




Во время прокладки кабель в проходных колодцах и концы кабеля в месте монтажа должны быть выложены на консолях по форме колодца. При этом должны соблюдаться допустимые радиусы изгибов кабеля, указанные в ГОСТ. Если для монтажа или для проверки оставляются длинные концы (более 3 м), то выкладку концов производят спайщики в процессе монтажа. При прокладке эти концы должны скручиваться в бухты и аккуратно укладываться на дно колодца. Бухты кабеля малой емкости должны подвязываться к металлоконструкциям - кронштейнам и консолям.
При подборе муфт для монтажа кабеля учитываются следующие его характеристики: тип и емкость кабеля, внешний диаметр оболочки и защитного шланга. Муфты подбираются по их техническим условиям на свинцовые или полиэтиленовые, а также по действующим нормативным документам по монтажу конкретных марок кабелей. Размеры разделки кабелей типа ТП с различными покровами, а также ТГ и ТБ с диаметром жил 0,5 мм, приведены на рис. 2.89 и в табл. 2.53.
| Таблица 2.52. Разделка кабелей ТГ, ТБ, ТПП, ТППБ, ТППБШп | ||||||||||||||||
| длина, мм | Число пар кабеля | |||||||||||||||
| 10 | 20 | 30 | 50 | 100 | 150 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | 1000 | 1200 | |
| L | 240 500 | 285 500 | 300 500 | 330 500 | 450 700 | 490 700 | 600 700 | 650 800 | 700 900 | 740 900 | 750 900 | 750 900 | 800 900 | 850 1000 | 850 1000 | 900 1000 |
| l | 140 | 185 | 200 | 230 | 300 | 340 | 400 | 450 | 490 | 520 | 530 | 540 | 550 | 570 | 580 | 630 |
| l1 | 240 | 285 | 300 | 330 | 410 | 450 | 515 | 600 | 650 | 680 | 700 | - | - | - | - | - |
| l2 | 290 | 335 | 350 | 380 | 470 | 510 | 575 | 660 | 710 | 750 | 780 | - | - | - | - | - |
| L1 | 250 500 | 300 500 | 310 500 | 340 500 | 460 700 | 500 700 | 610 700 | 660 800 | 710 900 | 750 900 | 760 900 | - | - | - | - | - |
| l3 | 140 | 160 | 180 | 240 | 300 | 310 | 320 | 400 | 420 | 440 | 460 | - | - | - | - | - |
| l4 | 250 | 260 | 280 | 340 | 500 | 510 | 520 | 610 | 660 | 680 | 720 | - | - | - | - | - |
| l5 | 300 | 340 | 360 | 420 | 520 | 590 | 600 | 690 | 740 | 760 | 780 | - | - | - | - | - |
Примечания:
1.В числителе указана длина участков L и L1 для муфты с ненумерованными жилами, а в знаменателе - с нумерованными.
2. Длины L, l, l1, l2 указаны для кабелей ТГ, ТПП (рис. 289, а) и ТБ (рис. 2.89,б).
3. Длины Lt, lЗ-15 указаны для кабелей ТППБ и ТППБШп (рис.1 1.6,В).
4. На кабелях с разнонаправленной скруткой жил указанную длину разделки следует увеличить в 2 - 3 раза для обеспечения возможности качественной разборки сердечника на пары.
