




Дискретний технологічний процес характеризується чергуванням робочих і допоміжних ходів із чітким розмежуванням їх за часом реалізації. Наприклад, металообробка здійснюється в такій послідовності: установлення заготовки в патрон верстата (допоміжний хід), підведення різального інструмента (допоміжний хід), оброблення заготовки ріжучим інструментом (робочий хід), контроль (допоміжний хід), зняття деталі з верстата (допоміжний хід), установлення в патрон верстата нової заготовки і т. д.
Особливість неперервних процесів полягає в тому, що їм не властиве чітко виражене чергування (у часі здійснення) робочого і допоміжного ходів. У них завжди можна виділити групу допоміжних ходів, які здійснюються одночасно з робочими, і групу допоміжних ходів, що періодично повторюються, залежно від результатів робочого ходу. Такі процеси притаманні хімічній промисловості, виробництвам термохімічної обробки машинобудівних та приладобудівних підприємств.
Для металургії, енергетики та інших виробництв характерні комбіновані процеси, у яких спостерігається сполучення ознак безперервних і дискретних процесів (наприклад, доменне вироблення чавуну).
За способом впливу на предмет праці та видом устаткування, що застосовується, розрізняють механічні та апаратурні технологічні процеси.
Механічні процеси здійснюються вручну або за допомогою машин (верстатів, складальних автоматів тощо), коли предмет праці зазнає механічних впливів, тобто змінюються його форма, розміри, положення. Механічні процеси переважають у машинобудуванні.
Під час апаратурних процесів змінюються фізико-хімічні властивості предметів праці під впливом хімічних реакцій, теплової енергії, різноманітних випромінювань, біологічних об’єктів. Апаратурні процеси протікають в апаратах різних конструктивних форм — печах, камерах, ваннах, посудинах і т. ін. Унаслідок апаратурних технологічних процесів одержують продукт, якій відрізняється від сировини за хімічним складом або агрегатним станом. Апаратурні процеси можна спостерігати в хімічній, нафтопереробній, металургійній промисловості, а також у виробництві електричної і теплової енергії.
Будь-який технологічний процес можна розглядати як систему (рис. 3.2), яка має входи (склад сировини, її кількість, температура тощо) і виходи (деталі, вузли, готова продукція, їх кількість, якість та інші параметри).
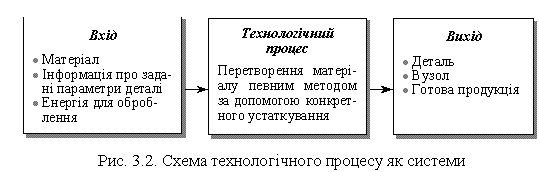
Метою розроблення технологічного процесу є забезпечення якості продукції (деталі), яка відповідає кресленням або спеціфікаціям.
Для встановлення послідовності операцій під час технологічного процесу необхідні такі дані:
- обсяг виробництва (впливає на вибір виду обробки, верстатів, оснащення, спосіб транспортування, типу виробництва);
- матеріал (від виду і структури матеріалу залежить вибір операцій);
- допуски, що вказані в кресленнях (залежить вибір устаткування належної точності обробки та додаткових операцій);
- вимоги до устаткування (технічний рівень, технологічна функціональність, кількість);
- завантаження устаткування (продуктивність, потужність, поточна завантаженість, пропускна спроможність, додаткове придбання устаткування);
- креслення (ступінь деталізації, допуски на точність обробки впливають на кількість додаткових операцій);
У разі підбору необхідних операцій кожен етап виробничого процесу підлягає ретельному осмисленню та аналізу з різних поглядів і з урахуванням усіх чинників.
Для технолога-проектувальника виробничого процесу довідковими матеріалами є:
- карти виробничих операцій;
- маршрутні карти виробничого процесу;
- поопераційні карти виробничого процесу;
- карти завантаження устаткування;
- відомості про наявність устаткування;
- технічні паспорта устаткування;
- ескізи планів розташування устаткування, дільниць, цеху;
- нормативи часу;
- установлені накладні витрати по цеху;
- карти параметрів подач і швидкостей механічної обробки заготовок;
відомості про наявність робочої сили певної кваліфікації.
У деяких картах можуть даватися ескізи деталей у зібраному вузлі або виробі для кращого розуміння креслень та призначення деталі.
Основи розроблення технологічного процесу. Попередньо ретельно вивчаються креслення, специфікації та кожна деталь, щоб з’ясувати:

