




Формовочные (литейные) уклоны предусматриваются на моделях, в стержневых ящиках, литейных формах для обеспечения извлечения соответственно модели из формы, стержня из стержневого ящика и отливки из формы.
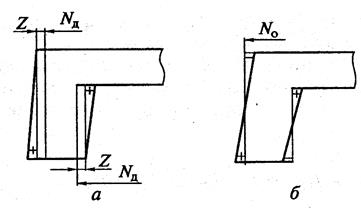
При назначении формовочных уклонов следует руководствоваться ГОСТ 3212–92 "Комплекты модельные. Уклоны формовочные, стержневые знаки. Допуски размеров", в соответствии с которым формовочные уклоны разделяют на три типа (рисунки 9 а, 9б, 9в).
Тип 1. Уклон назначается на обрабатываемые поверхности детали (N Д - размер детали) сверх припуска на механическую обработку Z (за счет увеличения размеров и массы отливки). На рисунке 9 а это отмечено знаком «+».
Тип 2. Уклон назначается на необрабатываемые поверхности отливки, не сопрягаемые по контуру с другими деталями, за счет частичного увеличения (знак «+») и уменьшения (знак «–») размеров отливки (N o), как показано на рисунке 9 б.
Тип 3. Уклон назначается на необрабатываемые поверхности отливки, сопрягаемые по контуру с другими деталями, за счет уменьшения размеров детали N Д (на рисунке 9 в показано знаком «–») и ее массы.
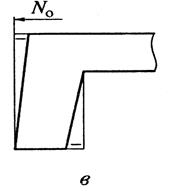
Величина формовочного уклона зависит от высоты (h 1, h 2, H) формообразующей поверхности (рисунок 9 г): чем меньше высота, например h 1, тем больше уклон (угол α 1). Это связано с тем, что увлажнённые поверхностные слои песчаных форм более подвержены разрушению, чем глубинные.
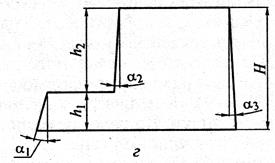
Формовочные уклоны на чертежах задаются тремя способами (см. рисунки 9 д, 9е, 9ж).
На чертеже отливки неуказанные литейные уклоны указываются обязательной строкой в технических требованиях, например:
«Неуказанные литейные уклоны - не более 2º».
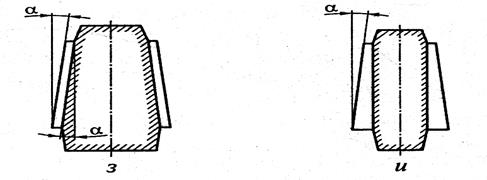
Если в стержневом ящике требуется выполнение уклона на вертикальную стенку отливки, то согласно стандарту величина его должна соответствовать уклону модели на эту стенку (угол α на рисунке 9 з ) для соблюдения равномерной толщины стенки отливки, и, наоборот, если уклон не требуется, то допускается вариант, показанный на рисунке 9 и. Правильно выбранные тип и величина уклона обеспечивают наиболее рациональные значения толщины стенки отливки и её массы. На величину литейного уклона влияют следующие факторы: материал и шероховатость поверхности модели (стержневого ящика), вид поверхности (внутренняя или внешняя), наличие антифрикционных смазок, технологические свойства формовочных и стержневых смесей.
В последнее время появились новые процессы формовки, которые обеспечивают изготовление качественной формы при значительно меньших уклонах. Например, при вакуумной формовке возможно изготовление с нулевыми и даже с отрицательными уклонами.
В таблице 11, в соответствии с ГОСТ 3212–92, приведены значения формовочных (литейных) уклонов в зависимости от высоты основной формообразующей поверхности с учетом изготовления литейных форм из песчано-глинистых смесей в поточномеханизирован-ном производстве, т.е. с использованием машинной формовки, в которой модели выполнены из металлических сплавов, например медных или алюминиевых.