По размерам подобранных муфт на сращиваемых концах кабелей делаются отметки местоположения муфт и намечаются места обрезов оболочки и защитных покровов, а также участок оболочки, который должен зачищаться. Отметки обрезов наносят на оболочку и защитные покровы кабельным ножом. Обрезы оболочек выполняются таким образом, чтобы обеспечить необходимую величину их захода в корпус муфты. Величина захода оболочки в муфту в среднем 10- 15 мм.
| Рис. 2.89. Размеры разделки концов при монтаже муфт на кабелях |
 Длина зачищаемого участка оболочки зависит от типа кабеля и метода восстановления оболочки. Для пайки свинцовых муфт достаточно зачищенных участков оболочки длиной 60 - 80 мм. На такую же длину зачищаются полиэтиленовые оболочки или шланги в том случае, если они восстанавливаются методом наплавления полиэтиленовой ленты под стеклолентой. Если же оболочка восстанавливается с помощью трубок ТУТ, то длина зачищаемого участка увеличивается до длины применяемого отрезка ТУТ. Зачищаемый участок оболочки обезжиривается ацетоном или бензином Б -70. Особенно тщательно должны обезжириваться и зачищаться места наложения подклеивающего слоя.
Длина зачищаемого участка оболочки зависит от типа кабеля и метода восстановления оболочки. Для пайки свинцовых муфт достаточно зачищенных участков оболочки длиной 60 - 80 мм. На такую же длину зачищаются полиэтиленовые оболочки или шланги в том случае, если они восстанавливаются методом наплавления полиэтиленовой ленты под стеклолентой. Если же оболочка восстанавливается с помощью трубок ТУТ, то длина зачищаемого участка увеличивается до длины применяемого отрезка ТУТ. Зачищаемый участок оболочки обезжиривается ацетоном или бензином Б -70. Особенно тщательно должны обезжириваться и зачищаться места наложения подклеивающего слоя.
Зачистка оболочки выполняется кабельным ножом по всему периметру. Для зачистки металлических оболочек может применяться стальная кордная щетка, а для зачистки полиэтиленовых оболочек - абразивная шкурка или бумага. Применение абразивных материалов допускается только при использовании трубок ТУТ, так как в этом случае шероховатая поверхность в месте наложения подклеивающего слоя повышает надежность соединения, а мелкие посторонние включения при этом не влияют на его качество.
