательных и других помещений, расположенных в сервисной части здания, м2.
Если по результатам технологического расчета предусматривается выполнение некоторых услуг поточным методом (обычно это гарантийное ТО, ППП, антикоррозионная обработка, УМР, инструментальный контроль при техосмотре), то следует проверить соответствие ширины корпуса длине самой большой поточной линии Lм в м (рисунок 9.7).
 (9.9)
(9.9)
где Xi - число постов на линии ТО;
Д, В - нормируемые расстояния, соответственно, между соседними автомобилями на постах линии ТО и автомобилем и воротами, м [24, таблица 7.2].
При Вк < Lл необходимо увеличить ширину корпуса путем изменения или Вц или Вп до следующего стандартного размера.
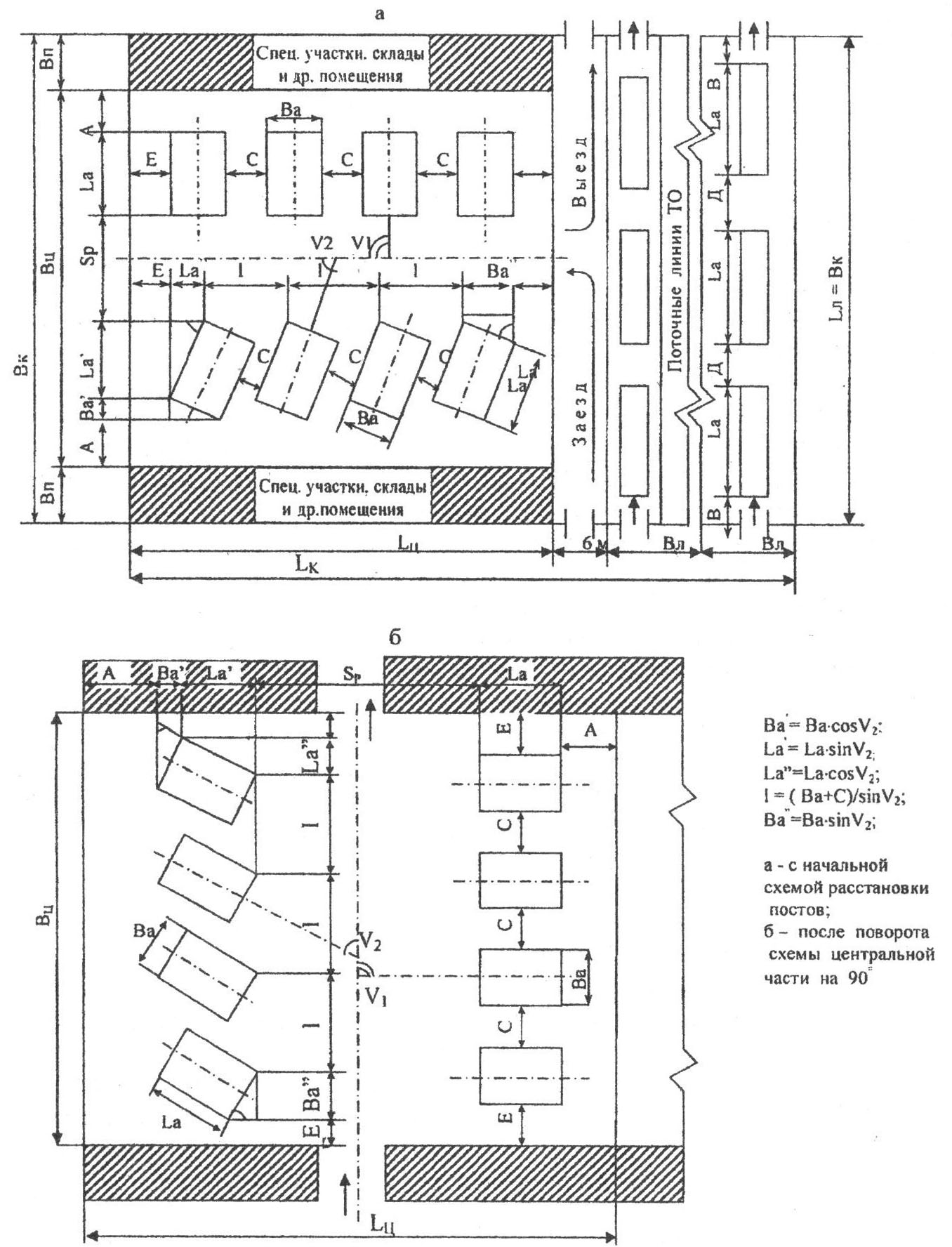
Рисунок 9.7 - Схема к определению размеров сервисной части здания
Так как поточные линии целесообразно размещать с торцевой части здания, то длина производственного корпуса в м будет больше длины центральной зоны на величину, необходимую для размещения по ширине соответствующего количества этих линий:
 (9.10)
(9.10)
где М - количество поточных линии;
Вл - ширина поточной линии (обычно 6 м).
При организации заезда автомобилей в центральную часть корпуса через въезды на боковых частях здания длина корпуса увеличивается из расчета 6 м на один въезд, расположенный на одной стороне здания (рисунок 9.7). После выполнения расчетов проверяется соотношение сторон корпуса LK / В<

