




Продуктивність, т/год 1,5...2,3
Діаметр ротора, мм 430
Зовнішній діаметр корпуса, мм 550
Частота обертання ротора, об/хв 3000
Зазор між ротором і корпусом, мм 40
Потужність електродвигуна, кВт 4
Габарити, мм:
довжина 665
ширина 651
висота 539
Маса, кг 130
ДЕТАШЕР А1-БДГ
Деташер А1-БДГ призначений для здрібнювання проміжних продуктів після вальцьових верстатів 1-ї, 2-ї шліфувальних і 4...10-ї розмельних систем з мікрошорсткуватою робочою поверхнею вальців.
Деташер (мал. 54) складається з наступних основних вузлів: бичевого ротора, корпуса, приймальних і випускних патрубків, приводу.
Бичевой ротор — основний робочий орган деташера, виконаний у вигляді вала 7, на якому за допомогою шпонок закріплені дві розетки 9. На розетках жорстко встановлені чотири сталевих бичі 8. Кожен бич з робочої сторони має 10 зубів висотою 15 мм (два зуби з десяти прямі, вісім — відігнуті під кутом 16° у напрямку руху продукту). Відстань між зубами 6 мм. Довжина бича 380 мм, зазор (нерегульований) між бичами ротора і корпусом деташера складає 4,8...5,6 мм. Ротор обертається в шарикопідшипниках.
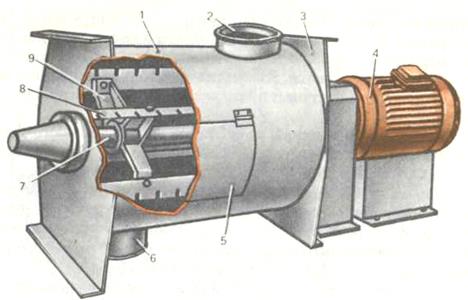 |
Мал. 54. Деташер А1-БДГ:
1 - корпус; 2 - приймальний патрубок; 3 - боковина; 4 - електродвигун; 5 - дверці; 6 - патрубок випускний; 7 - вал ротора; 8 - бич; 9 - розетка.
Циліндричний корпус 1 зварної конструкції виготовлений з листової сталі. Всередині корпуса по всій довжині утворюючої приварені шість пластин шириною 15 мм і товщиною 1,5 мм. Пластини розташовані по вершинах шестигранника, вписаного в циліндричний корпус деташера.
 |
У середній частині корпуса з протилежних сторін підвішені на петлях дві дверці 5 для доступу до ротора чи випуску продукту з корпуса при необхідності. З торців до фланців корпуса прикріплені дві боковини 3, у яких змонтовані підшипникові вузли. Боковини деташера взаємозамінні і виготовлені з відгинами зверху і знизу для можливості кріплення.
Для приймання і виведення продукту є патрубки 2, 6 Ø 120 мм, до яких за допомогою спеціальних хомутів із зажимами приєднуються підвідний і відвідний самопливи.
Привід деташера від електродвигуна 4 через пружну муфту, виконану з двох напівмуфт із гумовим вкладишем, що забезпечує компенсацію невеликої неспіввісності валів електродвигуна і ротора і передачу необхідного крутного моменту. Муфта закрита огорожею, електродвигун встановлений на невеликій зварній рамі.
Технологічний процес обробки продукту в деташері здійснюється в такий спосіб. Після вальцьового верстата продукт самопливом або через систему пневмотранспорту направляють через приймальний патрубок 2 у робочу зону. Тут він підхоплюється бичами 8 обертового ротора, відкидається до внутрішньої поверхні корпуса і поступово переміщається до випускного патрубка 6. Шість приварених до корпуса по всій його довжині пластинок забезпечують гальмування продукту і підсилюють його розпушення. Під впливом похилих ділянок косозубих бичів продукт переміщається до виходу. На цьому шляху в результаті багаторазових ударів і тертя часток об бичі і обичайку відбувається руйнування агломератів часток.
За даними випробувань, вилучення борошна, отриманого при здрібнюванні продукту у вальцьовому верстаті 1-ї шліфувальної системи і деташерах А1-БДГ, складає 14,0...14,5 %, зольність борошна - близько 0,44 %.
При налагоджуванні машини на холостому ходу перевіряють: напрямок обертання ротора (за годинниковою стрілкою з боку електродвигуна); наявність і якість змащення підшипникових вузлів; герметизацію всіх з'єднань.
Машина не має оперативно регульованих параметрів, крім навантаження.