Для удаления с конца кабеля свинцовой оболочки на ней в намеченном месте делают круговой надрез, и оболочка легко стягивается с сердечника (у городских кабелей емкостью до 300x2). Для кабелей емкостью более 300x2, кроме кругового надреза, выполняют еще один или два продольных надреза, идущих от кругового надреза к концу кабеля, на расстоянии 10-15 мм друг от друга. При одном продольном надрезе оболочку, начиная с конца, постепенно раздвигают и снимают с сердечника. При двух продольных надрезах конец полоски между ними захватывают плоскогубцами и полоска удаляется путем накручивания ее на плоскогубцы. Затем кромки раздвигают и оболочку снимают с сердечника. При выполнении надрезов следует соблюдать осторожность, чтобы не повредить внутренние элементы кабеля.
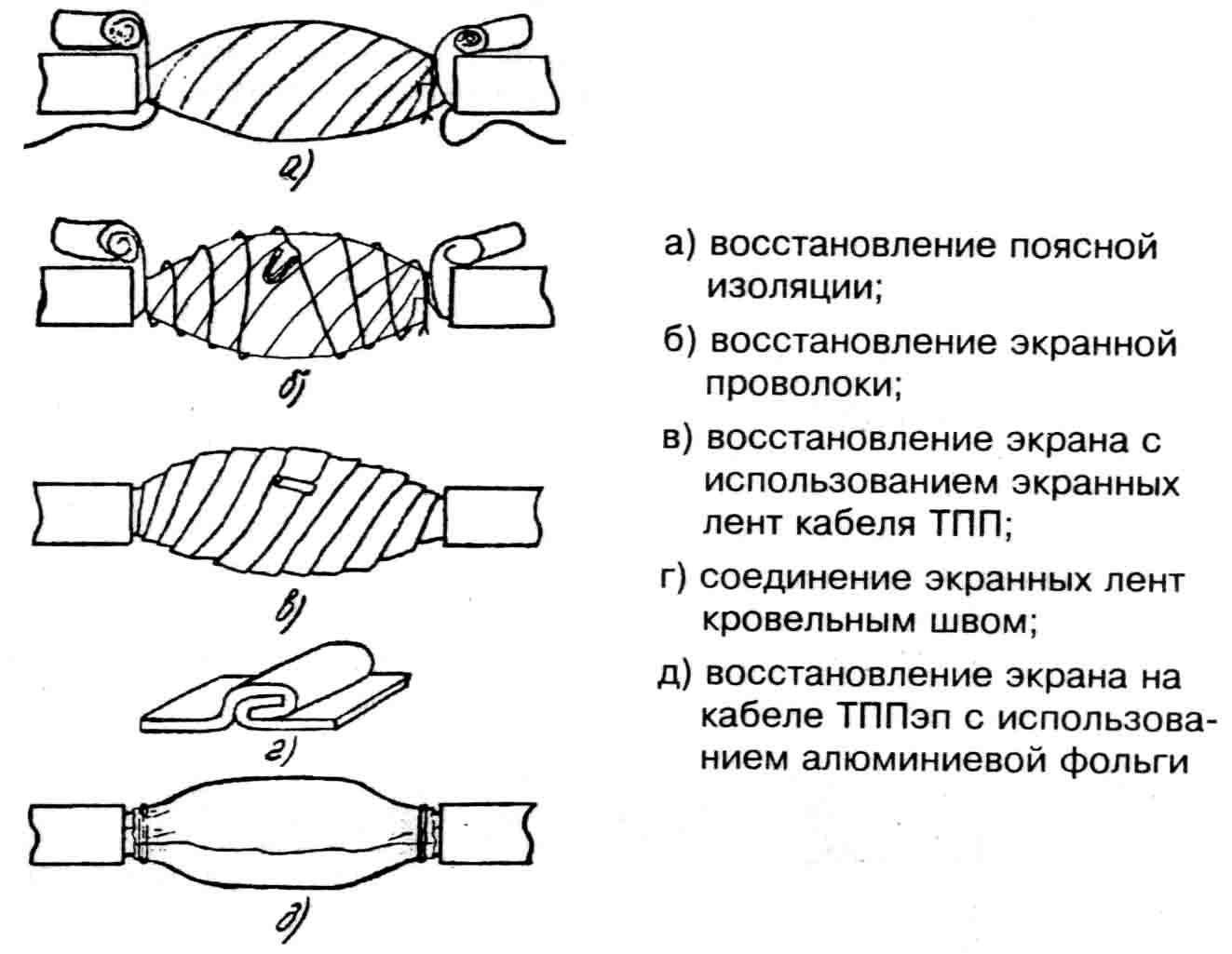
При разделке кабелей ТПП для облегчения выполнения надрезов оболочки ее следует предварительно прогреть пламенем газовой горелки или паяльной лампы. После удаления оболочки лента спирально наложенного экрана кабеля ТПП скручивается в рулон и подвязывается у обреза оболочки. Если экранную ленту смотать невозможно, у обреза оболочки оставляют участок экрана длиной 20 мм. Экранная лента у обреза оболочки закрепляется бандажом из голой медной проволоки.
Такой же участок экрана оставляют и на кабелях с алюмополиэтиленовым экраном (ТППэп), для этого на указанном расстоянии от кругового надреза оболочки делается еще один круговой надрез, а затем между ними - продольный. Все надрезы выполняются на предварительно прогретой оболочке тупым ножом или стальной пластиной, чтобы не разрезать экран. Полоску оболочки между круговыми надрезами постепенно осторожно отделяют от экрана.
Поясную изоляцию из пластмассовых лент разматывают, ленты скручивают в рулоны и подвязывают у обреза оболочки, там же подвязывают и экранную проволоку. Если ленты поясной изоляции невозможно отделить друг от друга, они обрезаются на расстоянии 5-10 мм от обреза экрана.
