




 Каждый зуб срезает слой толщиной az за счет превышения высоты последующего зуба по отношению к предыдущему.
Каждый зуб срезает слой толщиной az за счет превышения высоты последующего зуба по отношению к предыдущему.
Особенности одинарной схемы протягивания:
- для обеспечения схода стружки по передней пов., ее размещения и удаления необходимы стружкоразделительные канавки;
- большая ширина вынуждает назначать небольшую толщину срезаемого слоя, что приводит к увеличению удельных сил резания, увеличивает длину протяжки;
- тяжелые условия резания на уголках, т.к. мал угол профиля, следовательно и задний угол на вспомогательной режущей кромке;
- хуже заполнение стружечной канавки, плохая форма стружкразделителей снижает стойкость.
Достоинство – технологичность изготовления.
Групповая схема протягивания
 Все режущие зубья протяжки разделены на группы (секции) от 2 до 5 зубьев, имеющих одинаковый диаметр, но разные по ширине. Стружки срезаются толстые, но узкие. Последний зуб в группе зачистной, его диаметр на 0,02…0,04 мм меньше чем прорезного, и он выполняется без выкружек.
Все режущие зубья протяжки разделены на группы (секции) от 2 до 5 зубьев, имеющих одинаковый диаметр, но разные по ширине. Стружки срезаются толстые, но узкие. Последний зуб в группе зачистной, его диаметр на 0,02…0,04 мм меньше чем прорезного, и он выполняется без выкружек.
Особенности:
- увеличение толщины срезаемого слоя снижает удельную силу резания;
- улучшаются условия резания на уголках, за счет увеличения вспомогательных задних углов;
- стружка дробится на мелкие элементы;
- сокращается длина протяжки и увеличивается стойкость;
Недостаток -сложность изготовления.
Профильная схема протягивания
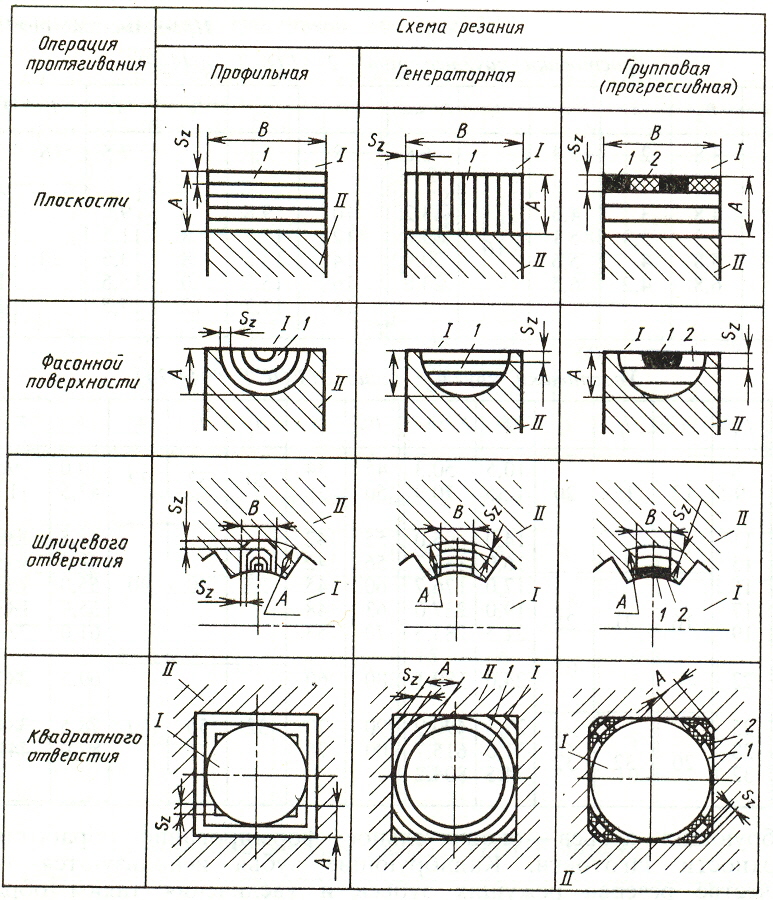 Профиль зубьев в поперечном сечении подобен профилю обрабатываемой поверхности. Срезаемые слои тонкие и широкие. Формообразование осуществляется последним режущим и калибрующими зубьями. Применение: обработка поверхностей сравнительно простых форм.