Размер формовочных уклонов на торцах моделей, типа цилиндра (рисунок 10), ось которого совпадает с разъёмом формы, может быть увеличена по сравнению с величинами указанными в таблице 11, но не более чем в 1,5 раза.
Формовочные уклоны в стержневых ящиках должны быть равны формовочным уклонам соответствующих поверхностей моделей (таблица 11) с сохранением толщины стенки отливки, указанной в чертеже.
Примеры выполнения формовочных уклонов на отливках даны на рисунке 11
а – для обрабатываемых поверхностей; б – для необрабатываемых поверхностей; в – для
необрабатываемых поверхностей, но сопрягаемых с другими поверхностями; г, д – обозначение литейного уклона его углом α в градусах; е – то же, абсолютная величина уклона α, мм; ж – то же, отношение абсолютной величины размера к высоте формообразующей поверхности; з – взаимосвязь литейных уклонов формы и стержня, когда для стержня необходим литейный уклон; и – то же, когда у стержня нет литейного уклона
Рисунок 9 – Типы формовочных (литейных) уклонов, их обозначение на чертеже отливки, взаимосвязь литейных уклонов с высотой формообразующего элемента и взаимосвязь литейных уклонов формы и стержня
Таблица 11 – Формовочные уклоны модельного комплекта
| Высота формообразующей поверхности h, мм. | Литейные уклоны для поверхности | |
| наружной α/ а, не более | внутренней α/ а, не более | |
| До 10 | 4º 00/0,7 | 5º 43'/1,0 |
| Св. 10 до 18 | 3º 50'/0,9 | 5º 07'/1,2 |
| » 18» 30 | 2º 57'/1,2 | 3º 56'/1,6 |
| » 30» 50 | 1º 55'/1,3 | 2º 40'/1,8 |
| » 50» 80 | 1º 22'/1,5 | 1º 49'/2,0 |
| » 80» 120 | 0º 56'/1,6 | 1º 17'/2,2 |
| » 120» 180 | 0º 42'/1,8 | 0º 56'/2,4 |
| » 180» 250 | 0º 39'/2,4 | 0º 52'/3,2 |
| » 250» 315 | 0º 37'/3,0 | 0º 49'/4,0 |
| » 315» 400 | 0º 36'/3,7 | 0º 48'/5,0 |
| П р и м е ч а н и е – В числителе – угловой размер (α)литейного уклона в градусах и минутах, в знаменателе – линейный размер (а) литейного уклона в миллиметрах. |
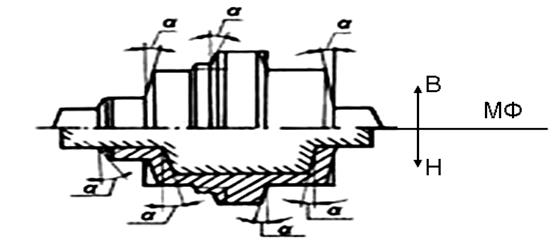
Рисунок 10 – Формовочные уклоны на торцах моделей типа цилиндра
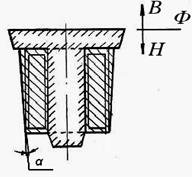
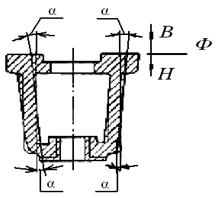
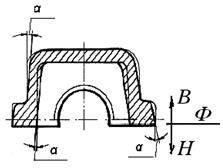
Рисунок 11 - Примеры оформления формовочных уклонов
Как уже было отмечено (см. п. 3.4), предпочтительно внутренние поверхности формы выполнять «болванами». С учётом этого в таблице 12 обозначены формовочные уклоны «болванов» с использованием металлических моделей.
Таблица 12 – Формовочные уклоны литейных «болванов»
Для металлических моделей
| Высота литейного «болвана» H б, мм | Уклон, не более |
| До 20 | 3° |
| Св. 20 до 50 | 2° |
| ›› 50 ›› 100 | 1° |
| ›› 100 ›› 300 | 0° 45' |