При разделке кабелей типа Т у обреза свинцовой оболочки кабелей с бумажной изоляцией жил на сердечник накладывается бандаж: из двух витков миткалевой ленты, который осторожно заталкивают под оболочку на глубину 3 - 5 мм. Бумажные ленты поясной изоляции сматывают с сердеч
ника и обрезают на расстоянии 5 мм от обреза оболочки.
Сердечники кабелей с бумажной изоляцией жил перед монтажом прошпаривают кабельной массой типа МКП при температуре 120°С. Бумажные гильзы, миткалевую ленту и суровые нитки прошпаривают одновременно с прошпаркой кабеля. Допускается производить монтаж муфт без предварительной прошпарки, если есть возможность восстановить качество бумажной изоляции жил готового сростка, просушивая его горячим воздухом.
| Рис. 2.90. Наложение бандажей и устройство перемычек |
 При разделке бронированных кабелей их концы в котловане непосредственно перед монтажом укладывают на монтажный станок или монтажные козлы, которые устанавливаются на расстоянии 0,35 - 0,5 м от оси траншеи. Выкладку следует производить, строго соблюдая допустимый радиус изгиба, указанный в ГОСТ для данного типа или марки кабеля. После выкладки производится разметка концов по защитным покровам. Кабельную пряжу или защитный полиэтиленовый шланг обрезают на расстоянии 30 - 60 мм от обреза бронелент. Перед выполнением обреза наружный покров из кабельной пряжи закрепляют проволочным бандажом, для которого используется мягкая проволока диаметром 1,0-1,5 мм.
При разделке бронированных кабелей их концы в котловане непосредственно перед монтажом укладывают на монтажный станок или монтажные козлы, которые устанавливаются на расстоянии 0,35 - 0,5 м от оси траншеи. Выкладку следует производить, строго соблюдая допустимый радиус изгиба, указанный в ГОСТ для данного типа или марки кабеля. После выкладки производится разметка концов по защитным покровам. Кабельную пряжу или защитный полиэтиленовый шланг обрезают на расстоянии 30 - 60 мм от обреза бронелент. Перед выполнением обреза наружный покров из кабельной пряжи закрепляют проволочным бандажом, для которого используется мягкая проволока диаметром 1,0-1,5 мм.
При разделке кабелей с броней из круглых проволок бандаж состоит из 10-12 витков стальной оцинкованной проволоки диаметром 3 мм. Чтобы бандаж был достаточно плотным, его рекомендуется накладывать с помощью клетневки. На кабелях с броней из плоских лент кабельная пряжа обрезается на расстоянии 5 мм от бандажа, а на кабелях с броней из круглых проволок - сматывается в клубок и сохраняется.
Обнаженную броню очищают от битума, для чего ее слегка нагревают и удаляют расплавленный битум сухой ветошью. Затем броню протирают ветошью, смоченной в бензине. На расстоянии 25 - 30 мм от обреза наружного покрова или шланга на участке 30 мм броню зачищают стальной щеткой. Зачищенный участок протирают чистой, смоченной в бензине или ацетоне ветошью и залуживают. Броне - ленты залуживаются не менее, чем на 1/3 окружности, причем залуженный участок должен перекрывать обе стальные ленты. Залуженный участок стальных бронепроволок должен перекрывать не менее 50% проволок. Залуживание стальной брони производится припоем ПОССу-30-2 с применением в качестве флюса пасты ПБК -26.
На залуженный участок брони накладывается бандаж из луженой медной проволоки диаметром 1,2 мм, состоящий из 4-5 витков, который припаивается к залуженному участку брони. Длина проволоки должна быть достаточной для того, чтобы использовать концы бандажей с обеих сторон муфты в качестве перемычки между броней сращиваемых кабелей, а свободные концы проволок скручивают в жгуты (рис. 2.90).
