




Развертка – осевой режущий инструмент для повышения точности формы и размеров отверстия и снижения шероховатости обработанной поверхности. Точность 6-10 кв, Ra 2,5 …0,32 мкм. Припуск: предварительное развертывание 0,25…0,5 мм и окончательное развертывание 0,05…0,15мм.
Число зубьев 6…14. Окружной шаг делают равномерным или не равномерным (снижает шероховатость и уменьшает огранку). Зубья прямые или винтовые. Направление винтовых зубьев обратно направлению резания для предотвращения самозатягивания и заедания развертки.
Классификация:
-по способу применения: ручные (с квадратным хвостовиком) и машинные.
-машинные делятся на хвостовые и насадные.
Геометрические параметры:
Калибрующая часть имеет обратную конусность для исключения разбивки отверстия.
направляющий конус φ = 45° длиной 1,5…3 мм
режущая часть φ = 5° - серый чугун, φ = 15° - сталь.
Черновые развертки γ = 5…10о, чистовые γ = 0о. α = 6°–8°

Фрезы
Фреза – многолезвийный режущий инструмент, выполненный в виде тела вращения, на образующей которого и (или) на торце расположены зубья. Предназначены для обработки плоскостей, пазов, прорезей, уступов, фасонных и винтовых поверхностей, нарезания резьб и т.д.
Точность обработки – 7…9 квалитеты.
Шероховатость обработанной поверхности - Ra =1,25 мкм.
Главное движение при фрезеровании – вращение фрезы.
Классификация фрез
1.1. 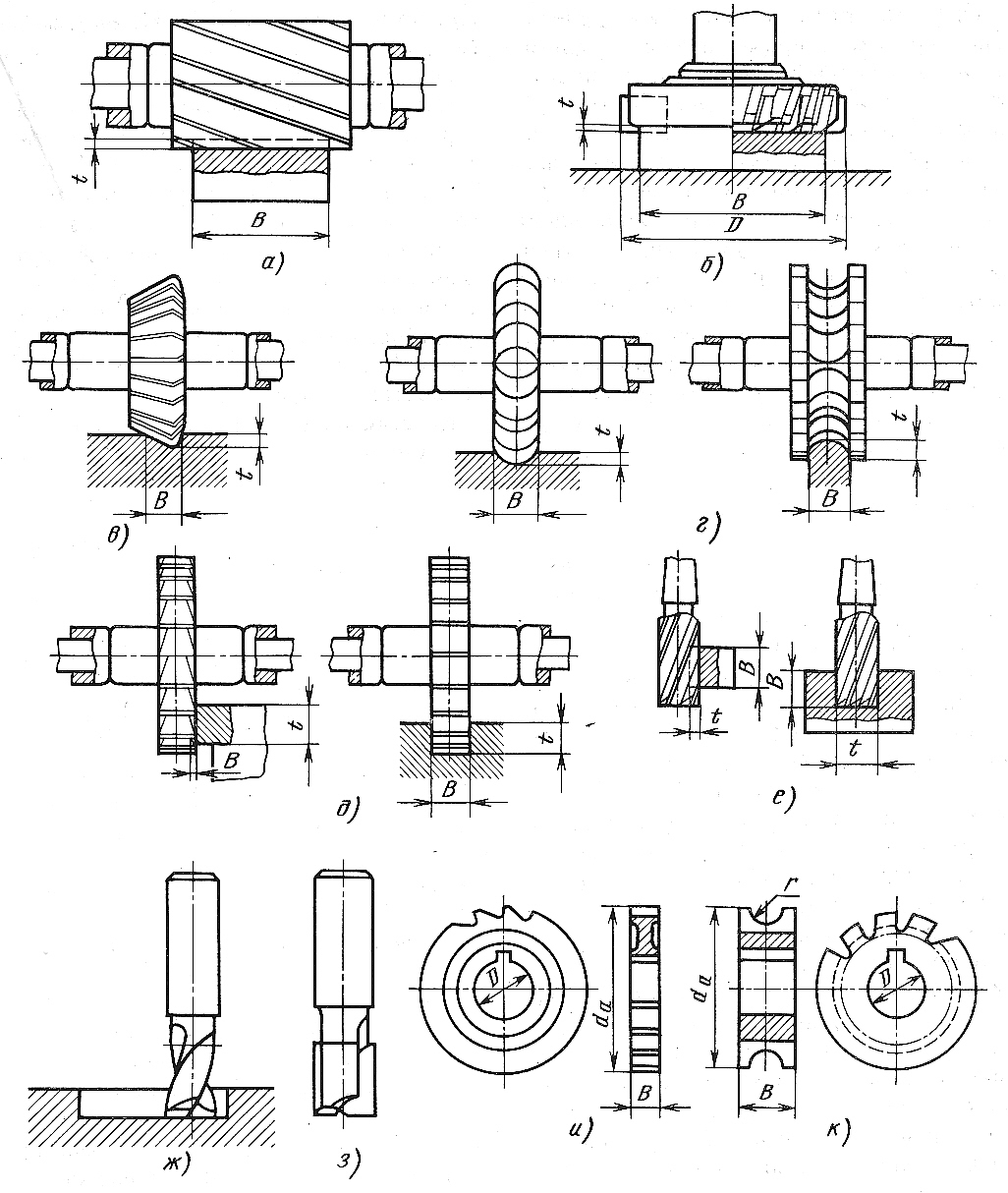
По расположению зубьев Рис.1. Типы фрез
а) цилиндрические;
б) торцовые;
в) угловые;
г) фасонные;
д) дисковые двух- и трехсторонние;
е) концевые;
ж,з) шпоночные
По направлению зубьев
• С прямыми зубьями (Рис.1,д)
• С косыми зубьями (Рис.1,б)
• С винтовыми зубьями (Рис.2)
По конструкции
• Цельные, изготовленные из одного куска быстрорежущей стали (Рис.2).