Профиль зубьев в поперечном сечении подобен профилю обрабатываемой поверхности. Срезаемые слои тонкие и широкие. Формообразование осуществляется последним режущим и калибрующими зубьями. Применение: обработка поверхностей сравнительно простых форм.
Достоинство – высокое качество обработки.
Недостатки: значительные силы резания, сложность
изготовления и заточки.
Генераторная (последовательная) схема протягивания
Режущие зубья имеют переменный профиль. Формообразование осуществляется вспомогательными режущими кромками нескольких зубьев.
Достоинство – технологичность.
Недостатки:
– сравнительно низкая геометрическая точность профиля,
– сложностьполучения задних углов на вспомогательных поверхностях режущих лезвий.
Конструкция протяжки

Рис. 10. Круглая протяжка
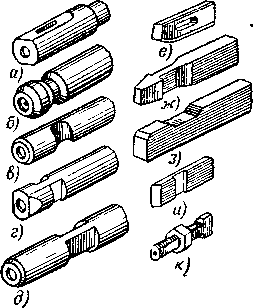
Хвостовик -
служит для закрепления протяжки в патроне станка. Патроны разделяются на кулачковые, резьбовые и клиновые. Форма и размеры хвостовика (рис.11) определяются в зависимости от типа протяжки и посадочного отверстия патрона. Основные типы и размеры хвостовиков стандартизованы.
Рис. 11. Типы хвостовиков протяжек
Шейка - обеспечивает необходимое для станка расстояние от торца протяжки до первого режущего зуба.
Переходной конус - облегчает ввод передней направляющей в отверстие заготовки.
Передняя направляющая обеспечивает соосность инструмента и заготовки, что обеспечивает срезание равномерного припуска, исключает перекос детали.
Режущая часть состоит из черновых и чистовых зубьев, срезающих припуск.
- Черновые зубья срезают основную часть припуска и имеют одинаковый, максимальный для данной протяжки, подъем на зуб.
- Чистовые зубья срезают поверхностный дефектный слой, плавно снижают силу протягивания за счет постепенного уменьшения подъема на зуб.
Калибрующая часть окончательно фиксирует размер и является запасом на переточку. Калибрующие зубья не имеют стружкоразделительных канавок и их изготавливают одинакового диаметра. На них оставляется цилиндрическая ленточка шириной до 0,2мм, что способствует более длительному сохранению поперечных размеров при переточке калибрующих зубьев.
Задняя направляющая устраняет перекос детали во время выхода из работы последних зубьев.
Цапфа выполняется для дополнительной опоры – люнета в тех случаях, когда возможен прогиб протяжки.
У протяжек работающих на станках с автоматическим возвратом в рабочее положение, за задней направляющей расположен задний хвостовик под быстросменный патрон. Его форма аналогична форме переднего хвостовика.
Зуборезные инструменты
Зубчатые передачи имеют широкое распространение в машиностроении. При конструировании зуборезного инструмента необходимо учитывать, что существуют зубчатые передачи эвольвентного, циклоидального, зацепления Новикова и других профилей. Наиболее распространенное - эвольвентное зацепление с углом 20°.
Основные принципы конструирования зуборезных инструментов для разных видов зацепления аналогичны, поэтому достаточно более подробно рассмотреть их применительно к обработке зубчатых колес эвольвентного зацепления.
Зубчатые колеса можно обрабатывать двумя основными методами:
- методом копирования - нарезание зубьев фасонным инструментом, форма режущей кромки, которого соответствует форме впадины зуба:
- методом обкатки - зубья колеса образуются в результате относительного движения режущей кромки инструмента, представляющего собой профиль сопряженной рейки или профиль зуба сопряженного колеса.
В зависимости от метода обработки все зуборезные инструменты можно разделить на две группы:
1. фасонные инструменты, работающие методом копирования: модульные дисковые и пальцевые фрезы; зуборезные головки; накатные ролики; протяжки;
2. инструменты, работающие методом обкатки: зуборезные гребенки; червячные фрезы; долбяки; строгальные резцы; различные резцовые головки (для конических колес); шеверы; шлифовальные круги (со специальной правкой).