Стальные бронеленты в намеченном месте надпиливают напильником, разматывают, начиная с конца кабеля, и обламывают. Заусенцы удаляют напильником. На кабелях с броней из круглых проволок поверх бандажа из медной проволоки клетневкой накладывают бандаж из 15 - 20 витков стальной оцинкованной проволоки диаметром 3 мм, при этом жгут медных проволок укладывают вдоль кабеля в сторону муфты. После закрепления бандажа все бронепроволоки отделяют от кабеля и выпрямляют, затем перегибают на 180°, укладывают вдоль кабеля и закрепляют перевязкой.
После удаления бронелент разматывают подброневые покровы (подушку) и обрезают их на расстоянии 2 - 3 мм от обреза бронелент. На кабелях с круглыми бронепроволоками подброневые покровы не обрезают, а сматывают в клубки и подвязывают к кабелю у отгиба бронепроволок. Освобожденную от защитных покровов оболочку протирают ветошью, смоченной в бензине. По размерам муфты производится разметка концов по оболочке, отмечаются места обреза оболочки и участки, подлежащие зачистке, после которой оболочку надрезают и удаляют. Затем на концы надвигаются части муфты и трубки ТУТ, предназначенные для восстановления оболочки и защитного полиэтиленового шланга.
При разделке подвесных кабелей разметку концов кабеля с несущим стальным канатом следует производить таким образом, чтобы во время монтажа сростка на участках с отделенным канатом можно было разместить части муфты. Ориентировочные размеры разделки подвесных кабелей приведены в табл. 2.54.
| Таблица 2.53. Размеры разделки кабеля с несущим канатом марки ТППт с диаметром жил 0,5мм | |||||
| Число пар кабеля | Длина удаляемого участка перемычки, мм
| Длина удаляемого участка оболочки, мм
| Длина разделки и удаления оболочки троса, мм, при способе соединения | ||
| гильзой | клеммой | сплетением | |||
| 10 | 800 | 250 | 530/41 | 800/150 | 800/200 |
| 20 | 800 | 300 | 530/41 | 800/150 | 800/200 |
| 30 | 1000 | 310 | 675/41 | 1000/150 | 1000/200 |
| 50 | 1000 | 340 | 785/41 | 1000/200 | 1000/200 |
| 100 | 1200 | 460 | 945/41 | 1200/250 | 1200/250 |
Примечание. В числителе указана длина разделки троса, а в знаменателе - длина удаляемого участка оболочки троса.
Перемычка между оболочкой кабеля и оболочкой каната прорезается кабельным ножом. На оболочке каната для ее удаления выполняют круговые и продольные надрезы, или просто срезают ее ножом. При необходимости канат укорачивается до нужного размера, для чего на расстоянии 5 - 7 мм от места будущего обреза на проволоки каната накладывается бандаж из 4 -5 витков стальной проволоки, а затем Проволоки каната надпиливают и обламывают.
Монтаж сердечников городских кабелей.
Сердечники кабелей до начала сращивания жил разбирают на пучки, концы которых плотно перевязывают обрезками жил. В кабелях повивной скрутки сердечники разбираются по полуповивам. Для этого каждый повив делится на два пучка: ближний и дальний. В ближний отбираются при мерно 60% групп (пар или четверок), а в дальний - 40%. При разборке повивов счетные группы обоих кабелей должны попасть в одноименные пучки (рис.2.91).
Образованные из полуповивов пучки жил кабелей увязываются в две косоплетки: "ближнюю" и "дальнюю". По окончании разборки они объединяются в одну, и на каждом конце кабеля образуется большая косоплетка, в которой пучки увязаны в порядке, обратном очередности их монтажа.