• Составные, состоящие из отдельных цельных частей, в том числе фрезы комплектные

| Рис.3 Составная фреза |
•
| Рис. 4 Сборная фреза |
•
По способу крепления на станке
• Хвостовые с цилиндрическим или коническим хвостовиком;
• 
| Рис.5 Хвостовые фрезы |

| Рис.6 Насадные фрезы |
По конструкции зубьев
• Незатылованные – с прямолинейной образующей задней поверхности (Рис.1,и).
• Затылованные – с криволинейной образующей задней поверхности (Рис.1,к).
Затылованные фрезы
Затылованные фрезы применяются для обработки деталей фасонного профиля и имеют форму задней поверхности, обеспечивающие постоянство профиля режущей кромки при переточках. Переточка – простая операция, так как производится по передней поверхности. Однако при переточке с передней поверхности удаляется слой металла в 4…5 раз больший, чем при переточке незатылованных фрез по задней поверхности. Затылованные фрезы имеют меньшее число зубьев, что снижает их производительность и качество обработки.
Условие затылования
Кривые затылования должны обеспечить получение положительных задних углов в любой точке режущего лезвия и неизменность профиля после переточки. Для сохранения размеров профиля режущей кромки при переточках необходимо постоянство передних и задних углов. Если постоянство переднего угла обеспечивается самой заточкой, то сохранение заднего угла обеспечивает форма задней поверхности.
Кривой с постоянным углом давления (угол давления кривой β – это угол между касательной к кривой и радиусом-вектором, проведенным в точку касания, β = 900 - α) является логарифмическая спираль, однако она не технологична.
| β |
| α |
| О |
| θ |