Сердечники кабелей пучковой скрутки разбирают на главные пучки, их подвязывают к кабелю в порядке, обратном очередности их монтажа. Наиболее удаленный от спайщика главный пучок оставляют неподвязанным и разбирают его на элементарные пучки, которые увязывают в косоплетку в порядке, обратном очередности их монтажа. Группы в элементарных пучках разбирают в процессе монтажа. (Если главные пучки кабелей имеют повивную скрутку групп, то группы в главных пучках разбирают по полуповивам.)
| Рис. 2.91. Очередность монтажа групп жил сердечника |
 При сращивании кабеля повивной скрутки с кабелем пучковой скрутки из сердечника кабеля повивной скрутки отбирают пучки групп, соответствующие числу групп в главных пучках кабеля пучковой скрутки. Запасные (резервные) пары (четверки) кабелей пучковой скрутки, расположенные между главными пучками, при разборке подвязывают к оболочкам отдельно. Эти пары соединяют в последнюю очередь.
При сращивании кабеля повивной скрутки с кабелем пучковой скрутки из сердечника кабеля повивной скрутки отбирают пучки групп, соответствующие числу групп в главных пучках кабеля пучковой скрутки. Запасные (резервные) пары (четверки) кабелей пучковой скрутки, расположенные между главными пучками, при разборке подвязывают к оболочкам отдельно. Эти пары соединяют в последнюю очередь.
При разделке кабелей типа ТП с переменным направлением скрутки жил следует увеличить длину оставляемых для разделки концов с таким расчетом, чтобы в соединительной муфте длина освобождаемого от оболочки сердечника была не менее 1 м, а в сборной муфте - не менее 1,2 м. Во время разборки сердечника следует соблюдать осторожность, чтобы не допустить рассыпания пар. Оболочку с кабеля сначала удаляют на участке длиной 500 мм.
Сердечник кабеля при разматывании экранной ленты и поясной изоляции должен быть скреплен на конце бандажом из обрезков жил. После чего он разбирается на главные пучки, каждый из которых, в свою очередь, также скрепляется бандажом. При разборе следует избегать резких изгибов главных пучков. Затем главные пучки разбирают на элементарные 10x2 пучки. При этом следует выделять пучки с трудноразличимой скруткой, а пучки с заметной скруткой сразу увязывать
в порядке, обратном очередности монтажа.
| Рис. 2.92. Распушивание пучка в «фонарик» |
 Для отбора пар на пучок с трудноразличимой скруткой накладывают несколько бандажей на расстоянии 100-120 мм друг от друга. На пучке выбирают участок между бандажами, где можно различить хотя бы несколько пар. Пучок на этом участке распушивается, образуя так называемый "фонарик" (рис.2.92). В "фонарике" большая часть жил разойдется попарно, их отбирают в первую очередь, а оставшиеся пары - во вторую очередь.
Для отбора пар на пучок с трудноразличимой скруткой накладывают несколько бандажей на расстоянии 100-120 мм друг от друга. На пучке выбирают участок между бандажами, где можно различить хотя бы несколько пар. Пучок на этом участке распушивается, образуя так называемый "фонарик" (рис.2.92). В "фонарике" большая часть жил разойдется попарно, их отбирают в первую очередь, а оставшиеся пары - во вторую очередь.
Если этого сделать не удается, рассыпавшиеся пары нужно отобрать, ориентируясь на расцветку жил и на их близость друг к другу. При невозможности разобрать пары следует уда - лить еще часть полиэтиленовой оболочки. Если и эта мера не принесет успеха, пары отбираются с противоположного конца кабеля.
Сращиваемые концы кабелей с разобранными сердечниками закрепляют на консолях таким образом, чтобы соединяемые полуповивы или пучки обоих концов кабелей находились друг против друга, а расстояние между обрезами оболочек соответствовало размерам используемой муфты. Смонтированный сросток жил должен быть симметричен относительно оси, проходящей через центры соединяемых кабелей, и иметь достаточную плотность. При ручном монтаже первоначально сращивают наиболее удаленные от спайщика полуповивы и пучки, их жилы сращивают с определенной слабиной, которую уменьшают по мере приближения к центру.
При сращивании жил необходимо соблюдать основные правила:
- не допускать "разбивки пар", то есть соединения жил одной пары (четверки) с жилами двух разных пар (четверок);
- группы (жилы, пары четверки) каждого повива, пучка одного конца кабеля должны соединяться с одноименными группами, повивами и пучками другого конца кабеля. Для кабелей одинаковой емкости переход из одного повива или пучка в другой не допускается. Исключения могут иметь место только при различном числе групп в одноименных повивах или пучках сращиваемых кабелей или при необходимости замены в них дефектных пар (четверок);
- на всем протяжении кабеля одной и той же емкости должна сохраняться непрерывность контрольных и счетных групп (пар, четверок) каждого повива, пучка. В разветвительных муфтах контрольные и счетные группы основных кабелей должны, по возможности, соединяться с контрольными и счетными группами ответвляющихся кабелей;
- при возможности должны сращиваться жилы и группы с одинаковой или сходной расцветкой изоляции. В паре жилу с более яркой расцветкой изоляции принято считать жилой "а";
- при различном числе групп в главных пучках соединяемых кабелей (например, 50x2 и 100x2) элементарные пучки двух главных 50x2 пучков одного кабеля должны соединяться с элементарными пучками одного 100x2 пучка другого кабеля;
- в разветвительных муфтах внутренние повивы или пучки основного кабеля должны сращиваться с ответвляющимися кабелями большей емкости. По мере уменьшения емкости ответвляющихся кабелей их соединяют со все более уда ленными от центра повивами или пучками основного кабеля;
- запасные группы кабеля (сверх его номинальной емкости) должны сращиваться на всем протяжении линии. При неодинаковом числе групп в монтируемых кабелях свободные группы выводятся на поверхность сростка, изолируются и закрепляются на нем перевязкой из ниток;
-
| Рис. 2.93. Процесс сращивания жил ручной скруткой |

поврежденные пары кабелей необходимо также вывести на поверхность сростка, соединить между собой и изолировать.
Сращивание токопроводящих жил и восстановление их изоляции.
Медные жилы кабелей местных сетей связи должны сращиваться одним из следующих способов:
- ручной скруткой с изолированием каждой жилы индивидуальной гильзой или пары жил общей гильзой;
- механизированным соединением с помощью групповых 10-парных сжимаемых соединителей СМЖ-10;
- 25-парных модульных соединителей MS2 серии 4000D;
- одножильных соединителей типа UY2 "Скотчлок".
Допускается использование -индивидуальных и групповых соединителей других типов, а также приспособлений для механизированной скрутки жил, имеющих сертификат соответствия Минсвязи России. При ручном скручивании жил на кабелях типа Т применяются бумажные гильзы, на кабелях типа ТП – гильзы из полиэтилена. Размеры гильз приведены в табл. 2.55.
| Таблица 2.54. Размеры (мм) изолирующих гильз, применяемых для изоляции жил городских телефонных кабелей | ||||||||||||
Диаметр жил кабеля


 При сращивании жил и в процессе эксплуатации кабелей необходимо исключить разбивку, т.е. "рассыпание" соединенных пар и четверок.
При сращивании жил и в процессе эксплуатации кабелей необходимо исключить разбивку, т.е. "рассыпание" соединенных пар и четверок.
 При параллельном включении оконечных устройств (распределительных коробок, боксов и кабельных ящиков) соединяются вместе жилы трех кабелей. Жилы сращиваются ручной скруткой, которая изолируется индивидуальной гильзой.
При параллельном включении оконечных устройств (распределительных коробок, боксов и кабельных ящиков) соединяются вместе жилы трех кабелей. Жилы сращиваются ручной скруткой, которая изолируется индивидуальной гильзой.




 Стык частей муфты плотно и ровно обматывается несколькими слоями светостабилизированной полиэтиленовой ленты, чтобы общая их толщина составляла не менее трети
Стык частей муфты плотно и ровно обматывается несколькими слоями светостабилизированной полиэтиленовой ленты, чтобы общая их толщина составляла не менее трети