Изменение угла давления, а следовательно и заднего угла фрезы с задней поверхностью, выполненной по архимедовой спирали, при переточках невелико. Что обеспечивает фактическое сохранение размеров профиля.
Виды затылования
Применяют три способа затылования:
• Радиальное - затыловочному резцу сообщается равномерное поступательное перемещение в радиальном направлении при одновременном равномерном вращении затылуемой фрезы;
• Угловое - суппорт затыловочного станка перемещается вдоль оси станка по копиру, а резец совершает возвратно-поступательное движение под углом τ к оси фрезы;
• Осевое – затыловочный резец перемещается параллельно оси фрезы.
Поступательное перемещение затыловочному резцу задается кулачком.
Протяжки
Протяжки – многолезвийный режущий инструмент, работающий с одним главным движением, как правило, поступательным, реже вращательным; движение подачи отсутствует.
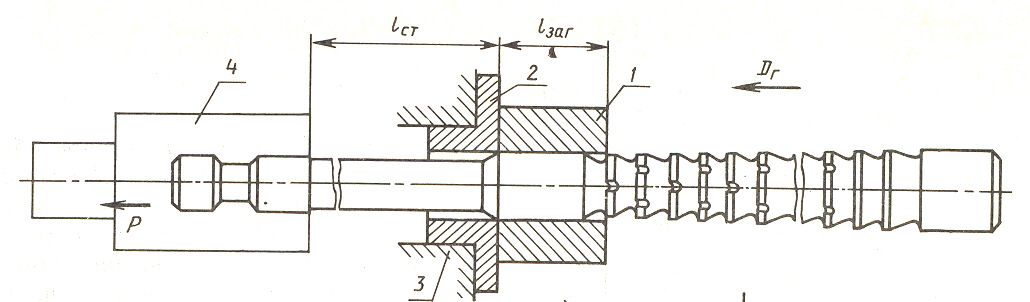
Рисунок 1. Протяжка прямая
Процесс резания осуществляется за счет увеличения высоты или ширины последующего зуба по отношению к предыдущему.
Увеличение высоты последующего зуба Sz называется подъемом на зуб.
Протяжки применяют для обработки:
- сквозных отверстий любой формы,
- прямых и винтовых канавок,
- наружных поверхностей разнообразной формы,
- зубчатых колес наружного и внутреннего зацепления.
Достоинства протяжек:
• Высокая производительность, несмотря на малые скорости резания (от 2 до 15 м/мин). Что объясняется большой суммарной длиной режущих кромок, одновременно участвующих в работе.
• Высокое качество обработки: точность до 7…8 квалитетов, шероховатость до Ra 0,63 мкм
• Высокая стойкость, как между переточками (благодаря малым скоростям резания), так и суммарная (вследствие достаточно большого числа возможных переточек).
• Не требуется сложного оборудования и высокой квалификации работников.
Недостатки протяжек:
• Сложность изготовления и высокая стоимость.
• Узкоспециализированный инструмент.
• Большая длина при относительно малых размерах поперечного сечения.
Область применения протяжек – крупносерийное и массовое производство, в мелкосерийном производстве для обработки поверхностей одинаковых по форме и размерам.
Внутренние и наружные
- внутренние - для обработки отверстий разнообразной формы;
- наружные - для обработки незамкнутых поверхностей: пазов, уступов, фасонных поверхностей;
 Наружные протяжки обычно делают сборной конструкции. Ее рабочая часть состоит из отдельных секций, закрепленных на инструментальной плите. Делят на секции с учетом принимаемой схемы резания.
Наружные протяжки обычно делают сборной конструкции. Ее рабочая часть состоит из отдельных секций, закрепленных на инструментальной плите. Делят на секции с учетом принимаемой схемы резания.
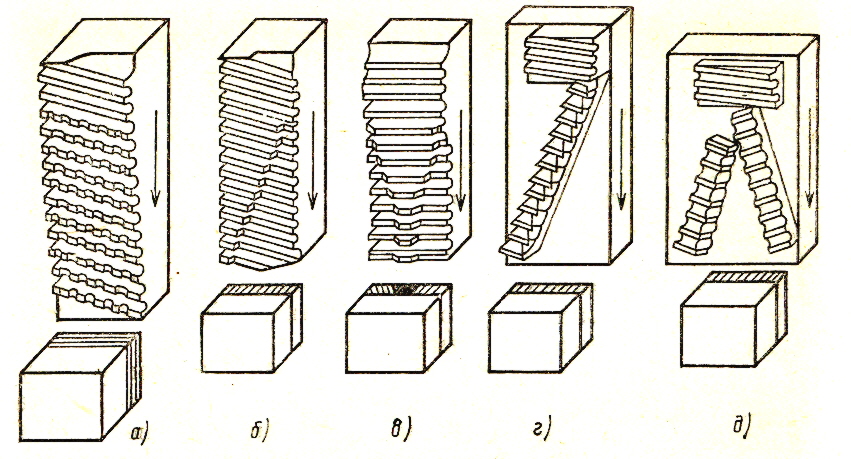
Секции располагаются в корпусе
последовательно, при этом снижаются силы резания, хорошие условия отвода стружки, простота и удобство крепления и регулирования, но возрастает длина протяжки;
Рис. 3. Плоские наружные протяжки
параллельно, при этомснижается длина протяжки, но возникают проблемыс отводом стружки, креплением и регулированием, растут силы резания;
последовательно-параллельно.
 Для регулирования рабочих размеров протяжки и компенсации размерного износа отдельных секций используют подкладки и клинья с углом наклона 1030` …20, для перемещения которых применяют специальные винты
Для регулирования рабочих размеров протяжки и компенсации размерного износа отдельных секций используют подкладки и клинья с углом наклона 1030` …20, для перемещения которых применяют специальные винты
Схемы протягивания
Схема резания при протягивании определяет последовательность срезания припуска. Схему резания выбирают в зависимости от формы, размеров и качества обрабатываемой поверхности. Схема резания влияет на конструкцию протяжки, ее длину, производительность и экономичность процесса протягивания.

